Определение исходных данных для расчета производственных участков
Предварительный расчет швейного участка
Расчет подготовительного производства
Характеристика способов хранения материалов
Расчет раскройного производства
Расчет приемного салона
Расчет складских помещений
Планировка производственных участков предприятия
Навигация
Предварительный расчет швейного участка
Проектирование производственных участков предприятия, работающего по индивидуальным заказам населения
67073
знака
18
таблиц
1
изображение
3. Предварительный расчет швейного участка
Целью предварительного расчета швейного цеха является расчет числа рабочих и площади швейного цеха по укрупненным показателям. В процессе предварительного расчета осуществляются определение параметров и выбор типа процесса, предварительная планировка агрегатов в цехе.
Технологические процессы швейных цехов составляют 85-90% от общей трудоемкости изготовления изделий. Они оказывают решающее влияние на качество одежды, культуру обслуживания, объем реализации услуг и эффективность производства одежды по индивидуальным заказам. Принятые при проектировании методы обработки в соответствии с разрядом предприятия, оборудованием, формой организации процессов должны обеспечить выпуск высококачественной одежды, соответствующей запросам заказчиков, повышение производительности труда и снижение себестоимости изделий.
Исходными данными для выполнения предварительного расчета являются:
Ø ассортимент;
Ø трудоемкость изготовления изделий;
Ø выпуск изделий в смену;
Ø продолжительность рабочей смены.
Основными параметрами технологического процесса являются: τ – такт процесса, N – число рабочих в процессе, М – выпуск изделий в смену, Lагр – длина двухрядного агрегата.
Для расчета такта процесса необходимы данные о продолжительности рабочей смены (R, мин) и выпуске изделий в смену (М, шт):
![]() ,
(6)
,
(6)
где R- продолжительность рабочей смены,
М – выпуск изделий в смену;
Для расчета общей длины двухрядного агрегата необходимы данные о количестве человек в бригаде, шаг (длина) рабочего места и среднее количество рабочих мест, приходящееся на одного рабочего:
![]() , (7)
, (7)
где N – число рабочих в бригаде, чел;
![]() - шаг рабочего места, м;
- шаг рабочего места, м;
![]() - среднее количество рабочих мест, приходящееся на одного рабочего.
- среднее количество рабочих мест, приходящееся на одного рабочего.
Таблица 4 – Предварительный расчет швейного производства.
| Наименование изделия | Трудоемкость изготовления, мин | Выпуск изделий в смену, шт | Такт процесса, мин | Число рабочих в смену, чел | Число бригад в смену | Число рабочих по секциям, чел. | Длина агрегата по секциям, м. | Площадь, кв.м. | |||
| Подготовка к примерке | Отшив | Подготовка к примерке | Отшив | Общая длина | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Брюки мужские | 246 | 1,46 | 328,77 | 0,75 | 1 ( 2 чел) | - | - | - | - | 1,44 | 182 |
| Брюки женские | 246 | 2,36 | 203,39 | 1,2 | |||||||
| Жакет | 942 | 1,09 | 440,37 | 2,14 | 1 (7 чел) | 1 | 6 | 1,44 | 3,6 | 5,04 | |
| Пальто женское | 1248 | 1,73 | 277,46 | 4,5 | |||||||
| Пиджак | 942 | 1,79 | 268,16 | 3,5 | 1 (5 чел) | 1 | 4 | 1,44 | 2,16 | 3,6 | |
| Куртка мужская | 942 | 0,64 | 750,0 | 1,3 | |||||||
| Блузка | 432 | 6,843 | 70,145 | 6,15 | 2 (6 чел) | 1 | 5 | 1,44 | 2,88 | 4,32 | |
| Платье | 522 | 4,83 | 99,38 | 5,2 | |||||||
| Юбка | 90 | 1,77 | 268,16 | 0,33 | |||||||
Весь процесс разбит на бригады в зависимости от обрабатываемого ассортимента. Предварительный расчет швейного производства произведен в таблице 4.
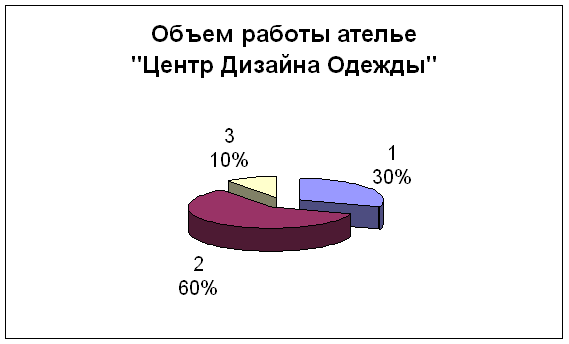
Всего в швейном производстве занято 26 человек, которые образуют 4 бригады. Из них одна бригада (семь человек) занимаются изготовлением верхней женской одежды (пальто женское и жакет); вторая бригада (пять человек) занимаются изготовлением мужской верхней одежды (пиджак и куртка демисезонная), остальные две бригады по шесть человек занимаются изготовлением женской легкой одежды (блузка, платье, юбка). Так же в процессе заняты два индивидуалиста, которые занимаются изготовлением поясной одежды (мужские и женские брюки). Для более полной характеристики бригад необходимо охарактеризовать тип процесса – комплексная характеристика, определяемая такими факторами, как мощность, уровень специализации, степень ритмичности, непрерывности и т.д. Фактор, имеющий одно из возможных значений, становится признаком процесса. Сочетание определенных признаков образует тот или иной тип процесса.
