Навигация
Характерные неисправности и износы элементов конструкции
81286
знаков
11
таблиц
15
изображений
3. Характерные неисправности и износы элементов конструкции
| Дефект или поломка. | Характер нагрузки. | Вид износа. | Последствия возникновения дефекта. | ||
| 1. | 2. | 3. | 4. | ||
| 1.Трещины поперечные и косые: а)на любой части оси (кроме подступичной) независимо от срока службы, а также в подступичной част оси при сроке службы более 10 лет. б)на подступичной части оси при сроке службы менее 10 лет | Механический | Абразивный | а)Ось бракуется, если после обработки (точение и шлифовка) в пределах допуска трещины остаются. б)Устранить обточкой, если глубина трещины не превышает 2 мм. Об точку производить не менее, чем на 0,5 мм в глубину за пределы трещины с последующей проверкой оси магнитным дефектоскопом и упрочнением накаткой. При большей глубине трещины ось бракуется. | ||
| 2.Трещины и плети продольные: а) на средней части оси б) на других частях оси | Механический | Абразивный | а)Не допускаются. Колёсную пару, имеющую на средней части оси продольную трещину или плену, изъять из эксплуатации и отправить в ремонт. В ремонтном пункте продольные трещины или плены исследовать вырубкой канавочником до полного их исчезновения. Ось бракуется, если: глубина вырубки на средней части превышает 4.0 мм; количество вырубок в любом месте в средней части оси более трех, а общая длина всех вырубок глубиной более 1,0 мм превышает 1000 мм. Вырубки глубиной до 1,0 мм не учитываются. Вырубку трещин или плен производить только в направлении длины их залегания без резких переходов с гладким выводом кромок и разделкой по ширине, равной трехкратной глубине вырубленного слоя. б)Независимо от количества и размеров не допускаются. Устраняются обточкой. | ||
| 3.Волосовины а) на галтелях оси б) на цилиндрических поверхностях шеек оси в) на под ступичной, предподступич-ной и средней частях оси | Механический | Абразивный | а)Не допускаются. Устранить обточкой в пределах допустимою ремонтного размера между галтелями с последующим упрочнением. б) Не допускаются и устраняются обточкой, если общее количество их более четырех и в любом поперечном сечении более двух или если длина отдельной волосовины превышает 10,0 мм. Волосовины длиной до 2,0 мм на шейках осей локомотива при нескученном и нестрочечном их расположении не учитываются в)Не допускаются и устраняются обточкой, если в любом поперечном сечении их более двух или если длина отдельной волосовины превышает 15,0 мм на подступичной части или предподступичной части и более 25,0 мм на средней части. | ||
| 4.Темновины и светловины в любой части оси. | Механический | Абразивный | Допускаются, но без каких бы то ни было признаков расслоения металла. | ||
| 5. Риски поперечные на шейках оси с подшипниками скольжения | Механический | Абразивный | В эксплуатации допускается оставлять без исправления мелкие, без острых кромок поперечные риски до первой выкатки колёсной пары. При выкатке устранить обточкой или шлифовкой. | ||
| 6. Забоины, задиры на предподсту-пичных частях и на шейках оси с подшипниками скольжения | Механический | Абразивный | Колёсную пару изъять из эксплуатации. Шейки и предподступичные части обработать на станке до полного устранения задиров и забоин. | ||
| 7. Риски, задиры, забоины и коррозия на шейках и предподступичных частях осей с подшипниками качения: а) риски и задиры поперечные на шейках б) риски и задиры продольные на шейках и предподступичных частях в) забоины на шейках и предподступичных частях г) коррозия на шейках и предподступичных частях | Механический | Абразивный | а)Риски и задиры глубиной до 0,5 мм не ближе 100 мм и глубиной до 1.5 мм не ближе 160 мм от предподступичной части оси зачистить шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. Площадь зачистки не должна превышать 15 % посадочной поверхности подшипника. После