Навигация
Изготовление коробки пружинной
32333
знака
2
таблицы
22
изображения
Московский Государственный Технический Университет
имени Н.Э.Баумана
Калужский Филиал
Факультет: Конструкторско-механический (КМК)
Кафедра: «Детали машин и подъемно-транспортное оборудование» К3-КФ
Расчетно-пояснительная записка
к курсовому проекту
по дисциплине:_________________________________________
на тему:________________________________________________
вариант:____
Выполнил:
студент______________
группа__________________
зач. книжка №____________
Консультант:
___________________
дата:________
Проект защищен с оценкой__________дата________
Члены комиссии_______________________________
_______________________________
Содержание:
1. Назначение детали в узле
2. Определение годового объема выпуска и типа производства
3. Анализ технологичности конструкции детали
4. Выбор и обоснование способа получения заготовки и ее расчет
5. Выбор технологических баз
6. Разработка маршрута обработки заготовки
7. Расчет операционных припусков
8. Расчет режимов резания
9. Расчет контрольно-измерительного инструмента
10. Выбор станочного приспособления
11. Список литературы
12. Приложение 1
13. Приложение 2
14. Приложение 3
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1. Назначение детали в узле
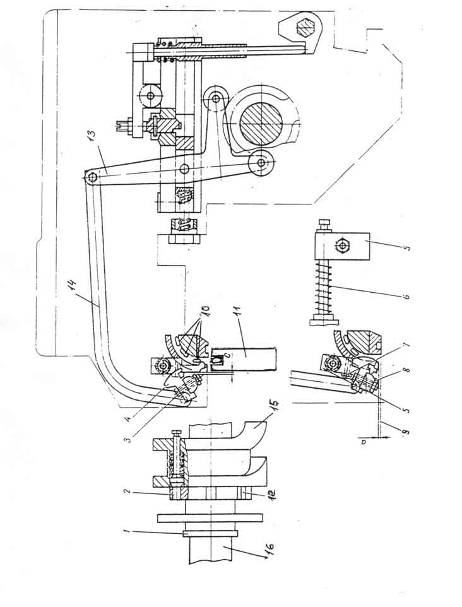
Пружинная коробка применяется в турбиностроении. Она выполняет роль амортизатора, обеспечивая поддержку узлов машин.
В процессе эксплуатации изделие подвержено действию периодических сил.
Технические требования на изготовление коробки пружинной: неуказанные допуски на отверстия по H14, цилиндрические поверхности (валы) по h14, ±IT/2. Радиальное биение не более 0,1 мм относительно поверхности В.
2. Определение годового объема выпуска и типа производства
N=mM (1+γδ/100) = 2×10000(1+6×3/100)=23600,
где m = 2 – количество одноименных деталей в машине;
М=10000 – годовой объем выпуска машин;
γ – 5…10 количество запасных частей в процентах;
δ – 2…6 процент брака и технологических потерь, включая детали используемые для настройки станка, в процентах.
N=23600 – производство среднесерийное
серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска, чем в единичном типе производства. При серийном производстве используюся универсальные станки, оснащенные как специальными, так и универсальными и универсально-сборными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В серийном производстве технологический процесс изготовления изделия преимущественно дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на определенных станках, а его описание производиться с использованием операционных карт;
3. Анализ технологичности конструкции детали
Каждая деталь должна изготавливаться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени от правильного выбора варианта технологического процесса, и его оснащение, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства.
При оценке технологичности учитываются следующие характеристики:
- конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом;
- детали должны изготовляться из стандартных унифицированных заготовок или заготовок полученных рациональным способом;
- размеры и поверхности детали должны иметь соответственно оптимальные степень точности и шероховатость;
- физико-химические и механические свойства и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологии изготовления;
- показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки и контроля;
- конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
Технологичность детали характеризуется коэффициентом использования материала.
Технологичность детали характеризуется коэффициентом использования материала:
![]() , [ист.2, с.23]
, [ист.2, с.23]
где Q1 – масса детали;
Q2 – масса заготовки.
Т.к. Кm=0,71, то можно сделать вывод, что материал расходуется рационально.
4.Выбор и обоснование способа получения заготовки
В подъемно-транспортном машиностроении для изготовления деталей машин и механизмов используются разнообразные заготовки. Основные виды черновых заготовок следующие: прокат, литье, полученные давлением, полученные формообразованием.
