ТЕОРЕТИЧЕСКИЕ АСПЕКТЫ ФОРМИРОВАНИЯ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Показатели себестоимости продукции
Классификация затрат на производство
Факторы, влияющие на себестоимость продукции
Г. – начало третьего этапа модернизации и инновационного развития предприятия
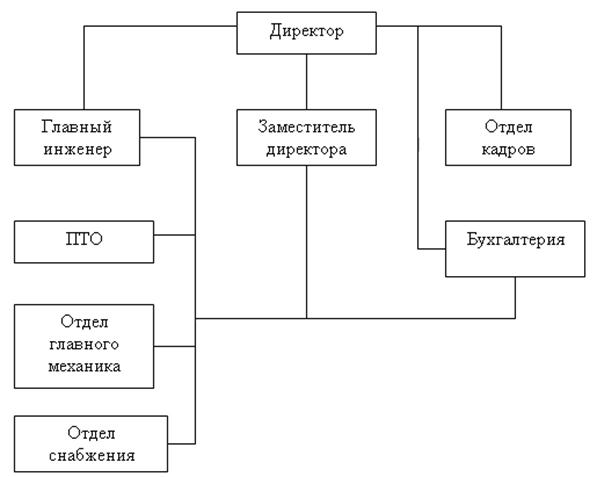
Организационная структура предприятия
Анализ затрат на производство по экономическим элементам
Анализ затрат на производство и реализацию продукции
Анализ производительности труда и заработной платы
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ МЕРОПРИЯТИЯ ПО СНИЖЕНИЮ СЕБЕСТОИМОСТИ ПРОИЗВОДСТВА ПРОДУКЦИИ
Уменьшение себестоимости за счет снижения материальных затрат
Уменьшение себестоимости продукции за счет снижения энергоемкости производства
РЕАЛИЗАЦИЯ ЭРГОНОМИЧЕСКИХ ТРЕБОВАНИЙ ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА ПОЛЬЗОВАТЕЛЯ ПЭВМ
Проектирование мер, обеспечивающих эргономические требования к организации рабочего места пользователя и профилактика утомления
Навигация
Г. – начало третьего этапа модернизации и инновационного развития предприятия
Пути снижения себестоимости продукции на предприятии на примере ОАО "Керамин"
131484
знака
23
таблицы
12
изображений
2006 г. – начало третьего этапа модернизации и инновационного развития предприятия.
ОАО «Керамин» объединяет три производства:
Завод керамических плиток ОАО «Керамин» - современное предприятие, оснащённое передовыми технологиями и новейшим оборудованием для керамической отрасли ведущих мировых производителей. С 1990 года предприятие сотрудничает с итальянской фирмой «SACMI» - лидером по производству оборудования для керамической отрасли. Результатом успешной совместной работы стала крупномасштабная модернизация производства. На предприятии используют уникальные инновационные разработки, постоянно идёт модернизация технологических процессов и производственных циклов, что позволяет создавать уникальные продукты. Сегодня стало возможным имитировать различные фактуры натурального камня, текстильных материалов, дерева, металла.
Ассортимент выпускаемой продукции разнообразный. Это более 30 коллекций облицовочной плитки, которые состоят из светлой и тёмной плитки для стен; декоров и бордюров, включая объёмные декоративные элементы; напольной плитки. Коллекции выпускаются в различных цветовых вариантах.
Также производится неколлекционная облицовочная плитка, глазурованная плитка для облицовки пола и различные виды керамического гранита – более 20 коллекций и видов.
Завод керамических плиток выпускает керамическую плитку следующих форматов:
- для облицовки стен: 10×10 см., 20×20 см., 20×30 см., 27,5×40 см. - с декоративными элементами (декорами и бордюрами, включая объёмные фризы)
- для облицовки пола: 30×30 см.;
- керамический гранит: 30×30 см., 40×40 см., 45×30 см., 45×9,8 см., 45×4,7 см., 30×15 см., 30×10 см., 30×9,7 см., 15×15 см., 10×10 см., 9,7×9,7 см.;
- с декоративными вставками.
