Именные акции и акции на предъявителя
Производственные основные фонды;
Показатель фондоотдачи
Коэффициент загрузки оборотных средств – этот коэффициент обратный коэффициенту оборачиваемости
Технологический тип. Технологическая структура предопределяет четкую технологическую обособленность
Основные (технологические) операции. В процессе их выполнения происходит изменение форм, размеров и свойств изделия или детали
Рабочего времени – устанавливают величину затрат рабочего времени на выполнение единицы работы одним или несколькими работниками;
Прямая (простая) сдельная система оплаты
Метод, при котором заработок рабочего определяется исходя из общей зарплаты бригады, уровня квалификации рабочего и отработанного им времени;
Проектная производственная мощность – это мощность, предусмотренная проектом строительства, реконструкции и расширения предприятия
Явочный состав – это работники, фактически присутствующие на рабочих местах;
Учитываются технологические показатели конструкции
Плановые – это калькуляции, рассчитанные по плановым нормам и нормативам;
Административно-управленческие расходы;
Созидательная конкуренция – этот вид конкуренции направлен на то, что конкуренты находят способы сотрудничества в области производства и маркетинга
Эстетические показатели – характеризуют художественную выразительность, рациональность формы, целостность композиции, соответствие моде и т.д.;
Инноваторы – лидеры и инноваторы – последователи
Творчество — это особый вид интеллектуальной деятельности человека, направленной на создание качественно новых ценностей;
Государственные органы РФ. В Российской Федерации существует единая государственная патентная служба
Навигация
Основные (технологические) операции. В процессе их выполнения происходит изменение форм, размеров и свойств изделия или детали
Экономика отрасли
240932
знака
11
таблиц
13
изображений
1. Основные (технологические) операции. В процессе их выполнения происходит изменение форм, размеров и свойств изделия или детали.
Совокупность технологических операций составляет технологический процесс.
2. Вспомогательные операции – это операции, связанные с перемещением изделий с одного рабочего места на другое или с проверкой качества.
Организация производственного процесса во времени сводится к определению и анализу длительности и структуры производственного цикла (рис. 4).
Длительностью производственного цикла называется период времени выполнения всего производственного цикла, в течение, которого материал превращается в готовую продукцию или это отрезок времени от момента начала первой операции до момента выпуска готовой продукции. Длительность производственного цикла определяется для участка, цеха, предприятия в целом.

Рис. 4. Структура и состав длительности производственного цикла.
Виды движения деталей по операциям
Существуют следующие виды движения деталей по операциям:
1. Последовательный вид движения;
Этот вид движения заключается в том, что детали передаются с предыдущей операции на последующую, только после обработки всей партии деталей на предыдущей. При этом возникает пролеживание деталей на каждой операции и за счет этого увеличивается длительность цикла.
Он применяется в условиях мелкосерийного и единичного производства, т.е. когда обрабатываются небольшие партии деталей и трудоемкость обработки этих деталей незначительна.
![]()
1 2 3 4
![]()
![]()
![]()
![]()
![]() 1 оп
1 оп
![]() 1 2 3 4
1 2 3 4
![]()
![]()
![]()
![]()
![]()
![]() 2 оп
2 оп
![]() 1 2 3 4
1 2 3 4
![]()
![]()
![]()
![]()
![]()
![]() 3 оп
3 оп
t![]()
Тпосл
![]()
n = 4; t1 = 2 мин; t2 = 1 мин; t3 = 1,5мин; m = 3
m
Тпосл = n* ∑ti, где
i=1
где n – число деталей в партии,
m – число операций обработки деталей,
i – вид деталей,
ti – время обработки на определенной операции.
2. Параллельный вид движения;
Этот вид движения заключается в том, что каждая деталь, передается с предыдущей операции на последующую сразу, не дожидаясь пока все детали данной партии, будут обработаны. У этого способа самый короткий производственный цикл, но эффективен он только тогда, когда операции синхронизированы, т.е. равны друг другу или кратны. Если операции не синхронизированы или не выровнены, то при этом способе возникает пролеживание деталей или простой рабочего и оборудования и длительность цикла за счет этого увеличивается.
Применяется в условиях крупносерийного и массового производства.
1 2 3 4
![]()
![]()
![]()
![]()
![]() 1 оп
1 оп
![]()
![]()
![]()
![]()
1 2 3 4
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 2 оп
2 оп
![]()
![]()
![]()
![]()
1 2 3 4
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 3 оп
3 оп
t![]()
Тпарал
![]()
n = 4; t1 = 2 мин; t2 = 1 мин; t3 = 1,5 мин; m = 3
m
Тпарал = (n-1) * tглав + ∑ti,
i=1
где tглав – самое большое время обработки одной детали.