зачистки шейки продефектоскопировать. При больших размерах повреждения ось бракуется б)Риски и задиры на шейках глубиной до 0,5 мм не более трех не ближе 50 мм от торца галтели, а на предподступичных частях глубиной до 1,0 мм без ограничения количества зачистить вдоль оси шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. При больших размерах дефекта ось бракуется. в)Острые края забоин глубиной до 0,8 мм не ближе 60 мм от горна галтели, обшей площадью до 50 мм2 на шейках и глубиной до 1,0 мм на предподступичных частях обшей площадью до 50 мм2 разрешается притупить, не оставляя выступов над поверхностью. После исправления шейки и предподступичной части продефектоскопировать. При больших забоинах ось бракуется. г)Коррозию устранить шлифовальной шкуркой с зернистостью 5 или 6 с применением масла. На глубокую очечную коррозию допуски, как и на забоины. | ||
| 8. Потёртость, забоины на средний части оси | При потёртости более допустимого значения, ось бракуется. При потёртости в пределах допуска выполнить плавный переход от протёртого места к образующей оси. Допускаются забоины глубиной до 2 мм, обшей площадью до 100 мм2, с зачисткой острых кромок. | ||||
| 9. Диаметр шеек менее допустимого | Ось бракуется. Буксовые шейки восстанавливают по отработанной и утверждённой технологии, обеспечивающей достаточную усталостную прочность оси | ||||
| 10. Смятая или изношенная резьба на колёсных парах с подшипниками качения: а) на конце оси б) на торце оси под болты | а)Разрешается оставлять в эксплуатации при обыкновенном освидетельствовании колёсные пары, имеющие сорванную резьбу не более 15 % рабочей длины на каждом конце оси, соответственно при полном освидетельствовании – 5 %. При большем значении повреждения, резьбу сточить, место наплавить и нарезать новую резьбу. б)Дефектную резьбу срезать, отверстия заварить, просверлить вновь и нарезать новую резьбу. | ||||
| 11. Забитые и разработанные центровые отверстия оси | Восстановить до чертёжных размеров электронаплавкой с последующей механической обработкой. | ||||
| 12.Отсутствие или неясность клейм формирования | Номер оси восстановить по паспорту, произвести полное освидетельствование оси. | ||||
| 13. Неясности клейм последнего полного освидетельствования | Колёсной паре произвести полное освидетельствование | ||||
| 14. Следы электродугового ожога | Механический | Абразивный | Следы электродугового ожога на средней части оси (свободной от опорных и посадочных поверхностей) удалить зачисткойс плавным переходом к остальной поверхности с последующей шлифовкой и проверкой магнитным дефектоскопом. При следах ожога на других частях ось бракуется. | ||
| 15. Риски и задиры торцах оси с торцевым упором скольжения | Механический | Абразивный | Устранить обточкой | ||
| 16. Риски и задиры на подступичной части оси | Механический | Абразивный | Устранить обточкой в пределах допустимого ремонтного размера с последующими дефектоскопией и упрочнением | ||
| НЕИСПРАВНОСТИ БАНДАЖЕЙ И ОБОДЬЕВ | |||||
| 1.Трещины поперечные или косые независимо от размера, количества и места расположения | Бандаж бракуется. Допускается устранить обточкой термические трещины на вершине гребня глубиной до 5,0 мм со снятием металла за её пределы на глубину 1,5 – 2,0 мм. | ||||
| 2. Трещины и плены продольные: а)на поверхности катания бандажа или обода цельнокатаного колеса, поверхности гребня и внутренней боковой поверхности б)на наружных боковых гранях бандажа или обода цельнокатаного колеса в) на внутренней поверхности бандажа и в выточке для бандажного кольца | Механический | Абразивный | а)Устранить обточкой на станке до полного исчезновения б)Устраняется вырубкой или шлифовальной машинкой с плавным переходом к основной поверхности бандажа или обода. Глубина вырубок допускается не более 5,0 мм. Общая длина вырубок на одном бандаже или ободе цельнокатаного колеса не должна превышать 300 мм. Количество вырубок в одном поперечном сечении не должно быть более двух у бандажей. в)Бандаж бракуется | ||