Ниже представлен технологический процесс производства керамической плитки.
При производстве современной плитки применяются разнообразные технологии, позволяющие получить материалы практически любых цветов, форм и размеров. Несмотря на свое огромное разнообразие абсолютное большинство керамических изделий можно разделить по способу производства на три группы. Это - неглазурованные плитки (в основном керамический гранит, он же gres porcellanato (итал.)), глазурованные плитки двукратного обжига (как правило, настенная плитка) и глазурованные плитки однократного обжига. Технология их производства во многом схожа, но имеется и ряд принципиальных отличий. Схема технологического процесса производства керамической плитки представлена на рисунке 2.1.
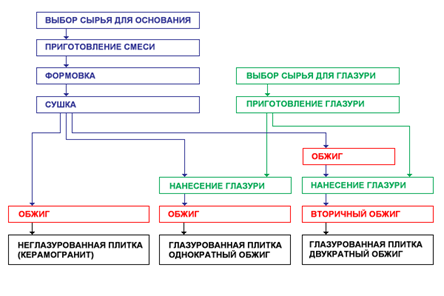 Рисунок 2.1 - Схема технологического процесса производства керамической плитки
Рисунок 2.1 - Схема технологического процесса производства керамической плитки
Этапы производства неглазурованной плитки:
- выбор сырья;
- приготовление смеси;
- формовка;
- сушка;
- обжиг.
Этапы производства глазурованной плитки однократного обжига:
- выбор сырья (в том числе и для глазури);
- приготовление смеси (в том числе и для глазури);
- формовка;
- сушка;
- нанесение глазури;
- обжиг.
Этапы производства глазурованной плитки двукратного обжига:
- выбор сырья (в том числе и для глазури);
- приготовление смеси (в том числе и для глазури);
- формовка;
- сушка;
- обжиг;
- нанесение глазури;
- повторный обжиг.
Далее приведено описание каждого из этапов технологического процесса производства керамической плитки.
Выбор сырья. В качестве сырья для основания плитки используют кварцевый песок (ограничивает изменение размеров при сушке и обжиге), глину (обеспечивает необходимую при формовке пластичность), фелдшпатовые и карбонатные материалы (обеспечивают вязкость при обжиге для создания стекловидной и плотной структуры материала).
Основу керамической глазури составляют фритты - сплавы солей со стеклом. Глазурь, состоящая только из фритт, имеет глянцевую поверхность и применяется, как правило, при двукратном обжиге. Для создания матовых глазурей во фритты могут добавлять кварц, окислы металлов, каолин, красящие пигменты.
Приготовление смеси. Приготовление смеси включает в себя несколько операций, которые обеспечивают получение измельченного однородного материала с определенным содержанием влаги, необходимой для последующей формовки. Измельчение сырья нужно для облегчения последующего процесса обжига керамического изделия.
Существует два основных метода приготовления смеси: мокрый и сухой. При использовании мокрого метода измельчение и смешивание составляющих смеси происходит в специальных центрифугах, куда вместе с сырьем помещаются очень прочные шары из металлокерамики и вода. В процессе вращения центрифуги эти шары ударяясь друг с другом измельчают сырье до состояния водной суспензии (шликера). Далее необходимая для равномерного смешивания влага удаляется процессом атомизации (противоточное распыление шликера горячим потоком воздуха с немедленным испарением влаги). В итоге получается порошкообразная смесь с необходимым для формовки содержанием воды (4-7% для метода прессования). Основное отличие сухого метода от мокрого заключается в том, что сырье измельчается без добавления воды. Увлажнение его происходит позже в специальных машинах.
Технология мокрого измельчения дороже (необходимо много энергии для удаления воды), но дает лучшие результаты. Поэтому при производстве керамогранита и монокоттуры используют именно этот метод.
