Навигация
4. КОВКА
Ковка, один из способов обработки металлов давлением, при котором инструмент оказывает многократное прерывистое воздействие на заготовку, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры. Одновременно с этим при ковке улучшаются механические свойства литого металла исходной заготовки.
Основные операции ковки – осадка, протяжка, гибка, скручивание, рубка, пробивка, прошивка, кузнечная сварка.
Осадка – уменьшение высоты заготовки при увеличении площади ее поперечного сечения. Осадку производят бойками или осадочными плитами. Заготовки, у которых отношение высоты к диаметру или к меньшей стороне поперечного сечения больше 2,5, осаживать не рекомендуется во избежание возможного изгиба заготовки. Осадку применяют для увеличения площади поперечного сечения поковки.
Протяжка – удлинение заготовки или ее части за счет уменьшения площади поперечного сечения. Она осуществляется последовательными обжатиями отдельных, примыкающих друг к другу участков заготовки при ее подачи вдоль оси. Разновидности протяжки: раскатка и протяжка на оправке. Раскатка – увеличение диаметра кольцевой заготовки при вращении за счет уменьшения ее толщины с помощью бойка и оправки. При раскатке ширина кольца несколько увеличивается. Инструментами для раскатки служат плоский боек, оправка и люнет. Протяжка на оправке – увеличение длины прошитой или просверленной заготовки за счет обжатия ее по обе стороны оправки двумя бойками (нижним вырезным и верхним плоским или обоими вырезными бойками). При протяжке наружный диаметр и толщина стенки заготовки уменьшаются. Раскаткой изготовляют поковки колец, а протяжкой на оправке – поковки сосудов высокого давления, стволов орудий и др.
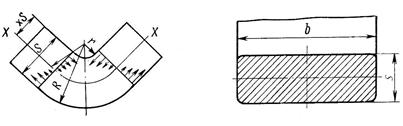
Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы. Гибку осуществляют с помощью различных опор, приспособлений и в подкладных штампах.
Скручивание – поворот части заготовки вокруг продольной оси. Осуществляют ее, например, при развороте колен коленчатых валов.
Рубка – полное отделение части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента. Рубку осуществляют топорами для удаления прибыльной и донной частей слитка, лишних концов поковки или для разделения длинной поковки на более короткие части.
Пробивка – образование в заготовке отверстия с удалением материала в отход путем сдвига. Отверстия диаметром до 500 мм пробивают сплошным прошиванием с применением подкладного кольца, а отверстия большего диаметра прошивают полым прошиванием, применяя в случае высокой заготовки надставки. Часть металла удаляют при этом вместе с прошивнем.
Прошивка – получение полостей в заготовке за счет вытеснения материала. Она служит самостоятельной операцией для образования отверстия либо подготовительной операцией для последующей раскатки или протяжки заготовки на оправке.
Кузнечная сварка – образование неразъемного соединения под действием давления в нагретом состоянии. В связи с развитием новых видов сварки эта операция применяется редко.
Различают ковку в штампах и без применения штампов — так называемую свободную ковку. При ковке в штампах металл ограничен со всех сторон стенками рабочей полости штампа и при деформации приобретает форму, соответствующую этой полости. При свободной ковке (ручной и машинной) металл не ограничен совсем или ограничен с одной стороны. При ручной ковке кувалдой или молотом воздействуют непосредственно на металл или на инструмент. Машинную ковку выполняют на специальном оборудовании — молотах с массой падающих частей от 1 до 5000 кг или гидравлических прессах, развивающих усилия 2—200 Мн (200—20000 тс), а также на ковочных машинах.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка.
5. ШТАМПОВКА
Штамповка - процесс обработки металлов давлением, при котором формообразование детали осуществляется в специализированном инструменте — штампе. По виду заготовки различают объёмную штамповку и листовую штамповку, по температуре процесса — холодную штамповку и горячую. По сравнению с ковкой штамповка обеспечивает большую производительность благодаря тому, что пластически деформируется одновременно вся заготовка или значительная её часть.
Объёмная штамповка (или штамповка сортового металла) по сравнению с ковкой позволяет получать поковки более сложной конфигурации, требующие значительно меньшей обработки резанием для окончательного оформления детали. При объёмной штамповке течение металла ограничивается стенками полости штампа, что вызывает увеличение сопротивления деформированию тем в большей степени, чем сложнее конфигурация поковки. Нагрев заготовки позволяет примерно в 10—15 раз снизить сопротивление деформированию, а также повысить пластичность металла. Холодная штамповка сортового металла применяется для изготовления небольших деталей — массой менее 1 кг, горячая — для деталей массой 1,52 т; более тяжелые поковки изготовляются ковкой. Границы между этими процессами изменяются по мере совершенствования кузнечно-прессового оборудования и увеличения развиваемого ими усилия деформирования. Поскольку стоимость штампов наряду со стоимостью металла заготовки является основной составляющей себестоимости поковки, применение объёмной штамповки экономически выгодно при серийном производстве.