| 3.Раковины на поверхности катания бандажа или обода цельнокатаного колеса | Механический | Абразивный | Устранить обточкой на станке до полного исчезновения | ||
| 4.Выщербины на поверхности катания бандажа, обода цельнокатаного колеса | Механический | Абразивный | Разрешается оставлять без исправления до первой пары: длиной не более 10,0 мм, глубиной не более 3,0 мм. Выщербины больших размеров устраняют обточкой.выкатки или обточки колёсной | ||
| 5.Сколы, выкрашивания, выщер-бины, раковины, уходящие под упорный бурт или бандажное кольцо (независимо от размеров | Колёсная пара бракуется | ||||
| 6.Задир у подножья рабочей части гребня | Механический | Абразивный | Устранить обточкой на станке до полного исчезновения | ||
| 7.Задир бандажа в районе круга катания (независимо от размеров) | Механический | Абразивный | Устранить обточкой на станке до полного исчезновения | ||
| 8.Ползун (выбоина) на поверхности катания бандажей или цельнокатан ных колёс более допустимого значения | Механический | Абразивный | Устранить обточкой. | ||
| 9.Ослабление бандажа на ободе центра, определяемое по звуку при ударе по бандажу слесарным молот ком или по взаимному смещению контрольных отметок на бандаже и ободе | Если при сдвиге контрольной отметки звук при ударе по бандажу подтверждает его ослабление, устранить сменой бандажа. Если при сдвиге контрольной отметки звук при ударе по бандажу не подтверждает его ослабление и бандажное кольцо не ослабло, разрешается дальнейшая эксплуатация. При этом против отметки на бандаже поставить новую отметку на ободе с записью в журнал технического состояния локомотива (формы ТУ-152) и книгу ремонта (формы ТУ-28). а старую зачеканить. При повторном сдвиге бандажа, даже без признаков его ослабления, вторичное перенесение отметки не допускается. Бандаж подлежит замене. На первом виде ремонта, предусматривающего выкатку колёсной пары из-под ТПС, бандаж подлежит замене | ||||
| 10.Прокат (высота гребня) бандажей или цельнокатаных колёс более допустимого | Механический | Абразивный | Устранить обточкой на станке до полной ликвидации проката и до ведения высоты гребня до чертёжных размеров | ||
| 11.Местное или по всему кругу ката -ния увеличение ширины бандажа или обода цельнокатаного колеса более допустимого | Механический | Абразивный | Устранить обточкой на станке до полного исчезновения | ||
| 12.Толщина гребня менее допустимого значения | Механический | Абразивный | Устранить обточкой на станке до полного исчезновения При ремонте в депо гребень разрешается восстанавливать электронаплавкой с последующей обточкой на станке. | ||
| 13.Вертикальный подрез гребня | Механический | Абразивный | Устранить обточкой на станке до полного исчезновения | ||
| 14.Остроконечный накат на гребне | Механический | Абразивный | Устранить обточкой на станке или при помощи переносного суппорта. | ||
| 15.Опасная форма гребня, измеряемая специальными шаблонами | Механический | Абразивный | Устранить механической обработкой | ||
| 16.Толщина и ширина бандажа или обода цельнокатаного колеса менее допустимых значений | Бандаж или цельнокатаное колесо бракуется | ||||
| 17.Навар метала на поверхности катания | Механический | Абразивный | Устранить обточкой на станке до полного исчезновения | ||
| 18.Ослабление бандажного кольца более допустимых размеров | Не допускается. Устранить путем замены бандажного кольца или обжатием прижимного бурта бандажа на вальцовочном станке, пневматическим молотком с обжимкой или кувалдой под гладилку. До обжатия прижимного бурта бандаж нагреть до 220 – 270 °С. | ||||
| 19.Толщина прижимного и упорною буртов бандажа менее допустимого значения | . | Бандаж бракуется | |||
