Навигация
Изготовление деталей методами пластической деформации
41542
знака
0
таблиц
10
изображений
Министерство образования Республики Беларусь
Учреждение образования Гродненский государственный университет имени Янки Купалы
Факультет экономики и управления
Кафедра экономика и управление на предприятии
Контрольная работа
по предмету
Производственные технологии
Изготовление деталей методами пластической деформации
Автор работы
Т.Ф. Пупчик
Гродно 2006 год
СОДЕРЖАНИЕ
ВВЕДЕНИЕ1. ПРОКАТКА КАК ОДИН ИЗ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ. ПРОКАТНОЕ ПРОИЗВОДСТВО
2. ВОЛОЧЕНИЕ
3. ПРЕССОВАНИЕ
4. КОВКА
5. ШТАМПОВКА
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
Для получения деталей применяют различные заготовки. Металлические заготовки изготавливают литьем, прокаткой, ковкой, штамповкой и другими способами.
Методами пластической деформации получают заготовки из стали, цветных металлов и их сплавов, а также пластмасс, резины, многих керамических материалов и др. Широкое распространение методов пластической деформации обусловливается их высокой производительностью и высоким качеством изготавливаемых изделий. Важной задачей технологии является получение заготовок, максимально приближавшихся по форме и размерам к готовым деталям. Заготовки, получаемые методами пластической деформации, имеют минимальные припуски на механическую обработку, а иногда и не требуют ее вовсе. Структура металлической заготовки и ее механические свойства после пластической деформации улучшаются.
Обработка металлов давлением основана на пластической деформации. Этим методом изготавливают заготовки и изделия массой от нескольких граммов до сотен тонн из металлов и сплавов. Обработка металлов давлением включает: прокатку, ковку, штамповку, прессование и волочение. Это один из прогрессивных и распространенных методов получения заготовок деталей машин.
Обработка металлов давлением основана на свойстве пластичности обрабатываемого материала. «Пластичность — это способность материала, изменять свою форму необратимо и не разрушаясь, под действием внешних сил». В результате обработки давлением изменяется форма заготовки без изменения ее массы. Обработке давлением можно подвергать только те материалы, которые обладают пластичностью в холодном или нагретом состоянии. Пластическая деформация твердых тел происходит в результате смещения атомов по кристаллографическим плоскостям, в которых расположено наибольшее количество атомов. В результате искажения кристаллической решетки — наклепа при деформации в холодном состоянии — свойства кристалла изменяются: увеличивается твердость, прочность, хрупкость; уменьшается пластичность, вязкость, коррозийная стойкость, электропроводность. Для восстановления пластических свойств, устранения наклепа производят раскристаллизационный отжиг, после которого материал приобретает прежние свойства. При этом материал из неустойчивого состояния наклепа постепенно переходит в устойчивое, равновесное состояние.
В ходе контрольной работы мы попытаемся дать краткую характеристику основных способов формообразования: прокатка, волочение, прессование, ковка, штамповка. Проанализировать успешность применения каждого из этих способов на практике, используя различные источники информации по материаловедению и технологии металлов.
1. ПРОКАТКА КАК ОДИН ИЗ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ И МЕТАЛЛИЧЕСКИХ СПЛАВОВ. ПРОКАТНОЕ ПРОИЗВОДСТВО
Прокатка металлов - способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов. Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них углублениями (ручьями), которые при совмещении двух валков образуют так называемые калибры. Благодаря свойственной прокатке непрерывности рабочего процесса, она является наиболее производительным методом придания изделиям требуемой формы. При прокатке металл, как правило, подвергается значительной пластической деформации сжатия, в связи, с чем разрушается его первичная литая структура и вместо неё образуется структура, более плотная и мелкозернистая, что обусловливает повышение качества металла. Таким образом, прокатка служит не только для изменения формы обрабатываемого металла, но и для улучшения его структуры и свойств.