3. Последовательно-параллельный вид движения.
Этот вид заключается в том, что детали передаются с операции на операцию частями партии с таким расчетом, чтобы на последующих операциях рабочие не простаивали в ожидании деталей.
Правила построения графика:
1. Если время обработки на предыдущей операции больше, чем на последующей, то обработка последней детали в партии на последующей операции начинается сразу же после окончания ее на предыдущей;
2. Если время обработки на предыдущей операции меньше, чем на последующей, то обработка первой детали на последующей операции начинается сразу же после обработки ее на предыдущей.
m m-1
Тп/п = n * ∑ ti – (n – 1) * ∑min(ti;ti+1),
i=1 i=1
где min(ti;ti+1) – минимальное значение из ti и ti+1.
![]() 1 2 3 4
1 2 3 4
![]()
![]()
![]()
![]()
![]() 1 оп
1 оп
![]()
1 2 3 4
![]()
![]()
![]()
![]()
![]()
![]() 2 оп
2 оп
![]()
1 2 3 4
![]()
![]()
![]()
![]()
![]() 3 оп
3 оп
![]()
![]() Тп/п t
Тп/п t
n = 4; t1 = 2 мин; t2 = 1 мин; t3 = 1,5 мин; m = 3
Применяется в условиях серийного и иногда массового производства
Различают следующие основные виды резервов сокращения длительности производственного цикла:
1. Конструкторские резервы – это упрощение конструкций и повышение их технологичности, т.е. более легкой изготовляемости;
2. Технологические резервы – это применение прогрессивных технологических процессов и специальной оснастки;
3. Организационно-технические резервы – это четкая организация производства, четкая система планирования и сокращение времени перерывов.
Сущность и значение нормирования труда
Важным фактором планирования кадров на предприятии является нормирование труда. Нормирование – это определение необходимых затрат рабочего времени на выполнение конкретного объема работ в конкретных организационно-технических условиях.
Рабочее время – установленная законодательством продолжительность дня (рабочей недели), в течение которого рабочий выполняет порученную ему работу.
Норма – это максимально допустимая плановая величина абсолютного расхода средств производства и живого труда на единицу продукции или на выполнение определенного объема работ.
Норматив – это плановый показатель, характеризующий поэлементные составляющие норм расхода сырья, материалов, топлива, энергии, затрат труда и степень их эффективного использования.
Нормы и нормативы принимаются в качестве исходных величин для разработки все системы плановых показателей предприятия.
Нормирование труда основано на системе трудовых нормативов.
Система трудовых нормативов – это совокупность регламентированных затрат труда на выполнение различных элементов и комплексов работы персоналом предприятия. Различают следующие виды норм и нормативов труда:
1. Нормы времени – выражают необходимые или научно обоснованные затраты рабочего времени на изготовление единицы продукции, выполнение одной работы или услуги в минутах или часах;
2. Нормы выработки – устанавливают необходимый объем изготовления продукции за соответствующий плановый период рабочего времени. Величина нормы определяет в натуральных измерителях (штуках, метрах и т.д.) плановый результат работы за смену, час или иной отрезок времени.
3. Нормы обслуживания – характеризуют количество рабочих мест, размер площади и других производственных объектов, закрепленных за одним рабочим, группой, бригадой или звеном персонала.
4. Нормы численности – определяют необходимое количество работников соответствующей категории для выполнения заданного объема работы или обслуживания производственных процессов;
5. Нормы управляемости – регламентируют число подчиненных работников у одного руководителя соответствующего подразделения предприятия;
6. Нормированные производственные задания – устанавливают одному работнику или бригаде плановые объемы и номенклатуру изготовляемой продукции, выполняемых работ или услуг за данный период рабочего времени (смену, неделю, месяц, квартал). Величина производственных заданий измеряется в натуральных, трудовых, стоимостных единицах (штуках, тоннах, нормочасах, норморублях).