| 20.Зазор между боковой гранью обода и упорным буртом бандажа | Допускается не более 0.5 мм по всей окружности на глубину не более половины высоты бурта. При больших размерах бандаж бракуется | ||||
| 21.Разность, расстояний между внутренними гранями бандажей у одной колёсной пары более допустимого значения или несоответствие этих расстояний установленным нормам (измерять у не | Механический | Абразивный | Устранить обточкой или сменой бандажей, перепрессовкой центров и цельнокатаных колёс, перенасадкой бандажей с наплавкой и последующей обработкой боковых граней обода, сменой оси при ее изогнутости. | ||
| подкаченной колёсной пары в четырех местах в двух взаимно перпендикулярных плоскостях, проходящих через центр оси) | |||||
| 22.Высота гребня, меньше установленных нормативов. | Механический | Абразивный | Устранить обточкой на станке, доведя размеры до чертежных. | ||
| НЕИСПРАВНОСТИ КОЛЕСНЫХ ЦЕНТРОВ И ЗУБЧАТЫХ КОЛЕС. | |||||
| 1.Ослабление колёсного центра или цельнокатаного колеса на оси | Колёсную пару с явными признаками ослабления (сдвиг центра или колеса вдоль образующей оси или в окружном направлении) изъять из эксплуатации. За колёсной парой, находящейся в эксплуатации, с выступающей смазкой, ржавчиной или трещинами краски в местах соединения центра с осью без явных признаков ослабления установить особое наблюдение. При полном освидетельствовании при выступающей смазке, ржавчине и трещинах краски в местах соединения центра с осью плотность посадки центра на оси опробовать на прессе на максимальное давление, установленное для запрессовки. Опробование на прессе производить в направлении от середины оси к её концу. | ||||
| 2.Ослабление зубчатого колеса на удлиненной ступице колёсного центра или на оси | Колёсную пару изъять из эксплуатации для перенасадки зубчатого колеса. | ||||
| 3.Трещины в ступице | Центр или зубчатое колесо бракуются. | ||||
| 4.Трещины в ободе или спице центра колёсной пары | Колёсную пару, имеющую хотя бы одну трещину в спице или ободе, изъять из эксплуатации. В ремонтном пункте в соответствии с требованиями действующих Инструктивных указаний по сварочным работам при ремонте электровозов (ЦТтеп/251) трещины заварить или забраковать центр. | ||||
| 5.Допуск непостоянства диаметра в поперечном и продольном сечениях обода колёсною центра более допустимых значений | Механический | Абразивный | Устранить обточкой или наплавкой с последующей механической обработкой. | ||
| 6.Диаметр или ширина обода менее допустимых значений | Механический | Абразивный | Восстановить наплавкой с последующей обработкой. | ||
| 7.Плены, закаты, раковины, засоры и другие пороки в дисках колёсных центров | Устранить согласно действующих стандартов, технических условий на поставку центров. | ||||
| 8.Задиры, черновины, раковины и засоры на внутренней обработанной поверхности отверстия ступицы колёсною центра и центра зубчатого колеса | Механический | Абразивный | Устранить расточкой или наплавкой с последующей обработкой, согласно действующих стандартов, технических условий на поставку центров и зубчатых колёс. | ||
| 9.Износ внутренней торцовой поверхности ступиц колёсных центров и зубчатых колёс локомотивов более допустимого значения | Механический | Абразивный | Восстанавливать наплавкой с последующей обработкой до чертёжных размеров. При ремонте колёсных пар с внутренними буксовыми и моторно-осевыми шейками без выпрессовки оси разрешается приварка к ступице разрезной шайбы толщиной не менее 8 мм с последующей обработкой на станке до чертёжных размеров | ||
| 10.Износ наружной торцовой поверхности ступицы колёсных центров локомотивов под антифрикционный диск более допустимого значения | Механический | Абразивный | Произвести выпрессовку оси и восстановить ступицу наплавкой с последующей обработкой на станке до чертёжных размеров | ||
| 11.Износ посадочной поверхности удлиненной ступицы колёсного центра под зубчатое колесо | Механический | Абразивный | Произвести выпрессовку оси и восстановить ступицу наплавкой с последующей обработкой на станке до чертёжных размеров | ||
