Навигация
Калибровка инструмента непрерывного стана
5521
знак
0
таблиц
7
изображений
Лабораторная работа на тему:
Калибровка инструмента непрерывного стана
1 Калибровка инструмента непрерывного стана
Для расчёта калибровки 8-клетьевого непрерывного стана использована методика расчёта калибровки 9-клетьевого стана.
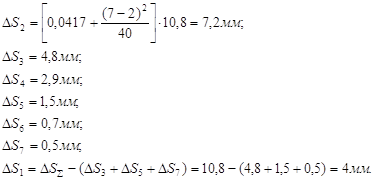
Обжатие по стенке в клетях,[2]
где ![]() номер клети,
номер клети,
![]() суммарное обжатие по стенке в непрерывном стане,
суммарное обжатие по стенке в непрерывном стане,
![]()
Расчёт ведется, начиная со второй клети
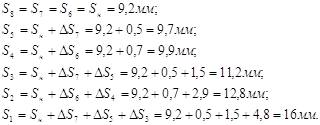
Толщина стенки трубы по вершине калибра
Высота калибров для 6-и клетей
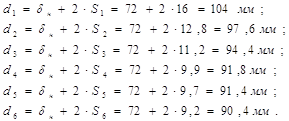
Высота калибров в чистовых 7 и 8 клетях
![]()
![]()
где К1=0,2 – коэффициент уширения контура;
С1=0,5 – коэффициент неравномерности величины зазора по разъёму и высоте калибра;
![]() - зазор между трубой и оправкой,
- зазор между трубой и оправкой,
![]() , тогда
, тогда
![]()
Ширина калибров
![]()
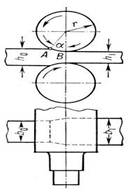
Коэффициент овализации для первых двух клетей выбирается ![]() ,
,
с третьей по пятую клеть ![]() , для шестой клети
, для шестой клети ![]() , для последних двух клетей
, для последних двух клетей ![]() ,[2].
,[2].
Угол выпуска выбирается на основе практических данных для клетей с первой по третью ![]() , с четвёртой по шестую
, с четвёртой по шестую ![]() .
.
Радиус выпуска каждого калибра рассчитывается по приближённой формуле,[2].
![]()
![]() ;
;
Для первых клетей форма калибра круглая с прямыми выпусками, для последних клетей форма калибра овальная.
Для нахождения коэффициента вытяжки в каждой клети необходимо найти площади поперечного сечения трубы на выходе из каждой клети,[4]:
![]()
где i-номер клети;
δн - диаметр оправки непрерывного стана; ![]()
![]() - угол выпуска калибра;
- угол выпуска калибра;
di - высота калибра;
![]()
![]() мм;
мм;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]() .
.

F2 =3747,2![]()
F3 =3118,3![]()
F4=2741,9![]()
F5=2577,9![]()
F6=2459,54![]()
F7,8=![]()
где![]() ,
,
![]() , тогда
, тогда
![]()
Коэффициент вытяжки:
![]()
![]()
Где
![]() ,
,
![]() , тогда
, тогда![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
![]()
![]() ,
,
![]() .
.
Диаметр бочки валка,[1]
![]()
где ![]() - максимальный диаметр гильзы, тогда
- максимальный диаметр гильзы, тогда
![]()
Длина бочки валка,[1]
![]()
где ![]() ширина реборды
ширина реборды
![]() ,
,
![]() ширина калибра первой пары валков,
ширина калибра первой пары валков,
![]() тогда
тогда
![]() .
.
Прокатка на оправке в данной установке происходит при постоянном диаметре бочек валков.
Наиболее желательной является прокатка в непрерывном оправочном стане при отсутствии натяжения или подпора, однако, для предотвращения аварийных ситуаций в стане возникает необходимость задавать незначительное натяжение между клетями стана.
Рекомендуемые коэффициенты кинематического натяжения для непрерывного оправочного стана с индивидуальным приводом валков,[1]
![]()
С первой по третью клеть ![]() натяжение; с четвёртой по шестую клеть
натяжение; с четвёртой по шестую клеть ![]() -натяжение; в седьмой и восьмой клетях
-натяжение; в седьмой и восьмой клетях ![]() - подпор.
- подпор.
Между седьмой и восьмой клетями создаётся подпор, необходимый для осуществления подъёма металла трубы над оправкой до образования зазора, необходимого для свободного извлечения оправки из трубы.
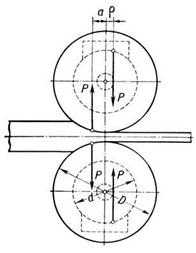
Катающие диаметры,[3]
![]()
где ![]() - зазор между валками,
- зазор между валками,![]() ,
,
![]() для 1,7,и8 клетей;
для 1,7,и8 клетей;
![]() для остальных клетей;
для остальных клетей;
Сi – коэффициент, зависящий от формы калибра, определяется по графикам [3]:
Похожие работы
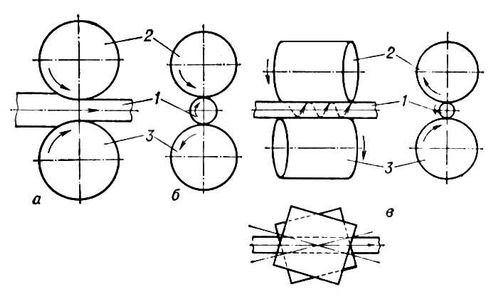
... направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а). Рис. 1 Схема продольной (а), поперечной (б) и ...



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... потребителя, указанному в заказе, трубы поставляют упакованными в водонепронецаемую бумагу и обрешотку; транспортирование труб проводится железнодорожными вагонами. 1.3 Описание существующей технологии производства продукции и ее анализ Трубы для АВТОВАЗа. Заготовкой для производства труб для АВТОВАЗа поставляемых в нагартованном состоянии размером 8х1 мм служат трубы диаметром 45,0 мм со ...
... относят к определенной группе отраслей промышленности – твердые безвольфрамовые сплавы – один из продуктов перерабатывающей промышленности. Потребительские свойства безвольфрамовых твердых сплавов Наиболее важными свойствами металлокерамических твердых сплавов являются: твердость, вязкость, стойкость на истирание, удельный вес, теплопроводность и красностойкость. Все эти свойства тесно ...
0 комментариев