Различают нормы и нормативы, регламентирующие затраты:
Похожие работы
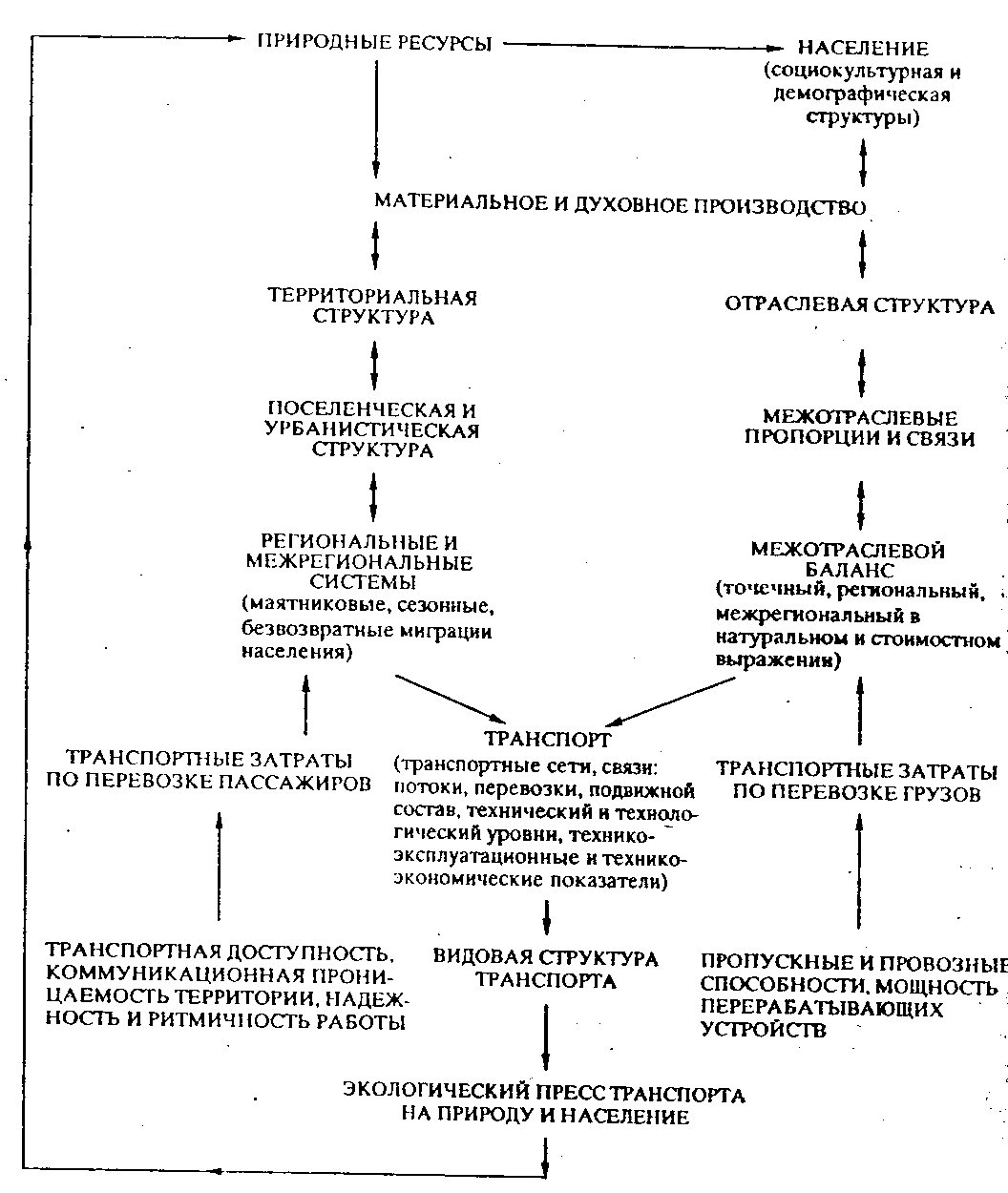

... Научно обоснованная классификация отраслей транспорта имеет важное значение для правильного планирования производства и обеспечения определенной пропорциональности в его развитии. В основу классификации отраслей транспорта положены следующие принципы: экономическое назначение предоставляемой услуги; характер функционирования продукции транспорта в процессе производства; характер воздействия ...
... Стимулирование развития национальной экономики при осуществлении внешнеторговой деятельности. 4. Обеспечение условий эффективной интеграции экономики РФ в мировую экономику. Основными принципами госрегулирования внешнеторговой деятельности в РФ явл.: 1. Единство внешнеторговой политики, 2. Единство системы гос. регулирования ВТД (внеш. торг. деят-ть). 3. Единство политики экспортного контроля. 4. ...
... при крайне отсталой производственной базе легкой и пищевой промышленностей, гражданского машиностроения и сельского хозяйства. Каждая из этих проблем по своему осложняет интеграцию России в мировую экономику. Перестройка хозяйственного механизма закономерно сопровождается всплеском инфляции, нехваткой финансовых ресурсов, резким сужением платежеспособности населения многих предприятий. В итоге — ...
... косвенного воздействия на них. Поэтому данную стадию современного рыночного капитализма называют еще государственно-корпоративным капитализмом или регулируемым рыночным капитализмом. Являясь основой национальной экономики этого типа, современная высокоразвитая капиталистическая корпорация представляет собой единую хозяйственную технологическую цепочку, которая берет начало в добывающих отраслях, ...
0 комментариев