Объёмная штамповка сопровождается потерями металла с удаляемым заусенцем. Меньшие отходы даёт штамповка в закрытых штампах, однако удельные нагрузки в них больше, чем в открытых, что приводит к уменьшению стойкости штампов. Снижение отходов при штамповке в открытых штампах достигается предварительной обработкой заготовки в заготовительных ручьях, ковочных вальцах, использованием заготовок, приближающихся по форме к поковке, а также выбором рациональной формы канавки для заусенца.
При горячей штамповке поверхность заготовки окисляется, образуя слой окалины, что также ведёт к потерям металла; потери металла с окалиной сокращаются при безокислительном нагреве в пламенных печах (с защитной атмосферой) или скоростном нагреве в индукционных нагревательных установках. Применение высокоскоростной штамповки (скорость подвижных частей молота 10—25 м/сек) позволяет уменьшить охлаждение заготовки в процессе деформирования и получать детали с тонкими ребрами. Для уменьшения охлаждения заготовки применяют также изотермическую штамповку (главным образом цветных металлов), при которой штамп нагревают до температур, близких к ковочным. Начинает применяться совмещение литья с горячей штамповкой, при котором отливается заготовка, близкая по форме к поковке; после застывания металла и охлаждения до ковочных температур заготовку штампуют в открытых или закрытых штампах. Штамповка улучшает механические свойства литой заготовки; образующиеся отходы сразу поступают на переплавку.
При листовой штамповке заготовкой служит лист, полоса или лента. Применяется листовая штамповка для изготовления плоских и пространственных (в т. ч. сложных) деталей, у которых толщина значительно меньше др. размеров — обычно менее 10 мм. Заготовки большей толщины обычно штампуют с нагревом до ковочной температуры (горячая листовая штамповка). При листовой штамповке (особенно холодной) отделочная обработка деталей резанием, как правило, не требуется. Листовая штамповка рациональна в производствах с различной серийностью.
В мелкосерийном производстве применяются особые способы штамповки: штамповка эластичными средами (жидкостью, резиной, полиуретаном и т.п.), импульсная штамповка, использующая энергию ударной волны в жидкости (взрывная и электрогидравлическая штамповка) или действие мощных быстроменяющихся магнитных полей (электромагнитная штамповка). С целью увеличения допустимого формоизменения заготовки иногда применяется штамповка с дифференцированным нагревом. В этом случае деформируемая часть заготовки нагревается за счёт контакта с нагретым инструментом или при прохождении через неё электрического тока. Рациональное распределение температур в заготовке и соответственно механических свойств металла значительно повышает допустимое формоизменение заготовки.
Для штамповки используются разнообразные машины: молоты, кривошипные прессы, горизонтально-ковочные машины, гидравлические прессы, кузнечно-штамповочные автоматы и др. В крупносерийном производстве для штамповки применяют автоматы и автоматизированные линии, а также всевозможные загрузочные и манипулирующие устройства (включая промышленных роботов), позволяющие существенно повысить производительность труда.
ЗАКЛЮЧЕНИЕ
Формообразование обработкой давлением основано на способности заготовок из металлов и других материалов изменять свою форму без разрушения под действием внешних сил. Обработка давлением – один из прогрессивных, экономичных и высокопроизводительных способов производства заготовок в машиностроении и приборостроении. Почти 90 % всей выплавляемой стали и 60 % цветных металлов и сплавов подвергают тем или иным способом обработки давлением – прокатке, прессованию, волочению, ковке, штамповке.
Прокатка – вид обработки давлением, при котором исходная заготовка – слиток или отливка – под действием сил трения непрерывно втягивается между вращающимися валками и пластически деформируется с уменьшением толщины и увеличением длины, а иногда ширины. Прокатке, подвергаются почти 90 % всей выплавляемой стали, и значительная часть цветных металлов.
К обработке металлов давлением относится также процесс волочения. Волочением называют процесс пластического деформирования заготовки путем ее протягивания через отверстие волоки или волочильной доски волочильного стана. В результате обрабатываемая заготовка приобретает сечение, размеры и форма которого соответствует размерам и форме этого отверстия. Исходной заготовкой для волочения служит катаный и прессованный металл. Волочение — это холодный вид обработки давлением, в процессе которого заготовка упрочняется.
Прессование – процесс выдавливания металла из контейнера через одно или несколько отверстий в матрице с площадью меньшей, чем поперечное сечение исходной заготовки. При прессовании реализуется одна из самых благоприятных схем нагружения, обеспечивающая максимальную пластичность – всестороннее неравномерное сжатие. Это позволяет обрабатывать даже малопластичные материалы.