Мощность всех бригад можно оценить как малую (5-7 человек). Такая мощность характеризуется незначительным разделением труда, неполным использованием новой техники и действующего оборудования (в том числе средств малой механизации), нарушением технологической последовательности (схема разделения как правило является нерациональной), вызывающее возвраты на предыдущие рабочие места, увеличение затраты времени на изготовление изделий.
Следующая характеристика процессов – уровень специализации. Важная характеристика, без которой нельзя точно оценить мощность процессов. Различают три уровня специализации – предметная (узкоспециализированная, специализированная, разноассортиментная), подетальная и технологическая (постадийная). Для проектируемых бригад характерна предметная специализированная специализация – при такой специализации в процессе обрабатывают 2-3 вида изделий родственного ассортимента.
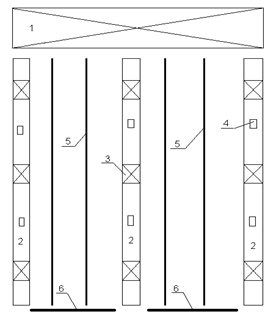
Структура процессов характеризуется наличием и количеством специализированных секций, участков или групп. По структуре различают несекционные и секционные процессы. В производстве одежды по индивидуальным заказам разбивка на секции вызвана индивидуальным характером каждого заказа, что в свою очередь вызывает необходимость прерывности технологического процесса для проведения примерки на фигуру. Поэтому независимо от мощности предприятия выделяются две секции в каждом процессе – подготовки к примерке и отшив изделия после примерки. Так как мощность данных бригад малая, территориально секции не обосабливаются, а проектируются в одном агрегате.
По степени ритмичности процессы бывают – со строгим ритмом, со свободным ритмом работы, комбинированные. В данном случае все процессы характеризуются свободным ритмом работы, отсутствуют какие либо технические средства принудительной синхронизации времени операций. Предметы труда передаются с одной операции на другую ручным способом по междустолью. Отклонение от такта времени организационной операции определяется колебаниями индивидуальной производительности рабочих.
Характеристика степени непрерывности процессов производится при работе в несколько смен. На проектируемом предприятии рабочие будут работать в одну смену, так что этот процесс можно условно назвать несъемным. Условно по тому, что заканчивая смену, рабочий все равно уберет все предметы труда с рабочего места в место хранения.
Бригады можно также охарактеризовать способом запуска изделий в процесс. Для предприятий, работающих по заказам населения, в связи с некоторыми из особенностей таких предприятий – индивидуальный характер каждого заказа и вероятностный характер поступления заказов, запуск не может быть точно определен. Можно лиши сказать, что изделия запускаются в процессы поштучно.
Для характеристики процессов так же используют характеристику движения предметов труда и расположения рабочих мест. Все проектируемые процессы можно назвать однолинейными, двухрядными с зигзагообразной ручной передачей предметов труда по междустолью. При этом путь движения труда минимальный, особенно при возвратах.
Такие характеристики процессов придают им более высокую гибкость, которая проявляется в полном использовании индивидуальной производительности труда рабочих, возможности выбрать рациональную структуру процесса, возможности лучшего использования оборудования при относительно малой мощности технологических процессов.
Похожие работы
... 2 Определение исходных данных для расчета производственных участков. Основными исходными данными для расчета всех цехов и участков являются суточный выпуск изделий, на основании которого составляется потребность материалов. Для швейного предприятия, работающего по индивидуальным заказам характерно следующее распределение в процентном соотношении по видам услуг: 75% - индивидуальные заказы; ...

... . Максимальный размер премии руководящих работников, ИТР и служащих не может превышать 50% от должностного оклада. 2. Организация, проектирование производственного участка по формированию среднего блока танкера – химовоза 2.1 Технология формирования среднего блока Средний блок танкера – химовоза состоит из четырёх подблоков, каждый из которых включает в себя: · 2 днищевые секции (L = ...
... нового прочтения. К тому же они выполнены на разнообразных, часто необычных тканях. 3. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫЕ РАБОТЫ Подготовительно-раскройное производство в условиях изготовления одежды по индивидуальным заказам представляет собой комплекс работ, осуществляемых предприятием для выполнения заказов населения. Разработка и внедрение осуществляется с помощью конструкторско-технологической ...
... форм обслуживания. Изучение состояния оптовой торговли детской одеждой показало, что транзитные поставки этих товаров от иногородних поставщиков не всегда себя оправдывают. Вследствие широкого ассортимента детской одежды отдельные виды изделий заказываются розничными организациями и поставляются оптовыми базами в некоторые кварталы в объеме, во многих случаях не превышающем транзитной нормы ...
0 комментариев