Как и другие способы обработки металлов давлением, прокатка основана на использовании пластичности металлов. Различают горячую, холодную и тёплую прокатку. Основная часть проката (заготовка, сортовой и листовой металл, трубы, шары и т.д.) производится горячей прокаткой при начальных температурах: стали 1000—1300 °С, меди 750—850 °С, латуни 600—800 °С, алюминия и его сплавов 350—400 °С, титана и его сплавов 950—1100°С, цинка около 150 °С. Холодная прокатка применяется главным образом для производства листов и ленты толщиной менее 1,5—6 мм, прецизионных сортовых профилей и труб; кроме того, холодной прокатке подвергают горячекатаный металл для получения более гладкой поверхности и лучших механических свойств, а также в связи с трудностью нагрева и быстрым остыванием изделий малой толщины. Теплая прокатка, в отличие от холодной, происходит при несколько повышенной температуре с целью снижения упрочнения (наклёпа) металла при его деформации.
В особых случаях для предохранения поверхности прокатываемого изделия от окисления применяют прокатку в вакууме или в нейтральной атмосфере.
Известны три основных способа прокатки: продольная, поперечная и винтовая (или косая). При продольной прокатке деформация обрабатываемого изделия происходит между валками, вращающимися в противоположных направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а).
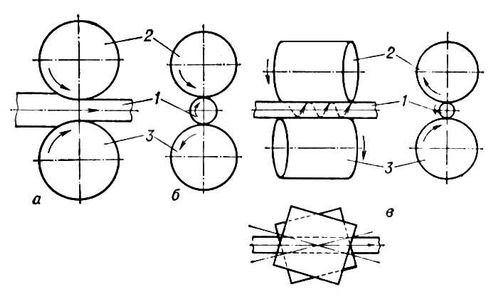
Рис. 1 Схема продольной (а), поперечной (б) и винтовой (в) прокатки: 1 — прокатываемый металл; 2 и 3 — валки
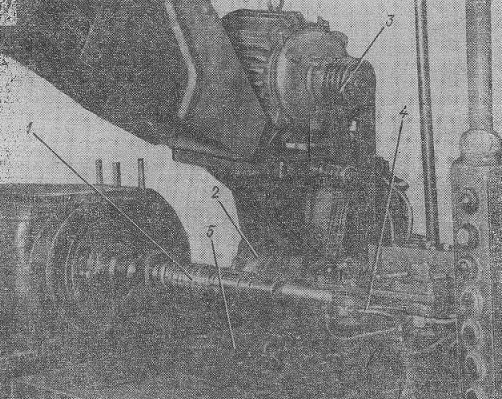
Поперечная прокатка (см. рис. 1, б) и винтовая (косая) прокатка (см. рис. 1, в) служат лишь для обработки тел вращения. При поперечной прокатке металлу придаётся вращательное движение относительно его оси и, следовательно, он обрабатывается в поперечном направлении. При винтовой прокатке вследствие косого расположения валков металлу, кроме вращательного, придаётся ещё поступательное движение в направлении его оси. Если поступательная скорость прокатываемого металла меньше окружной скорости вследствие его вращения, прокатка называется также поперечно-винтовой, а если больше — продольно-винтовой. Поперечная прокатка применяется для обработки зубьев шестерён и некоторых других деталей, поперечно-винтовая — в производстве цельнокатаных труб, шаров, осей и других тел вращения (см. рис.2).
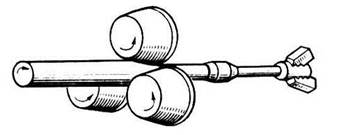
Рис. 2 Схема винтовой прокатки круглых периодических профилей
Продольно-винтовая прокатка находит применение при производстве свёрл. При продольной прокатке, когда металл проходит между валками, высота его сечения уменьшается, а длина и ширина увеличиваются (см. рис. 3).
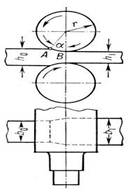
Рис. 3 Схема деформации металла при продольной прокатке
Разность высот сечения металла до и после прохода между валками называется линейным (абсолютным) обжатием: h = h0 — h1.