Формовка. Все современные способы формовки керамической плитки, согласно норм ISO, разделяют на три группы:
- группа А - метод экструзии (производство плиток котто, клинкер);
- группа В - метод прессования (керамогранит, монокоттура, бикоттура);
- группа С - все прочие способы (например, ручная формовка, литье стеклянной мозаики).
Наибольшее распространение получил метод прессования (около 98% всей керамической плитки). При прессовании порошкообразную смесь загружают в пресс-формы гидравлического пресса, где она под высоким давлением (до 500 кг/см2) уплотняется и приобретает определенную прочность. Уже на этом этапе плитка может подвергаться дополнительной обработке. Так, для получения преполированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига. С помощью пресс-форм задаются не только геометрические формы и размеры керамической плитки, но и фактура ее поверхности (например, у Pietra d'Italia - рельефная, у Celadon - вогнутая и т.д.).
Сушка. В процессе сушки из изделия удаляется влага, которая была необходима для формовки. Ее содержание уменьшается до 0,2%. Процесс осуществляется в сушильных установках с сушкой горячим воздухом.
Нанесение глазури. На сегодняшний день существует несколько десятков способов нанесения глазурей на поверхность керамической плитки. Глазурь может наноситься в виде гранул, пастообразной массы или распыленной суспензии. Момент нанесения может происходить в следующих случаях: до обжига, после обжига и даже во время обжига. Для придания плитке более эстетичного вида процесс глазурирования может применяться совместно с нанесением различных изображений. Один из самых распространенных способов нанесения орнаментов называется шелкографией, когда через специальную сетку с различными по своей величине и частоте отверстиями с помощью красок наносят рисунки. Чем сложнее рисунок, тем больше сеток применяется.
Обжиг. Затем происходит обжиг плитки, который может длиться от 40 до 120 минут. Печь для обжига - закрытый конвейер длиной от 50 до 80 метров. Посредством подачи газа по трубам на каждые 20 см. печи в каждой точке поддерживается определенная температура. Таким образом, в процессе движения по печи изделие обжигается при температуре от 200 до 1200 °С.
Наиболее важный элемент процесса обжига плитки - разработка и соблюдение температурной кривой. Именно правильное построение температурной кривой отражается на важнейших технических показателях плитки в дальнейшем. Следует отметить, что как только меняется партия сырья, температурная кривая должна быть разработана заново. Поэтому очень важно для производителя плитки постоянный поставщик сырья. И, следовательно, только те производители, кто имеет давний опыт производства, способны обеспечить стабильное качество. Для каждого типа плитки (а иногда и для каждой коллекции) разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига - около 950°С, у однократного обжига - до 1180°С, у керамогранита - до 1300°С. В процессе обжига при высоких температурах плитка теряет влагу и уменьшается в размерах (ужимается). Величина усадки растет с температурой обжига и может варьироваться от 0% (у плитки двукратного обжига) до 8% (у керамогранита). Т.е. для получения керамического гранита размером 300×300 размер пресс-формы должен быть 324×324.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе - используется, как правило, для производства напольной глазурованной плитки. Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию. При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки. Он состоит из двух этапов.
На первом этапе обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах. В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки).
Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 °С).
Общий смысл поэтапного обжига - обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи третьего обжига. Сперва на уже готовую плитку наносят необходимый рисунок. Делается это различными способами в зависимости от ожидаемого эффекта - нанесением рисунка через сетки или трафареты красками, золотом, глазурью (иногда в виде порошка). После изделие обжигается при еще более низкой температуре (до 700 °С). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка (Berillo, Prado и др.). Достаточно много декоров производится из гипса (основание), а потом раскрашиваются и глазуруются вручную. Такие декоры достаточно часто имеют геометрические отклонения от идеала по причине непредсказуемого поведения гипса при обжиге. О таких отклонениях следует сообщать клиентам при выборе именно таких декоров. Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
После обжига плитки осуществляется визуальный контроль качества - деление на сорта. Далее осуществляется компьютерный оптический контроль качества - снятие геометрических параметров (определение калибров для монокоттуры и керамогранита, определение плоскостных параметров и др.). Затем изделия сканируются для определения и идентификации оттенков плитки, путем сравнения с компьютерной библиотекой ранее произведенных изделий того же артикула.