Необходимость соблюдения требований чертежей, заданных припусков поверхностей, твердости и обрабатываемости определяет следующие основные требования к заготовкам:
- поверхности, используемые как базовые в процессе дальнейшей обработки, должны быть гладкими, без прибылей, литейных или штамповочных уклонов, без заусенцев и линий разъема форм;
- для устранения внутренних напряжений заготовки должны подвергаться термической обработке: отжигу и нормализации;
- для улучшения условий обрабатываемости отливки должны быть очищены от литников, прибылей, заливов и других неровностей;
- при наличии искривления заготовок из сортового проката, они подвергаются правке (на прессах, ударным способом, на правильно-калибровочных вальцах и т.п.);
при изготовлении заготовок любого вида всегда должно обеспечиваться получение заготовки минимальной массы, то есть заготовки с минимальными припусками.
Рассматривая наиболее распространенные варианты получения заготовок, я пришел к выводу, что для моего задания наиболее подходит заготовка, полученная литьем. Т.к. деталь сложной конфигурации и литье позволит получить необрабатываемые поверхности.
Похожие работы
... —к «массе». Качество отработки элементов вождения по трудным грунтам зависит от наличия и состояния цепей противоскольжения, трековых дорожек, матов и средств самовытаскивания 4. РАЗРАБОТКА КОНСТРУКЦИИ ДУБЛИРУЮЩЕГО УСТРОЙСТВА УПРАВЛЕНИЯ 4.1. ОПРЕДЕЛЕНИЕ РАСЧЕТНОЙ НАГРУЗКИ НА ВАЛ, ВОЗВРАТНЫЕ ПРУЖИНЫ И ПЕДАЛИ. Номинальное усилие на дополнительные педали тормоза и сцепления будет находиться в ...
... в своих разработках большое внимание механизмам приемной коробки. Это подтверждает актуальность выбранной темы дипломного проекта по модернизации приемной коробки. Рис. 5а Рис. 5б Рис. 6 Рис. 8а Рис. 8б 1.6 ИССЛЕДОВАНИЕ МЕХАНИЗМА УКЛАДКИ ПРОКЛАДЧИКОВ НА ТРАНСПОРТЕР 1.6.1 КИНЕМАТИЧЕСКОЕ ИССЛЕДОВАНИЕ МЕХАНИЗМА Механизм предназначен для укладки прокладчиков, ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
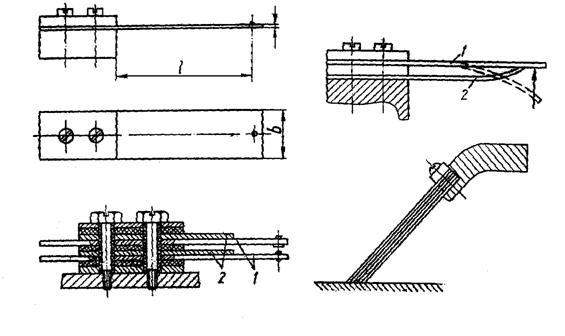
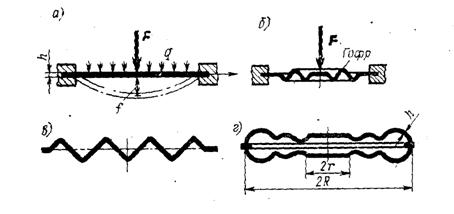
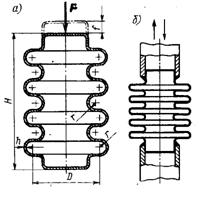
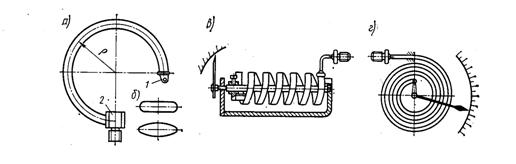
... . К материалам моментных пружин помимо высоких требований по упругим характеристикам предъявляют иногда требования по антимагнитности, антикоррозионности и электропроводности. Мембраны, сильфоны и трубчатые пружины Мембраной называют тонкую упругую, чаще всего круглую, плоскую или гофрированную пластину, закрепленную по краям. Она бывает металлической или неметаллической (рис. 4). ...
0 комментариев