Навигация
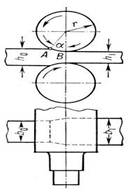
Усилие металла на валок в зоне редуцирования
5521
знак
0
таблиц
7
изображений
5 Усилие металла на валок в зоне редуцирования
Среднее давление металла на валок находится по формуле, ![]()
![]()
где

![]() МПа.
МПа.
![]() кН
кН
Сопротивление деформации в зоне обжатия стенки
Схема обжатия
![]()
Расчёт ведётся аналогично расчёту
Сопротивление деформации
![]() МПа.
МПа.
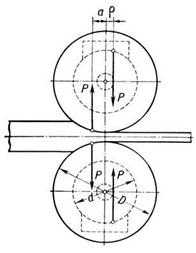
6 Усилие металла на валок в зоне обжатия стенки
Среднее нормальное давление в зоне обжатия стенки ![]() можно определить по кривым, рассчитанным Целиковым А.И.
можно определить по кривым, рассчитанным Целиковым А.И. ![]() .
.
Параметры, от которых зависит ![]() , определяются по формулам:
, определяются по формулам:
где ![]()
![]() коэффициент трения.
коэффициент трения.
![]()
![]()
![]() МПа
МПа
По номограмме находится отношение ![]() =1,65. Отсюда
=1,65. Отсюда ![]()
![]() МПа
МПа
Усилие металла на валок
![]() кН.
кН.
Полное усилие металла на валок
![]() кН
кН
Полученное усилие металла на валок не превышает предельно допустимого усилия.
Момент прокатки на длинной оправке
![]()
![]()
![]() кН·м.
кН·м.
Схема обжатия во второй клети то же для третьей клети
![]()
![]()
Длина очага деформации
![]() . 66мм
. 66мм
Длина зоны обжатия
![]() . 54,76мм
. 54,76мм
Длина зоны редуцирования
![]() 11,2мм
11,2мм
Полная площадь контакта
![]() 6513,4мм2
6513,4мм2
Площадь контактной поверхности в зоне обжатия
![]() 6133,12мм2
6133,12мм2
Площадь контактной поверхности в зоне редуцирования
![]() 380,3мм2
380,3мм2
Диаметр трубы в конце зоны редуцирования
![]() 114,4мм
114,4мм
Сопротивление деформации в зоне редуцирования
![]() . 47МПа
. 47МПа
Усилие металла на валок в зоне редуцирования
![]() 19,07кН
19,07кН
Сопротивление деформации в зоне обжатия
![]() 66,8МПа
66,8МПа
Усилие металла на валок в зоне обжатия
![]() . 800кН
. 800кН
Полное усилие металла на валок
![]() 819,07кН
819,07кН
Момент прокатки
![]() 29,66кН м
29,66кН м
Скорость валка
![]() мм/с 3370мм/с
мм/с 3370мм/с![]()
![]()
Похожие работы
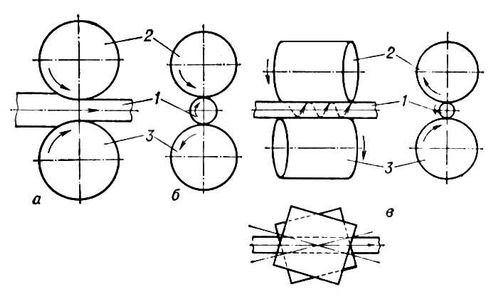
... направлениях и расположенными в большинстве случаев параллельно один другому. Силами трения, возникающими между поверхностью валков и прокатываемым металлом, он втягивается в межвалковое пространство, подвергаясь при этом пластической деформации. Продольная прокатка имеет значительно большее распространение, чем два других способа (см. рис.1, а). Рис. 1 Схема продольной (а), поперечной (б) и ...



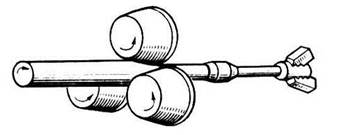
... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... потребителя, указанному в заказе, трубы поставляют упакованными в водонепронецаемую бумагу и обрешотку; транспортирование труб проводится железнодорожными вагонами. 1.3 Описание существующей технологии производства продукции и ее анализ Трубы для АВТОВАЗа. Заготовкой для производства труб для АВТОВАЗа поставляемых в нагартованном состоянии размером 8х1 мм служат трубы диаметром 45,0 мм со ...
... относят к определенной группе отраслей промышленности – твердые безвольфрамовые сплавы – один из продуктов перерабатывающей промышленности. Потребительские свойства безвольфрамовых твердых сплавов Наиболее важными свойствами металлокерамических твердых сплавов являются: твердость, вязкость, стойкость на истирание, удельный вес, теплопроводность и красностойкость. Все эти свойства тесно ...
0 комментариев