| 12.Излом зуба | Зубчатое колесо бракуется | ||||
| 13.Вмятины, раковины, выкрошившиеся места на поверхности зуба более допустимого значения | Разрешается оставлять в работе зубчатые колёса (венцы), если глубина раковин, вмятин и выкрашиваний не превышает 2,0 мм (отдельных до 3,0 мм), а общая площадь на зубе прямозубой и на головке зуба косозубой передачи составляет в эксплуатации не более 25 % рабочей поверхности, при обыкновенном освидетельствовании – не более 10 % и при полном освидетельствовании – не более 5 %, а на ножке зуба косозубой передачи соответственно 60 % и 40 % | ||||
| 14.Отколы на поверхности зуба (от торца) | Разрешается оставлять в эксплуатации и при обыкновенном освидетельствовании зубчатые колёса (венцы), если отколотые места имеют длину не более 15 мм и глубину не более 3,0 мм, а при полном освидетельствовании – 10 мм и не более 2,0 мм. Заусенцы и острые кромки закруглить. | ||||
| 15.Трещины во впадинах зубчатых колёс (венцах) | Зубчатое колесо (венец) бракуется. При обыкновенном и полном освидетельствовании бракуются колёса и венцы: с трещинами на переходных поверхностях длиной более 25,0 мм; — с трещинами, выходящими на торец, глубиной более 2.0 мм; — с трещинами любых размеров, развивающимися с обеих сторон зуба (встречные трещины); — при наличии трещин более, чем на 25 % зубьев. Остальные виды трещин разрешается выводить местной зачисткой с соблюдением требований н. 6.4.5 с последующей проверкой зубчатого колеса магнитной дефектоскопией. Глубина выемок от местной зачистки трещин не более 3,0 мм на зубьях без поднутрения и не более 2,5 мм на зубьях с поднутрением. | ||||
| 16.Ослабление или сдвиг венца с жёсткой посадкой на центре зубчатого колеса | Допускается однократный сдвиг. При повторном сдвиге колёсную пару изъять из эксплуатации. | ||||
| 17.Ослабление болтов крепления венцов зубчатых колёс | Болты заменить. Разрешается увеличить диаметр отверстия во фланце центра и зубчатом венце не более чем на 2 мм с постановкой соответственно увеличенных призонных болтов. | ||||
| При ослаблении более четырех болтов зубчатого венца или более трех болтов подряд все болты заменить новыми следующей градации с проверкой отверстий развёртками. | |||||
| 18.Уменьшение толщины зуба, измеряемое по делительной окружности, более допустимого | Зубчатое колесо бракуется | ||||
| 19.Поверхностная и точечная коррозия дорожки качения зубчатого венца для упругого зубчатого колеса (УЗК) | Зачистить поверхность дорожки качения. При этом, радиальный зазор между венцом или ступицей и роликами не должен превышать 1 мм. | ||||
| 20.Шелушение металла, выкрашивание дорожки качения зубчатого ненца | То же | ||||
| 21.Поверхностная и точечная коррозия дорожки качения ступицы | То же | ||||
| 22.Шелушение металла, выкрашивание дорожки качения ступицы. | Зачистить поверхность дорожки качения. При этом, радиальный зазор между венцом или ступицей и роликами не должен превышать 1 мм. | ||||
| 23.Рифление дорожки качения зубчатого венца. | То же | ||||
| 24.Рифление дорожки качения ступицы. | То же | ||||
| 25.Трещины диска тарелки. | При наличии трещин тарелка бракуется | ||||
| 26.Трещины диска ступицы. | То же | ||||
| 27.Трещины и разрыв стопорного кольца по отверстию. | Восстановить электросваркой в местах разрыва и трещин, зачистить места сварки | ||||
| 28.Деформация стопорного кольца. | Выправить стопорное кольцо | ||||
| 29.Местная выработка (износ) стопорного кольца. | Местную (торцовую) выработку на внутренних поверхностях ограничительных колец, превышающую 1,5 мм, устранить наплавкой с последующей зачисткой. | ||||
Примечания:
1. Волосовинами называются продольные тонкие расслоения металла, получившиеся вследствие раскатки газовых пузырей или неметаллических включений, имевшихся в металле.