Отношение этой величины к первоначальной высоте h0, выраженное в процентах ![]() , называется относительным обжатием; за один проход оно обычно составляет 10—60%, а иногда и больше (до 90%). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после прокатки). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
, называется относительным обжатием; за один проход оно обычно составляет 10—60%, а иногда и больше (до 90%). Увеличение длины прокатываемого металла характеризуется коэффициентом вытяжки (отношение длины металла после его выхода из валков к первоначальной длине). Деформация прокатываемого металла в направлении ширины его сечения называется уширением (разность между шириной сечения до и после прокатки). Уширение возрастает с повышением обжатия, диаметра валков и коэффициента трения между металлом и поверхностью валков.
Область (объём) между валками, в которой прокатываемый металл непосредственно с ними соприкасается, называется очагом деформации; здесь происходят обжатие металла. Небольшие участки, примыкающие с обеих сторон к очагу деформации, называются внеконтактными зонами деформации; в них металл деформируется лишь в незначительной степени. Очаг деформации состоит из двух основных участков: зоны отставания, в которой средняя скорость металла меньше горизонтальной составляющей окружной скорости валков, и зоны опережения, в которой скорость металла относительно выше. Поэтому скорость выхода прокатываемого металла из валков несколько больше (на 2—6%) их окружной скорости. Граница между этими зонами называется нейтральным сечением. Силы трения, действующие на прокатываемый материал от валков, в зоне отставания направлены по его движению, в зоне опережения — против. Захват металла валками и стабильность протекания процесса обусловливаются силами трения, возникающими на контактной поверхности металла с валками. Для захвата необходимо, чтобы тангенс угла захвата , т. е. угла между радиусами, проведёнными от оси валков к точкам А и В (см. рис.3), не превысил коэффициента трения: tg . В тех случаях, когда к чистоте поверхности изделий не предъявляют высоких требований, для увеличения угла захвата (а следовательно, и обжатия) поверхности валков придаётся шероховатость путём насечки.
Практически углы захвата находятся в следующих пределах: при горячей прокатке в гладких валках 20—26°С, в насеченных — 27—34°С; при холодной прокатке со смазкой — 3—6°С.
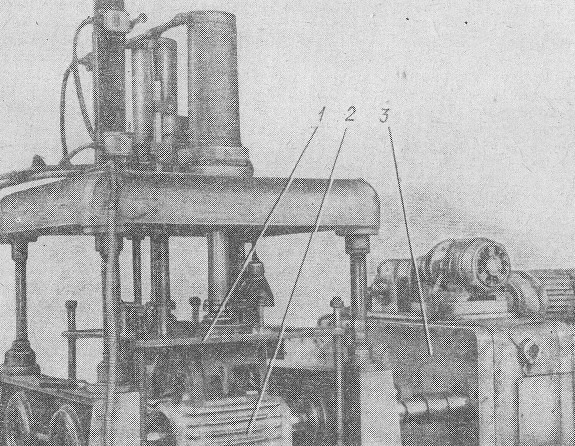
Усилие на валки при прокатке определяется как произведение контактной поверхности на среднее удельное усилие Р = Fpcp (удельное усилие распределено по контактным поверхностям неравномерно: его максимум находится вблизи нейтрального сечения, а по направлению к входу и выходу металла из валков удельное усилие уменьшается). При прокатке полос прямоугольного сечения контактная поверхность рассчитывается по формуле ![]() , где r — радиус валка. При холодной прокатке полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой pcp = n1n2n3, где n1 — коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, то есть дуги между точками А и В на окружности сечения валка (см. рис.3), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной прокатке); n2 — коэффициент, учитывающий влияние скорости прокатки: n3 — коэффициент, учитывающий влияние величины наклёпа металла; — предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент n1, изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8—8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей прокатке n3 = 1, а при холодной n2 = 1. Для углеродистых сталей при горячей прокатке среднее удельное усилие находится в пределах 100—300 н/м2 (10—30 кгс/мм2), при холодной прокатке 800—1500 н/м2 (80—150 кгс/мм2). Равнодействующие усилия на валки при наиболее распространённых условиях прокатки направлены параллельно линии, соединяющей оси валков, то есть вертикально (см. рис.4).
