Навигация
Организация рабочего места
81286
знаков
11
таблиц
15
изображений
9. Организация рабочего места
Производительность колёсных цехов в значительной степени зависят от рациональной компоновки участков, оптимального размещения производственного, подъёмно – транспортного и вспомогательного оборудования на площади цеха. Размещение оборудования (планировка) должно обеспечивать максимальную прямоточность производственного процесса, непрерывность в движении и наименьший грузооборот колёсных пар и их элементов в процессе ремонта и формирования, а также рациональное использование площади и объёма здания колёсного цеха.
Кроме того, в процессе планировки оборудования учитывают необходимость обеспечения экономии трудовых движении рабочих и их наименьшую утомляемость. Рациональная планировка оборудования требует соблюдения и ряда других условии, таких, как удобство разборки оборудования при ремонте, выделение площадок для размещения оснастки, межоперационных заделов, удобство подачи инструментов, вспомогательных материалов, применение многостаночного обслуживания, соблюдение правил техники безопасности.
Вместе с тем схема планировки оборудования должна предусматривать возможность внесения в неё изменений в процессе совершенствования технологического процесса ремонта колёсных пар. При компоновке участков цеха и размещения станков в линии необходимо предусматривать кратчайшие пути движения колёсных пар при их ремонте, не допускать обратных, кольцевых или петлеобразных движений, создающих встречные потоки и затрудняющих транспортирование колёсных пар. Учёт и реализация указанных требований при расстановки оборудования во многом зависят от конструктивно – технических особенностей колёсных пар, программы и принятой организации производства.
При расстановки оборудования необходимо руководствоваться нормальными размерами промежутков (разрывов) между оборудованием в предельном и поперечном направлениях и размерами расстояний от стен и колонн. Эти размеры должны гарантировать удобство выполнения работ, безотказность рабочих, свободу движения людей и транспортных средств, возможность выполнения ремонта оборудования. При размещении оборудования в поточную линию при назначении расстояний между станками необходимо учитывать межоперационные заделы. На основе планировки оборудования и рабочих мест определяют площадь цеха.
По своему назначению площадь цеха подразделяются на производственную, вспомогательную и служебно – бытовую. Под производственной понимается площадь цеха, предназначенная для осуществления технологического процесса ремонта и формирования колёсных пар. В состав производственной площади входят площади, занимаемые производственным и подъёмно – транспортным оборудованием, а также стеллажами, верстаками, стендами, проходами и проездами (кроме магистральных) между станками. К вспомогательной относят площади, занятые вспомогательным оборудованием,магистральными проездами, складами, кладовыми и другими подсобными помещениями. На служебно – бытовой площади цеха размещают конторские и бытовые помещения.
В колесном цехе ремонтируют колесные пары на программу завода и для железных дорог, проводят новое формирование колесных пар для тепловозов и других видов подвижного состава, изготовляют элементы колесных пар как запасные части для поставки по межзаводской кооперации. Колесный цех относится к группе основных цехов. По существующей структуре в состав колесного цеха входят следующие самостоятельные хозрасчетные отделения и участки, участок по ремонту и формированию колесных пар, включающий в себя демонтажное отделение, производящее демонтаж буксового узла с колесной пары; прессовое отделение по распрессовке, запрессовке и опробованию на сдвиг элементов колесных пар при формировании;
|
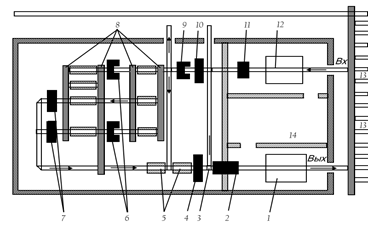
На схеме приведена наиболее рациональная планировка оборудования колёсного цеха, на котором: 12 – стенд демонтажа роликовых букс; 11 – моечная машина; 10 – стенд для измерения колёсных пар; 9 – установка для магнитной и ультразвуковой дефектоскопии; 6 – портальные колесотокарные станки; 7 – станки для обтачивания и накатывания шеек и предподступичных частей осей колёсных пар; 4 – устройство выходного контроля (дефектоскопия, измерение и клеймение колёсных пар); 2 – площадка для окраски и сушки колёсных пар; стенд для монтажа роликовых букс; 14 – участок ремонта и комплектования подшипников и буксовых узлов; 13 – колёсный парк; 3 – поворотные устройства; 8 – устройства для поперечного перемещения колёсных пар; 5 – накопители колёсных пар.
Размещённое в цехе оборудование, показанное на схеме, обеспечивает поточный ремонт колёсных пар, которые поступают в цех (Вх), проходят демонтаж, обмывку, очистку и входной контроль (осмотр, дефектоскопию, измерение). А далее поток колёсных пар распределяется на три направления : первое – на колёсотокарные и шеечно – накатные станки для ремонта без смены элементов (восстановление профиля поверхностей катания колёс и ремонт шеек осей), второе – на выходной контроль, окраску, сушку и монтаж роликовых букс, и на выход (Вых)при выполнении освидетельствования, и третье – на боковой выход из цеха в том случае, если колёсные пары нуждаются в ремонте со сменой элементов или подлежат исключению из инвентаря. В колёсном цехе имеют место два устойчивых потока колёсных пар : один состоит из колёсных пар, которые подвергаются обыкновенному и полному освидетельствованию, а другой – из колёсных пар, которые проходят освидетельствование и ремонт без смены элементов.
|
Похожие работы
... таблицы 1. Таблица 2 - Технологическая карта процесса ультразвукового контроля болтов крепления полюсов ТЭД Контроль неразрушающий Ультразвуковой метод На листах 4 Предприятие ТЧ-5 Тип Колёсная пара Электровоза ВЛ-10 лист № 1 УТВЕРЖДАЮ: Главный инженер __________________________ дата ___________ Изделие: Ось. Дефектоскоп УД2-12 №123456. Преобразователи ультразвуковые ...
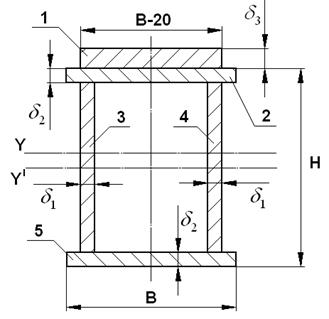
... рамы относятся момент инерции и момент сопротивления. В зависимости от назначения, конструкции и типа рам поперечные сечения элементов могут иметь разнообразные формы. На рисунке 5.1 приведено расчетное поперечное сечение боковины сварной рамы тележки электровоза ВЛ10. Рисунок 5.1 – Поперечное сечение концевой балки тележки ВЛ10 Параметры сечения ; ; ; ; Ввиду несимметричности сечения ...
... опору кузова проектируемого электровоза. (3.2) Полученная величина статического прогиба центрального подвешивания ≥ тогда условие выполняется 3.3 Проектирование и расчёт буксового рессорного подвешивания пассажирских электровозов При опорно-рамном подвешивании тягового двигателя и тяговом приводе II класса неподрессоренная масса, приходящаяся на одну ось, состоит из массы ...
... - 5% от производственной программы M=74+3,7=78 лок. в год 2.4 Расчет контингента работников цеха Явочный штат работников цеха определяют в соответствии с рассчитанным объёмом работы отделения и трудоёмкостью ремонта одной демонтируемой единицы или одного комплекта сборочных единиц, которые подвергают ремонту в данном отделении. Наименование рабочего Количество Разряд Мастер ...
0 комментариев