Предприятие за годы активного развития (керамическая плитка производится с 1961 года) накопило огромный опыт в организации производства, в освоении инновационных технологий, модернизации и совершенствовании производственных процессов, установлении стабильных и взаимовыгодных партнёрских отношениях. Приобрело статус надёжного и успешного производителя и поставщика керамической плитки.
Завод «Стройфарфор» ОАО «Керамин». Завод «Стройфарфор» является лидером на отечественном рынке санитарной керамики. По уровню оснащённости завод является самым современным предприятием, не имеющем аналогов на территории стран СНГ. Для производства применяются современные технологии: литьё под давлением в полимерные формы, глазурование на автоматических линиях с роботами напыления, обжиг в современных, полностью автоматизированных печах.
При изготовлении изделий санитарной керамики используется новейшее оборудование лучших мировых фирм-производителей. Комплектация изделий санитарной керамики осуществляется высококлассной арматурой ведущих европейских производителей, с которыми завод имеет давние, прочные и успешные партнёрские отношения.
В 2000 году начата крупномасштабная реконструкция и модернизация сантехнического производства. В этом же году на заводе было организовано изготовление санитарной керамики на стендах литья под давлением в полимерные формы, что значительно повысило производительность, рентабельность производства и качество продукции. В 2003-2004 г.г. на предприятии сертифицирована система качества производства санитарно-технических изделий по СТБ ISO 9001-2001. В 2006 году завершена полная реконструкция и модернизация производства. Проектная мощность производства изделий санитарной керамики на конец 2006 года составляла около 1 500 000 единиц.
В настоящее время завод «Стройфарфор» ОАО «Керамин» выпускает следующие изделия:
- умывальники;
- унитазы;
- бачки смывные;
- пьедесталы;
- писсуары;
- биде.
Минский керамический завод ОАО «Керамин» - ведущий в Беларуси производитель стеновых строительных материалов. Предприятие динамично развивается. Система совершенствования технологий и модернизации производственных линий позволяет выпускать современную, высокого качества продукцию. Предприятие оснащено современным оборудованием, имеет чёткую организацию и стратегию дальнейшего развития, наращивает темпы и объёмы производства.
Керамические стеновые материалы на заводе производятся уже более 50 лет. Это различные виды кирпича и камней керамических. Высококвалифицированные специалисты предприятия постоянно работают над совершенствованием качества выпускаемой продукции и расширением её ассортимента. На сегодняшний день предприятие производит 11 видов кирпича керамического, в том числе кирпич профильный и кирпич объёмного окрашивания. Предприятие производит кирпич с лицевой поверхностью различных цветов и оттенков (красного, коричневого, жёлтого, зелёного, светло-синего), а также с необходимым заказчику типом рельефной поверхности. На предприятии имеются возможности производить стеновые материалы по индивидуальным заказам предприятий и организаций.
Центр современного дизайна ОАО «Керамин». На предприятии создан центр современного дизайна, где активно работает творческая группа художников и дизайнеров. Основная задача специалистов Центра – создание новых дизайнов и коллекций керамической плитки, керамического гранита и санитарной керамики. Дизайны разрабатываются комплексно, т.е. определяются формат, фактура, рисунок плитки, композиция и виды декоративных элементов, цветовые решения, материалы, которые необходимы для их производства, поэтапно определяется процесс создания желаемых эффектов и фактур. При создании новых коллекций учитываются тенденции «керамической моды», ожидания покупателей и специфика современного рынка. Процесс творческого поиска не прекращается. Художники и дизайнеры посещают все крупные международные выставки, графические студии Италии и Испании. Специалисты Центра разрабатывают концепции и макеты каталогов и других рекламных материалов ОАО «Керамин», создают проекты выставочных павильонов и стендов для представления предприятия на международных выставках, форумах, семинарах и ярмарках.