, где r — радиус валка. При холодной прокатке полос действительная контактная поверхность больше из-за упругого сжатия валков в местах соприкосновения с прокатываемым металлом. Среднее удельное усилие, называется также нормальным контактным напряжением, зависит от большого числа факторов и может быть выражено формулой pcp = n1n2n3, где n1 — коэффициент напряжённого состояния металла, зависящий главным образом от отношения длины дуги захвата, то есть дуги между точками А и В на окружности сечения валка (см. рис.3), к средней толщине прокатываемой полосы и её ширине, от коэффициента трения и от натяжения прокатываемого металла (натяжение широко применяется при холодной прокатке); n2 — коэффициент, учитывающий влияние скорости прокатки: n3 — коэффициент, учитывающий влияние величины наклёпа металла; — предел текучести (сопротивление деформации) обрабатываемого металла при температуре прокатки. Наибольшее значение имеет коэффициент n1, изменяющийся в зависимости от указанных выше факторов в широких пределах (0,8—8); чем больше силы трения на контактных поверхностях и меньше толщина прокатываемого металла, тем выше этот коэффициент. В практических расчётах принимается при горячей прокатке n3 = 1, а при холодной n2 = 1. Для углеродистых сталей при горячей прокатке среднее удельное усилие находится в пределах 100—300 н/м2 (10—30 кгс/мм2), при холодной прокатке 800—1500 н/м2 (80—150 кгс/мм2). Равнодействующие усилия на валки при наиболее распространённых условиях прокатки направлены параллельно линии, соединяющей оси валков, то есть вертикально (см. рис.4).
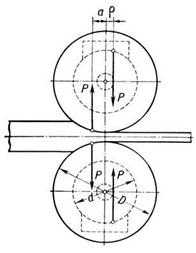
Рис. 4 Направление равнодействующих сил усилия на валки при простом процессе прокатки с учетом влияния трения в подшипниках
Связь между усилием Р и моментом М, необходимым для вращения каждого валка, определяется формулой
М = Р (а + ),
где а — плечо силы Р, находящееся в пределах (0,35—0,5)![]() , а — радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при прокатке стальной проволоки, узких стальных полос составляет около 200—1000 кн (20—100 тс), а при прокатке листов шириной 2—2,5 м доходит до 30— 60 Мн (3000—6000 тс). Момент, необходимый для вращения обоих валков при прокатке стальной проволоки и мелких сортовых профилей, составляет 40—80 кнм (4—8 тсм), а при прокатке слябов и широких листов достигает 6000—9000 кнм (600—900 тсм).
, а — радиус круга трения подшипников валков, равный произведению коэффициента трения подшипника на радиус его цапфы. Усилие на валок при прокатке стальной проволоки, узких стальных полос составляет около 200—1000 кн (20—100 тс), а при прокатке листов шириной 2—2,5 м доходит до 30— 60 Мн (3000—6000 тс). Момент, необходимый для вращения обоих валков при прокатке стальной проволоки и мелких сортовых профилей, составляет 40—80 кнм (4—8 тсм), а при прокатке слябов и широких листов достигает 6000—9000 кнм (600—900 тсм).
Прокатное производство - получение путём прокатки из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). Прокатное производство обычно организуется на металлургических заводах (реже на машиностроительных), как правило, особенно в чёрной металлургии, является завершающим звеном цикла производства. Прокатанный металл используют непосредственно в конструкциях машин, механизмов оборудования, из него изготавливают металлические конструкции мостов, ферм, станины, клепаные и сварные изделия, железобетонные конструкции и др; он же служит заготовкой для механических цехов, а также для последующей ковки и штамповки.
К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, профили переменного сечения и другое. Геометрическая форма поперечного сечения прокатного изделия называется его профилем, совокупность профилей разных размеров — сортаментом. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных металлов изготовляются преимущественно прессованием.
Производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы), которые перерабатываются в готовый прокат обычно в две стадии. Сначала слитки нагревают и прокатывают на обжимных станах в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции на специализированных станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые слябами; для сортового металла — заготовки квадратного сечения размером примерно от 6060 см до 400400 мм, а для цельнокатаных труб — круглого сечения диаметром 80—350 мм. При втором способе, применяемом с середины 20 в., прокатка исходной заготовки заменяется непрерывным литьём (разливкой) на специальных машинах. После осмотра и удаления дефектов заготовка, как и при первом способе, поступает на станы для прокатки готовой продукции. Благодаря применению непрерывно-литой заготовки упраздняются слябинги и блюминги, повышается качество проката, устраняются потери на обрезку головной части слитка, доходящие у слитков спокойной стали до 15—20%. Преимущества применения непрерывно-литой заготовки в производстве проката становятся ещё более значительными при совмещении процессов непрерывного литья и прокатки в одном неразрывном потоке. Для этой цели созданы литейно-прокатные агрегаты, в которых слиток на выходе из кристаллизатора не подвергается разрезке, проходит печь, где выравнивается температура по сечению, и затем поступает в валки прокатного стана. Таким образом, осуществляется процесс кристаллизации и прокатки бесконечного слитка, то есть, непрерывное производство проката из жидкого металла. Процесс получил широкое распространение при прокатке цветных металлов; он применяется также для производства стальной заготовки небольших сечений повышенного качества. Основная трудность в развитии этого процесса состоит в относительно низкой скорости выхода слитка из кристаллизатора (1—6 м/мин), что не позволяет в полной мере использовать производственные возможности непрерывного прокатного стана.
Прокатка листового металла производится из катаных или непрерывно-литых слябов и только листов толщиной свыше 50—100 мм — непосредственно из слитков или кованых слябов. В технологический процесс входят следующие основные операции:
· подача слябов со склада к нагревательным печам;
· нагрев;
· подача по рольгангу к рабочей клети стана и прокатка в несколько проходов (пропусков между валками), причём в первые проходы для получения листов требуемой ширины сляб иногда подаётся в валки поперёк или под углом;
· правка на роликовых правильных машинах;
· охлаждение на холодильниках;
· контроль и разметка;
· обрезка продольных кромок;
· обрезка концов, разрезка на листы определённой длины;
· иногда термическая обработка и покраска;
· отправка на склад готовой продукции.
Листы толщиной от 4 - 50 мм и плиты толщиной до 350 мм прокатываются на толстолистовых или броневых станах, состоящих из одной или двух рабочих клетей, а листы толщиной от 1,2 - 20 мм — на значительно более производительных непрерывных станах, на которых листы получаются в виде длинных полос. При выходе из последней клети стана полосы сматываются в рулон. Листы толщиной менее 1,5—3 мм выгоднее прокатывать в холодном состоянии, поэтому дальнейшее уменьшение толщины листа осуществляется обычно на станах холодной прокатки. Для этого рулоны после их получения на непрерывных станах горячей прокатки транспортируются в цех холодной прокатки, где с поверхности металла удаляется окалина (в линии непрерывного травления), затем обрезаются концы и производится стыковка (электрическая контактная сварка) для полной непрерывности дальнейшего процесса. Травленые рулоны разматываются и в несколько проходов обжимаются до требуемой толщины (общее обжатие для низкоуглеродистой стали доходит до 75—90%). Прокатка осуществляется на непрерывных станах, состоящих из 4 или 6 четырёхвалковых клетей, или на одноклетьевых реверсивных станах. После холодной прокатки полосу отжигают для устранения наклёпа, затем подвергают дрессировке, правке, резке на листы и упаковке (см. рис.5).
