МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА
Диаграммы Парето
Диаграммы Исикавы
Анализ гистограмм
Диаграммы рассеивания
Контрольные карты
Построение контрольных карт
Использование контрольных карт для оценки корреляции
Расчет индексов воспроизводимости
МАТЕМАТИЧЕСКИЕ ОСНОВЫ СТАТИСТИЧЕСКИХ МЕТОДОВ
Числовые характеристики случайных величин
Навигация
Использование контрольных карт для оценки корреляции
Статистические методы анализа качества
82127
знаков
6
таблиц
0
изображений
2.6.4 Использование контрольных карт для оценки корреляции
Если требуется установить, имеется ли корреляционная зависимость между двумя исследуемыми параметрами Х и Y, вместо построения диаграммы рассеивания можно использовать контрольные карты.
Значения параметров Х и Y замеряют в одни и те же моменты времени и строят R- карту и X- карту. Центральная линия на этих картах соответствует значению медианы, т.е. Количество точек на обеих картах одинаково.
Затем на каждой из этих карт точки, находящиеся выше центральной линии, отмечают знаком «-», точки ниже центральной линии - знаком «-», точки, попавшие на центральную линию, - знаком «О». После этого составляют таблицу знаков, соответствующих каждой паре (X,Y). К этой таблице добавляют еще одну строку, в которой ставится «код» пары по следующим правилам:
Х + - 0 + - 0 +-
Y + - 0 - + +- 0
Код (X,Y) + + + - - 0 0
В последней строке таблицы подсчитывают число «+» - М(+); число «-» - N(-); число «О» - М(0), а также общее число кодов - К.
Далее вычисляют Р = М(+) + N(0)/2; М = N(-) + N(0)/2 и выбирают меньшее из чисел Р и М - min (min == min<P,M}). В таблице 2.6.3 находят К и соответствующее ему значение kmin
Если min > kmin то корреляционной зависимости нет, если min <kn, то корреляционная зависимость есть, причем при Р > М - положительная (прямая) корреляция, при Р < М - отрицательная (обратная) корреляция.
Таблица 2.6.3.
K
Kmin 8
о 9-11
1 12-14
2 15-16
3 17-22
5 23-25
6 25-27
7 28-29
8 30-32
9 33-34
10
К
Kmin 35-36
11 37-39 12 40-41
13 42-43
14 44-46
15 47-48
16 49-50
17 51-53
18 54-55
19 56-57
20
K
Kmin 58-60
21
61-62 22 63-64
23 65-66
24 67-69
25 70-7)
26 72-73
27 74-76
28 77-78
29 79-80
30
2.7 Расслоение
При анализе состояния процесса с помощью контрольных карт или гистограмм может оказаться, что требуются какие-либо управляющие воздействия с целью устранения причин статистической неустойчивости процесса. Однако, если на процесс оказывают влияние несколько различных факторов, то бывает полезно рассмотреть действие каждого из этих факторов отдельно. Например, если сборка изделия производится на нескольких поточных линиях, то имеет смысл сгруппировать данные по соответствующим линиям и строить контрольные карты (или гистограммы) для каждой группы данных отдельно.
Расслоение - это разделение и группировка исследуемых данных в соответствии с различными факторами.
Обычно при исследовании производственной проблемы производят группировку данных по следующим признакам:
• раздельно по каждому станку;
• по различным типам исходного сырья;
• по дневной и ночной смене;
• по различным бригадам и т.д.
При проведении расслоения по станкам обычно с каждого станка осуществляют выборку (объемом не менее 30 деталей), по полученным данным строят для каждого станка гистограмму, затем сравнивают эти гистограммы и выявляют станок, продукция которого имеет повышенную дефектность.
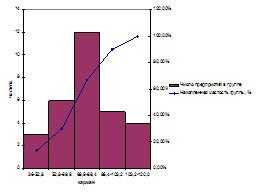
Пример 2.7.1. Обработка валиков происходит на двух шлифовальных станках. Технологический процесс должен быть настроен на диаметр 8.5 ±.0.25 (мм). По результатам контрольных замеров валиков после шли¬фовки была получена гистограмма, изображенная на рис. 2.7.1. Так как эта гистограмма имеет явно выраженный двухпиковый тип (см. раздел 2.4.2), было проведено расслоение, то есть рассмотрение данных по каждому станку отдельно. В результате получены гистограммы, представленные на рис. 2.7.2, 2.7.3. Таким образом было обнаружено, что на первом станке среднее значение и разброс меньше, чем на втором. Из рис. 2.7.2 и 2.7.3 видно, что на втором станке необходима переналадка, так как процесс вышел за правую границу поля допуска. Здесь нужно провести настройку на центр поля допуска и постараться уменьшить разброс. На втором станке результаты удовлетворительные, но при настройке желательно сместить среднее ближе к центру поля допуска.