Кроме того, на балансе ОАО «Керамин» находятся 5 общежитий, детский сад, здравпункт со стоматологическим кабинетом, столовая, дом культуры, стадион, пионерский лагерь на 350 мест, молодежный центр «Ритм», стол заказов, финские бани и комнаты отдыха (в каждом цехе).
Брэнд «Керамин» - лидер в странах СНГ по объёмам выпуска керамической плитки: не менее 15 млн. кв.м. в год, и санитарной керамики - 1 500 000 единиц в год. Миллионы квадратных метров первоклассной керамической продукции «Керамин» и современные изделия санитарной керамики доставляются зарубежным потребителям на обширной территории от Архангельска до Северного Кавказа, от центральных областей России до Поволжья и Урала, Астаны и Бишкека, Кишинёва и Душанбе.
ОАО «Керамин» экспортирует свою продукцию в страны СНГ, в основном в Россию и Украину и лишь незначительную часть «Керамин» экспортирует в страны дальнего зарубежья. Точные численные значения можно увидеть из таблицы 2.1.
Таблица 2.1 - Распределение продукции ОАО «Керамин» в 2008 году
| Наименование выпускаемой продукции | Ед. изм. | Объем производства | Отгружено продукции | |||
| Всего | В РБ | В страны СНГ | В страны дальнего зарубежья | |||
| Кирпич | тыс. шт. | 62 600,0 | 62 600,0 | 51 958,0 | 10 642,0 | 0 |
| Плитка облицовочная | тыс. м2 | 8 617,2 | 86 17,2 | 3 016,0 | 4 937,2 | 664 |
| Плитка для полов | тыс. м2 | 7 401,1 | 7 401,1 | 2 440,0 | 4 961,1 | 0 |
| Изделия завода «Стройфарфор» | тыс. шт. | 1 021,6 | 1 021,6 | 670,1 | 351,5 | 0 |
Как видно из таблицы, объемы производства и объемы отгруженной продукции совпадают, причем такое состояние дел на «Керамине» длиться на протяжении последних десяти лет. Причем следует отметить, что экспортируется 66,9% от общего объема отгруженной продукции.
Сегодня белорусскую керамику знают даже на Сахалине, по достоинству её оценили в странах Балтии, в Дании, Швеции, Польше.
Для анализа конкурентного положения ОАО «Керамин» проанализируем абсолютные и относительные показатели присутствия компании на примере рынка Российской Федерации, т.к. именно этот рынок является наиболее широким в экспорте предприятия.
Среди крупнейших конкурентов ОАО «Керамин» на Российском рынке можно выделить следующие предприятия:
- находящиеся в Республике Беларусь:
а) Брестский КСМ;
б) Берёзастройматериалы.
- находящиеся в Российской Федерации:
а) ЗАО "Велор" (Керама);
б) ОАО "Нефрит-Керамика";
в) ОАО "Волгоградский КЗ";
г) ДОАО "ЭКЗ" Подрезково;
д) ОАО "ЗКИ" Екатеринбург;
е) ОАО "ОСМиБТ" Оскол;
ж) "Лира Керамика";
з) Estima.
Ниже на рисунках 2.2 – 2.6 представлены диаграммы, отражающие позиции ОАО «Керамин» среди вышеуказанных компаний на Белорусском и Российком рынках керамических изделий и изделий из санитарной керамики.

Рисунок 2.2 – Производство керамической плитки крупнейшими производителями (за 2007 г.)

Рисунок 2.3 – Структура выпуска керамической плитки крупнейшими производителями (за 2007 г.)

Рисунок 2.4 – Структура импорта керамической плитки в РФ за 2006 г.