2.Под строчечным понимается расположение волосовин на поверхности оси по её образующей.
3.Волосовины, составляющие одну строчку и имеющие длину на шейке менее 10,0 мм, на подступичной и предподступичной части менее 15,0 мм и на средней части оси менее 25 мм. принимаются за одну волосовину длиной, равной общему отрезку прямой, на которой они расположены.
4.Расположение волосовин, при котором в любом месте их число на площади размером 50 Х 50 мм превышает 5 шт. считается скученным. При этом волосовины длиной до 1.0 мм при нестрочечном их расположении не учитываются.
5.У забракованной оси поверхность шеек, клейма и знаки зарубить крестообразно зубилом.
6. Под раковиной понимается дефект металлургического происхождения в виде неметаллических включений (песка, шлака), закатанных внутрь металла, и пустот от усадки металла при неравномерном остывании, выходящих на поверхность катания колеса по мере его износа.
7. Под выщербинами понимается выкрашивание кусочков металла на поверхности катания.
8. У забракованного бандажа клейма и знаки зарубить крестообразно зубилом.
9. Под пленой понимается тонкое, местное «языкообразное» отслоение металла частично соединенное с основным металлом, располагается только с наружной боковой поверхности обода колеса.
10. У забракованных колёсных центров зубчатых и цельнокатаных колёс и венцов клейма и знаки зарубить крестообразно зубилом
11.Под закатом понимаются кольцевые наплывы металла в виде пленообразных складок.
4. Контроль технического состояния в эксплуатации
Колёсные пары в эксплуатации и при ремонте подвергают осмотру под локомотивом, обыкновенному и полному освидетельствованию, а также освидетельствованию с выпрессовкой оси.
Осмотр колёсных пар выполняют при каждом техническом обслуживании тягового подвижного состава, а также после крушения, аварии, столкновения или схода его с рельс.
В эксплуатации осмотр колёсных пар выполняет локомотивная бригада в депо, при приёмке и сдаче тягового подвижного состава в ПТОЛ (пунктах технического обслуживания локомотива), при каждом техническом обслуживании ТО – 1 локомотива и ТО – 1, ТО – 2 электропоезда. При технических обслуживаниях ТО – 2, ТО – 3 локомотивов и текущих ремонтах ТР -1, ТР – 2, ТР – 3 тягового подвижного состава осмотр колёсных пар производят ремонтные бригады с участием мастеров и приёмщиков локомотивов.
Во время осмотра проверяют плотность посадки и наличие сдвига бандажа на колесном центре. Ослабление бандажа обнаруживается по глухому дребезжащему звуку при обстукивании бандажа слесарным молотком. Сдвиг бандажа определяют по расхождению контрольных отметок на бандаже и центре колеса. Признаками ослабления бандажа могут быть выделение смазки и ржавчины по окружности в месте прилегания бандажа к ободу колесного центра. При осмотре колёсных пар устанавливают, нет ли на бандажах трещин, выбоин (ползунов) плен, раздавленностей, вмятин, отколов, раковин, выщербин, ослабления бандажей на ободе центра, их сдвига или ослабления бандажного кольца. При ремонте и техническом обслуживании ТО – 3 шаблоном измеряют прокат и толщину гребня. Бандажным толщиномером определяют толщину бандажа. Специальным шаблоном проверяют профиль бандажа, убеждаются в отсутствии вертикального подреза его гребня, также в отсутствии остроконечного наката. Толщиномером определяют местный наплыв металла на наружной боковой поверхности бандажа.