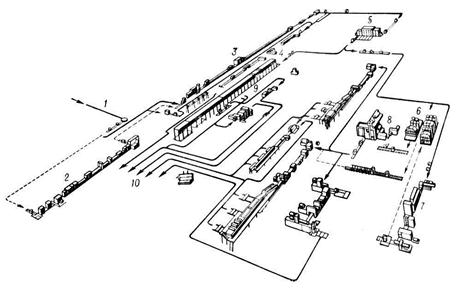
Рис. 5 Технологическая схема цеха холодной прокатки для производства листов: 1 — конвейер горячекатаных рулонов; 2 — агрегат нормализации; 3 — непрерывно-травильный агрегат; 4 — агрегат комбинированной резки; 5 — непрерывный стан холодной прокатки; 6 — термическое отделение; 7 — агрегат нанесения защитного покрытия; 8 — дрессировочный стан; 9 — непрерывно-цинковальный агрегат; 10 — отделение упаковки готовых продуктов
Прокатка сортового металла включает следующие основные операции:
· нагрев до 1100—1250 °С;
· подачу нагретой заготовки к рабочим клетям и прокатку в несколько проходов в калибрах, постепенно приближающих сечение исходной заготовки к сечению готового профиля;
· резку проката на пилах или ножницах на части требуемой длины или сматывание в бунты;
· охлаждение на холодильниках;
· правку на роликовых правильных машинах;
· контроль и отправку на склад готовой продукции.
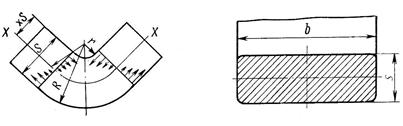
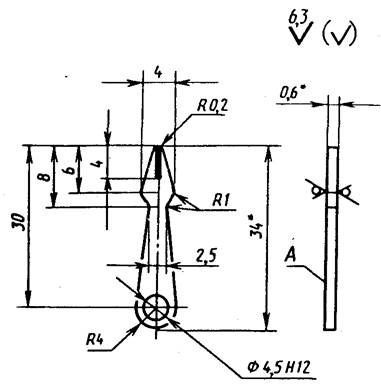
Число проходов выбирается в зависимости от размеров и формы сечения исходной заготовки и готового профиля и составляет: для рельсов обычно 9, балок 9—13, угловых и других сортовых профилей, например зетобразного 5—12 (см. рис.6), проволоки 15—21.
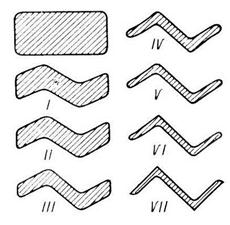
Рис. 6 Схема изменения сечения (калибровка) при прокате зетового профиля
Выполнение указанных технологических операций производится на специализированных сортовых прокатных станах, представляющих собой поточную автоматическую систему различных машин.
Прокатка (горячая) труб состоит из трех основных и нескольких вспомогательных операций. Первая операция - прошивка - образование отверстия в заготовке или слитке; в результате получается толстостенная труба, называемая гильзой. Вторая операция - раскатка - удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева, но на различных прокатных станах, установленных рядом и входящих в общую систему машин трубопрокатного агрегата. Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или дисковыми валками на короткой оправке, вторая — на различных прокатных станах: непрерывных, пилигримовых, автоматических и трёхвалковых станах винтовой прокатки. Третья операция — калибровка (или редуцирование) труб после раскатки. Калибровка осуществляется на калибровочных станах, затем трубы охлаждаются, правятся, контролируются и разрезаются на куски определённой длины. Трубы диаметром менее 65—70 мм подвергаются дополнительной горячей прокатке на редукционных станах. С целью уменьшения толщины стенки и диаметра, получения более высоких механических свойств, гладкой поверхности и точных размеров трубы после горячей прокатки подвергаются холодной прокатке на специальных станах, а также волочению.
Прокатка заготовок деталей машин (штучных изделий) находит широкое применение главным образом в производстве различных тел вращения и профилей переменного сечения: вагонных колёс, осей, бандажей, колец для подшипников качения, шаров, зубчатых колёс, винтов, свёрл и т.д. При этом иногда прокатка используется для выполнения лишь одной операции в комбинации с ковкой или штамповкой.