К широко распространенным методам обработки металлов давлением относятся ковка и объемная штамповка. Это — способы изготовления изделий, называемых поковками. Почти каждый машиностроительный завод имеет кузнечные или кузнечно-штамповочные цехи, в которых изготавливают поковки различного назначения. В современном машиностроении около 20 % всех деталей получают из поковок. Ковкой и объемной штамповкой изготавливают заготовки и детали массой от десятков граммов (например, детали швейных машин) до сотен тонн (например, поковки роторов турбин), размерами от сантиметров до десятков метров. Ковкой и штамповкой могут быть обработаны почти все используемые в промышленности металлы и сплавы. В зависимости от объема производства, массы, конфигурации и материала поковок, технических требований к поковкам, производственных условий и других факторов поковки получают либо методами ковки, либо объемной штамповкой. В штучном и мелкосерийном производстве применяют ковку.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Материаловедение и технология металлов: Учеб. для студентов машиностроит. спец. вузов/Г.П. Фетисов, М.Г. Карпман, В.М. Матюнин и др.; Под ред. Г.П. Фетисова. – М.: Высш. шк., 2000. – 638 с.
2. Ковка и объемная штамповка стали. Справочник, Под ред. М.В. Сторожева, 2 изд., т. 1. - М., 1967. – 303 с.
3. Основы отраслевых технологий и организации производства: Учебник / Ю.М. Аносов, Л.Л. Бекренев, В.Д. Дурнев, Г.Н. Зайцев, В.А. Салтыков, В.К. Федюкин.; Под ред. В.К. Федюкина. – СПб.: Политехника, 2002. – 312 с.
4. Прокатное производство. Справочник, Под ред. Е.С. Рокотяна, т. 1—2. - М., 1962. - 436 с.
5. www.easysoch.ru/index7.
6. http://niiits.ulsu.ru/portal/data/608.
7. www.cultinfo.ru.
8. http://asty-dog.narod.ru/TKM2.html.
Похожие работы
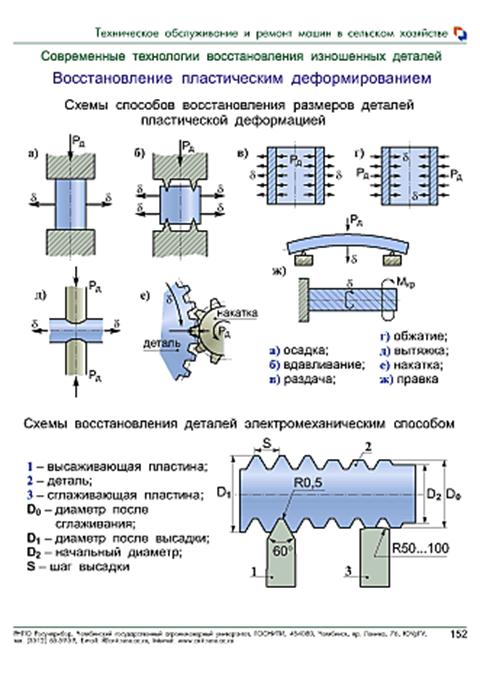
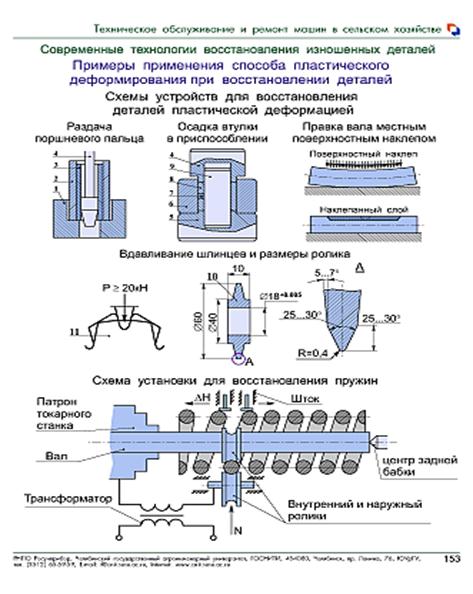
... в легких условиях, так как износостойкость соединений, отремонтированных таким путем, значительно ниже износостойкости нового соединения. 3. Схемы способов восстановления деталей пластической деформацией 4. Особенности ремонта пластической деформацией При горячей обработке важен интервал температуры обработки, что зависит от химического состава металла. Наивысшая температура ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
... (холодное накатывание), имеют шероховатость поверхностей и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость и значительные погрешности по профилю и радиальному ...

... или штучных заготовок в пресс). В качестве оснастки (приспособлений и инструмента) при холодной штамповке используют: штампы, которые в зависимости от ряда выполняемых операций, технологии изготовления деталей и степени сложности конструкции штампа, классифицируются на простые, комбинированные, универсальные: схваты ПР различной конфигурации, обеспечивающие установку заготовки в штамп и съем из ...
0 комментариев