У колёсных центров выявляют возможные трещины в ступицах, дисках, спицах и ободах, признаки ослабления или сдвига ступиц на оси. Убеждаются в отсутствии на открытых частях осей поперечных, косых или продольных трещин, плен, протёртых мест и других дефектов. Устанавливают, нет ли трещин кожухов зубчатой передачи и течи смазки. При текущих ремонтах ТР -1 и ТР -2 осматривают зубчатую передачу со съёмом кожуха редуктора, проверяют состояние зубьев. Износ зубьев контролируют зубомером, боковые зазоры в передачи - плоским щупом, радиальные – специальным полукруглым щупом или свинцовыми прокладками. Общий боковой зазор δ + δ должен быть 0.34-0.50 мм, а радиальный - не менее чертёжного с разницей для одной колёсной пары не более 1 мм.
Дефекты, обнаруженные при осмотре колёсных пар, записывают в книгу ремонта. Бандажи проверяют не только при плановых ремонтах, но и в конце каждого месяца для уточнения плана постановки тяговог подвижного состава на ремонты ТР -1, ТР – 2 и на обточку бандажей (ТО – 4).
Освидетельствование колесных пар проводят работники локомотивных депо (заместитель начальника депо по ремонту, главный инженер, приёмщик локомотивов, мастер), сдавшие испытания в службе локомотивного хозяйства Управления дороги и получившие удостоверение на право освидетельствования. Для работников депо, не производящих ремонт колёсных пар со сменой элементов, испытание проводит отделение дороги.
Обыкновенное освидетельствование колесных пар проводят при всех случаях их подкатки под ТПС в депо, за исключением подкатки под ТПС колесной пары, если после ее формирования или проведения полного освидетельствования прошло более 2 лет. При этом дату формирования и освидетельствования устанавливают по данным формуляра (технического паспорта) на колесную пару, а также после крушения, аварии и схода с рельсов при скорости более 10 км/ч, если при осмотре не выявились повреждения составных частей колесной пары, требующие их замены. Оно включает в себя все проверки, предусмотренные осмотром колёсных пар локомотивов и моторвагонного подвижного состава. Перед обыкновенным освидетельствованием колёсную пару тщательно очищают от грязи и смазки керосином или обмывают в моечной машине. Затем производят дефектоскопию осей. Проверяют соответствие размеров всех элементов колёсной пары установленным нормам допусков и износов, наличие установленных клейм и знаков, состояние пружинных пакетов и заклёпок зубчатых колёс колёсных пар электровозов, а также болтов, крепящих зубчатое колесо к центру колёсной пары. Контролируют состояние зубьев, плотность посадки косозубых колёс, разбирают и осматривают роликовые подшипники, а также опоры редуктора в соответствии с Инструкцией по содержанию роликовых подшипников локомотивов и моторподвижного состава. Колёсные пары после обыкновенного освидетельствования не клеймят. Результаты освидетельствования заносят в журналы утверждённой МПС России формы и в технический паспорт колёсной пары. После проведения обыкновенного освидетельствования все колёсные пары должны соответствовать нормативно-технической документации, а также чертежам и требованиям стандартов и должна быть принята мастером и приемщиком локомотивов.
Полное освидетельствование колёсных пар выполняют на заводах при ремонтах тягового подвижного состава, связанных с выкаткой колёсных пар, сменой хотя бы одного элемента, при неясности клейм и знаков последнего полного освидетельствования, при наличии повреждения колёсной пары после крушения, аварии, столкновения или схода локомотива. Допускается производство полного освидетельствования колёсных пар в дорожных колёсных мастерских.
Перед освидетельствованием с колёсной пары снимают подшипники качения и тщательно их обмывают. В отличии от обыкновенного при полном освидетельствовании очищают колёсные пары от краски до металла, проверяют ультразвуковым дефектоскопам подступечные части, осматривают пружинные пакеты и пазы зубчатых колёс электровозных колёсных пар со снятием боковых шайб. При обнаружении трещин в подступечной части оси её выпрессовывают.