Наибольшее применение в области прокатки цветных металлов получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
В технологический процесс прокатки листов из алюминиевых сплавов входят следующие основные операции:
· предварительная алепрокатка плоских непрерывно-литых слитков массой 0,5—5 т с обжатием около 10% для выравнивания их поверхности;
· правка на роликовых правильных машинах;
· фрезерование для получения чистой и гладкой поверхности;
· накладывание с обеих сторон слитка алюминиевых листов;
· нагрев;
· горячая прокатка с лакированием до толщины 4—12 мм с последующим свёртыванием в рулоны;
· отжиг и холодная прокатка.
После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии для прогладки или получения наклёпа, травят, разрезают и упаковывают.
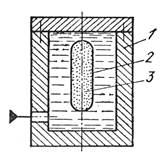
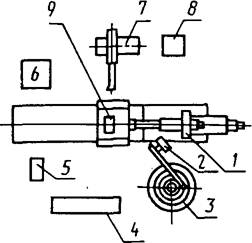
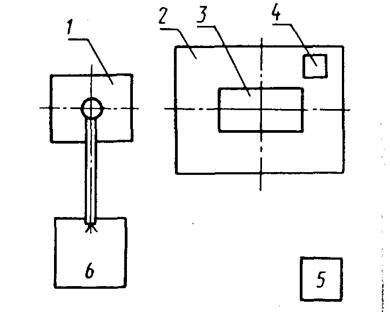
В начале 60-х гг. 20 в. был разработан новый процесс прокатки листов из алюминия и его сплавов. Особенность этого процесса состоит в совмещении непрерывного литья с прокаткой. Исходным материалом служит жидкий алюминий, который поступает через распределительную проводку в межвалковое пространство, образованное между двумя горизонтальными валками (см. рис.7).
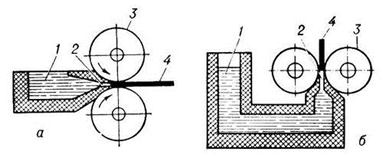
Рис. 7 Схемы способов бесслитковой прокатки полос: а — подача металла сбоку; б — подача металла снизу; 1 — распределительная ванна; 2 — межвалковое пространство (кристаллизатор); 3 — валки; 4 — полоса
Алюминий, соприкасаясь с валками, кристаллизуется, а образующаяся полоса непрерывно выходит из валков стана. Валки могут быть расположены как в вертикальной плоскости, так и в горизонтальной. В первом случае алюминий подводится сбоку, а во втором — снизу. Этим методом успешно изготовляются полосы толщиной 8—12 мм, шириной 1000—1600 мм, которые затем сматывают в рулоны. Применение такой технологии вместо прокатки полосы из крупных слитков даёт большой экономический эффект.
Исходной заготовкой при прокатке листов и лепты из меди и латуни служат плоские слитки массой около 0,5—1 т, толщиной 100—150 мм, которые прокатываются в горячем состоянии до толщины 10—15 мм. Прокатанные листы фрезеруют для удаления поверхностных дефектов и затем подвергают холодной прокатке с промежуточными отжигами при 450—800 °С.
Технический прогресс в области прокатного производства характеризуется в первую очередь повышением качества прокатываемых изделий, которое обеспечивало бы наиболее эффективное использование металла потребителем. С этой целью прокатываемому изделию придаётся, возможно, более рациональная форма, способствующая снижению его массы, расширяется производство экономичных профилей проката, повышается точность его размеров, улучшаются прочностные и др. свойства металла, на его поверхность наносятся эффективные защитные покрытия. Одновременно снижается стоимость производственных затрат путём внедрения непрерывных процессов (от жидкого металла до готового проката), повышения скорости прокатки и автоматизации всех технологических процессов.