Расслоение применяют и при оценке качества процесса производства с помощью контрольных карт. Так, в случае изготовления продукции на многошпиндельном станке производят расслоение по каждому шпинделю. Для каждого шпинделя строят х- карту или х- карту; по ним отслеживают изменение настройки во времени, выявляют правильность настройки каждого шпинделя, строят кривые распределения и делают заключение. См. также пример 4.1.2.
3. ОЦЕНКА ВОСПРОИЗВОДИМОСТИ ПРОЦЕССА
3.1 Понятие воспроизводимости процесса
Целью системы управления процессом является принятие экономически верных решений, связанных с выработкой оптимальных воздействий. Это требует введения критериев, позволяющих количественно оценить полезность мероприятий.
На рис. 3.1.а процесс находится в статистически неуправляемом состоянии (последовательным временным отсчетам соответствуют распределения случайной величины с различными параметрами). В результате организационных мероприятий (устранение особых причин) процесс приведен в статистически управляемое состояние (рис. 3.1.b). Однако продукция не соответствует запросам потребителя, так как часть изделий лежит вне поля допуска. Положение процесса, показанное на рис. 3.1.с должно удовлетворить и производителя, и потребителя: процесс статистически управляем и находится в поле допуска.
Количественно охарактеризовать качество производства в общем случае возможно путем расчета с помощью формул для вычисления вероятности процента несоответствий, оказавшихся вне поля допуска.
Достаточно часто в производстве наблюдаются процессы, статистические свойства которых соответствуют нормальному закону распределения случайных величин.
Однако на практике для оценки качества производства пользуются понятием воспроизводимость. Так как 99,7% значений нормальной случайной величины попадает в интервал 6σ, то доля несоответствующих изделий тесно связана с взаимным расположением этого интервала и поля допуска. Коэффициенты, характеризующие это расположение, называются индексами воспроизводимости.
Воспроизводимость процесса определяется как полный размах присущей стабильному процессу изменчивости, оцениваемой как интервал, длиной шесть стандартных отклонений (6s). Количественно привязка данного понятия к конкретным условиям настройки процесса (разброс и центрированность относительно поля допуска) оценивается индексами воспроизводимости Ср, Cpk.
При интерпретации воспроизводимости процесса с помощью указанных индексов примем следующие предположения:
• индивидуальные измерения соответствуют нормальному распределению;
• процесс статистически управляем;
• конструкторской целью является центр поля допуска (здесь рассматривается вариант двустороннего симметричного допуска).
Похожие работы

... в расчетной части работы в здании №1. Рассматриваемые структуры явлений служит основой изучения связи в них. Широкое использование находят в изучении населения статистические методы анализа рядов динамики, индексный, выборочный. Метод анализа рядов динамики. Процесс развития массового явления во времени принято называть динамикой, а показатели, характеризующие это развитие – статистическими ...


... и аналитической части курсовой работы для автоматизированного статистического анализа данных использовались табличный процессор MS Excel. Глава 1. Статистические методы анализа результатов деятельности коммерческих банков 1.1. Банки. Сущность деятельности банков Банковская система сегодня - одна из важнейших и неотъемлемых структур рыночной экономики. Развитие банков и товарного ...
... запасов и затрат 4151 31014 100 100 +26863 0 +647,1 +100 3. Статистические методы анализа Финансовое состояние — это совокупность показателей, отражающих наличие, размещение и использование ...
... по чистой продукции, которая определяется путем вычитания из товарной продукции материальных затрат и суммы амортизации основных фондов, что в условиях рынка соответствует понятию «валовой доход». 1.3 Статистические методы анализа динамики объема производства продукции и услуг на предприятии (фирме) В статистическом изучении динамики объема производства продукции и услуг на предприятии ...
0 комментариев