Освидетельствование колёсной пары с выпрессовкой оси проводят во всех случаях непрозвучивания оси ультразвуком при их полном освидетельствовании, при необходимости снятия одновременно обоих центров, а также при отсутствии или неясности клейм формирования, если такого вида освидетельствование колёсной пары ещё не проводилось. При этом производят все работы, предусмотренные для полного освидетельствования, а также выпрессовывают ось, проверяют магнитным дефектоскопом ее подступичные части для выявления поверхностных трещин, после чего на ось наносят клейма и знаки освидетельствования с выпрессовкой оси. Результаты полного освидетельствования и освидетельствования с выпрессовкой оси записывают в специальный журнал и технический паспорт колёсной пары.
После устранения при ремонте всех обнаруженных износов и дефектов на левом торце оси наносят клеймо полного освидетельствования. При освидетельствовании с выпрессовкой оси дополнительно ставят второе клеймо в виде знака «Д» в кружочке.
Если на этом торце оси все секторы заполнены клеймами, то старые клейма заделывают электронаплавкой и после обработки торцевой поверхности на станке наносят новые клейма.
В большинстве депо колёсные пары ремонтируют без смены элементов с выполнением обыкновенного освидетельствования. Ремонт колёсных пар со сменой элементов и полное освидетельствование с выпрессовкой оси производят, как правило, на ремонтных заводах и в некоторых наиболее оснащённых депо, имеющих необходимое для этого оборудование и инструмент.
|
Похожие работы
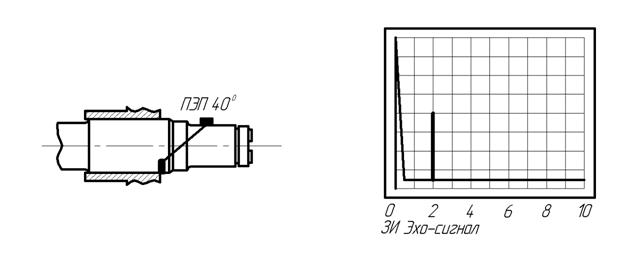
... таблицы 1. Таблица 2 - Технологическая карта процесса ультразвукового контроля болтов крепления полюсов ТЭД Контроль неразрушающий Ультразвуковой метод На листах 4 Предприятие ТЧ-5 Тип Колёсная пара Электровоза ВЛ-10 лист № 1 УТВЕРЖДАЮ: Главный инженер __________________________ дата ___________ Изделие: Ось. Дефектоскоп УД2-12 №123456. Преобразователи ультразвуковые ...
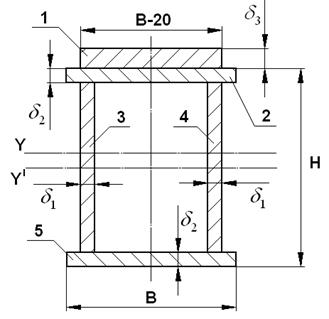
... рамы относятся момент инерции и момент сопротивления. В зависимости от назначения, конструкции и типа рам поперечные сечения элементов могут иметь разнообразные формы. На рисунке 5.1 приведено расчетное поперечное сечение боковины сварной рамы тележки электровоза ВЛ10. Рисунок 5.1 – Поперечное сечение концевой балки тележки ВЛ10 Параметры сечения ; ; ; ; Ввиду несимметричности сечения ...
... опору кузова проектируемого электровоза. (3.2) Полученная величина статического прогиба центрального подвешивания ≥ тогда условие выполняется 3.3 Проектирование и расчёт буксового рессорного подвешивания пассажирских электровозов При опорно-рамном подвешивании тягового двигателя и тяговом приводе II класса неподрессоренная масса, приходящаяся на одну ось, состоит из массы ...
... - 5% от производственной программы M=74+3,7=78 лок. в год 2.4 Расчет контингента работников цеха Явочный штат работников цеха определяют в соответствии с рассчитанным объёмом работы отделения и трудоёмкостью ремонта одной демонтируемой единицы или одного комплекта сборочных единиц, которые подвергают ремонту в данном отделении. Наименование рабочего Количество Разряд Мастер ...
0 комментариев