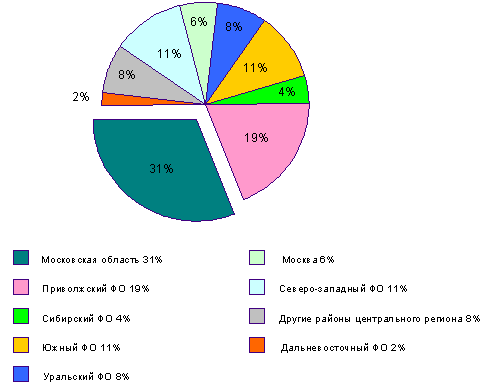
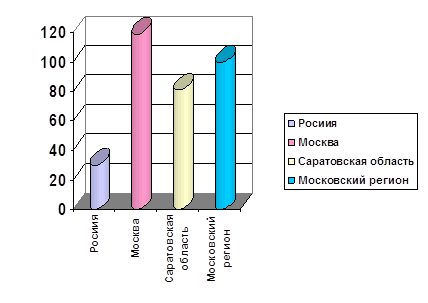
Рисунок 2.5 – Доля отдельных производителей керамической плитки на российском рынке (за 2006 г.)

Рисунок 2.6 – Объемы производства санитарной керамики крупнейшими предприятиями на российском рынке (за 2005 г.)
Как видно из рисунков 2.2 – 2.6, ОАО «Керамин» является крупнейшим поставщиком керамической плитки вРоссийкой Федерации. Эта тенденция сохраняется почти два десятилетия, что является показателем стабильного и устойчивого развития предприятия, т.к. оно сохраняет конкурентное преимущество на соседнем рынке в течение долгого времени.
Что касается производства санитарной керамики, то в 2005 году ОАО «Керамин» уступал лидерство только ОАО «Стройполимеркерамика». Но уже в 2006 году Керамин нарастил производство этой категории продукции почти на 25% до 1021,6 тыс. шт. Тем самым ОАО «Керамин» вернул себе лидерство по абсолютным показателям производства. Но доля рынка увеличивалась не такими быстрыми темпами, т.к. конкуренты тоже развиваются в этом перспективном направлении. В настоящий момент ОАО «Керамин» производит порядка 1267 тыс. шт. изделий санитарной керамики в год.
Похожие работы
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
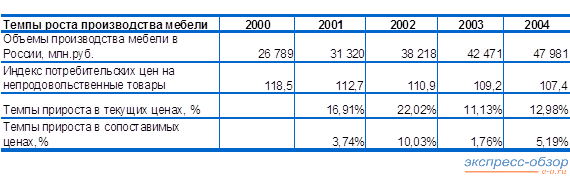

... базу и признание во всем мире. Однако потенциал эталонного сопоставления необходимо и возможно реализовать, постепенно вводя бенчмаркинг в практику управления российскими компаниями. 2. Организация бенчмаркинговых исследований в мебельной промышленности и направления их совершенствования 2.1 Анализ современного состояние рынка мебели в России Мебельное производство России – это ...
... Радионов А.Р., Радионов Р.А. Менеджмент: нормирование и управление производственными запасами и оборотными средствами. – М.: Экономика, 2006. – 282 с. 23. Радионов А.Р., Радионов Р.А. Логистика: нормирование сбытовых запасов и оборотных средств предприятия. – М.: Проспект, 2006. – 482 с. 24. Боутеллир Р., Корстен Д. Стратегия и организация снабжения. – М.: КИА центр, 2006. – 268 с. ...
... и государственно-общественные фонды, предназначенные для стимулирования деловой активности; специальные зоны свободного предпринимательства. Все это говорит о важности данного элемента непосредственного окружения фирмы, поэтому при анализе внешней среды нельзя недооценивать, и тем более игнорировать эту компоненту. Глава 2. Методика анализа внешней среды и выработка стратегии взаимодействия ...
0 комментариев