Похожие работы
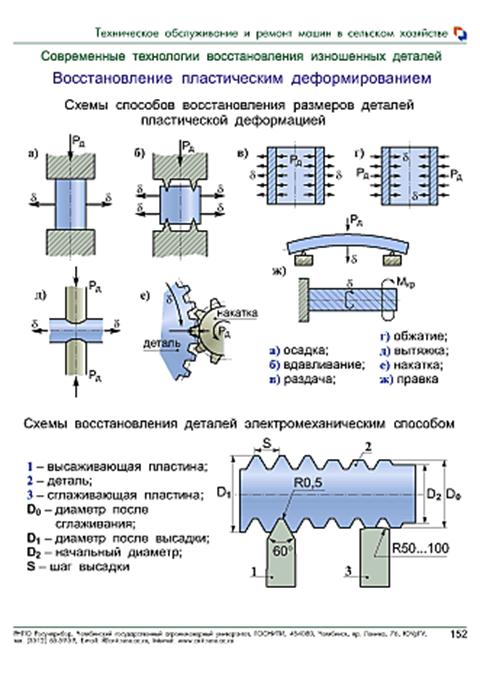
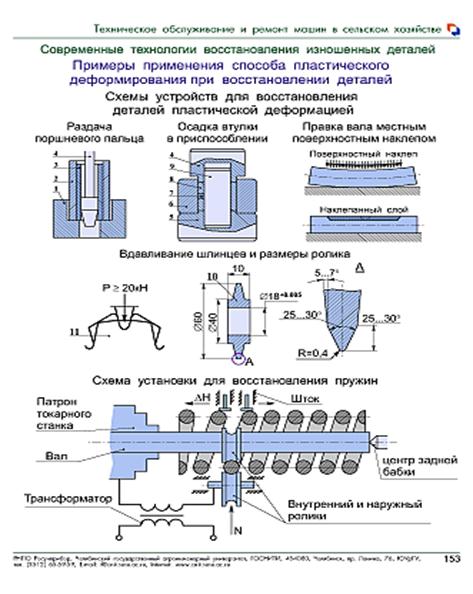
... в легких условиях, так как износостойкость соединений, отремонтированных таким путем, значительно ниже износостойкости нового соединения. 3. Схемы способов восстановления деталей пластической деформацией 4. Особенности ремонта пластической деформацией При горячей обработке важен интервал температуры обработки, что зависит от химического состава металла. Наивысшая температура ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
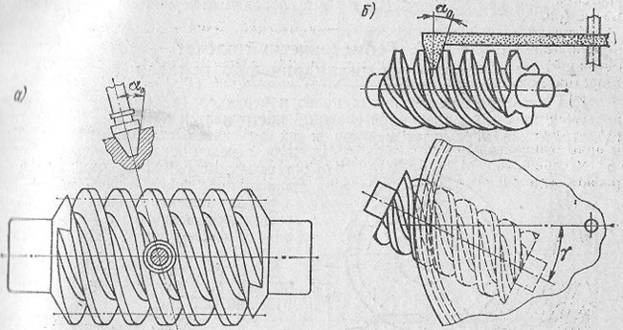
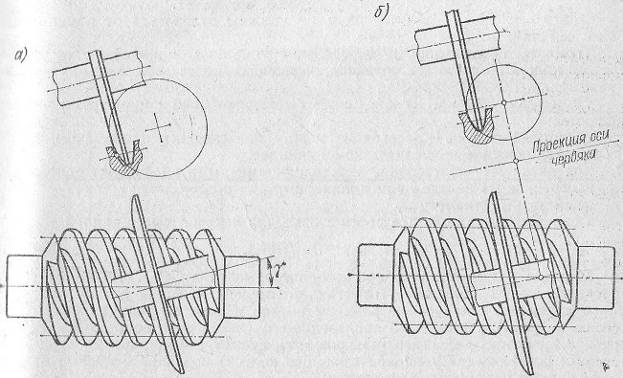
... (холодное накатывание), имеют шероховатость поверхностей и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость и значительные погрешности по профилю и радиальному ...

... или штучных заготовок в пресс). В качестве оснастки (приспособлений и инструмента) при холодной штамповке используют: штампы, которые в зависимости от ряда выполняемых операций, технологии изготовления деталей и степени сложности конструкции штампа, классифицируются на простые, комбинированные, универсальные: схваты ПР различной конфигурации, обеспечивающие установку заготовки в штамп и съем из ...
0 комментариев