Навигация
Мин - 3,14 (0,22м * 0,22м) / 4 * 40м/мин = 1,52 м3/мин
92672
знака
23
таблицы
5
изображений
1 мин - 3,14 (0,22м * 0,22м) / 4 * 40м/мин = 1,52 м3/мин.
Коэффициент использования работы времени оборудования – 0,85
1,52 м3/мин * 60мин * 8часов * 0,85 = 620 м3/смена
620 м3/смена * 3 * 330 = 613 800 м3/год
Линия лущения FEZER + АЛРУ (ЗАО «Технолес М)
Формат фанеры 5” * 10” (50%)
| ИСХОДНЫЕ ДАННЫЕ | |||
| технологические | |||
| 1 | Средний диаметр чурака | м | 0,22 |
| 2 | Ширина ленты шпона | м | 1,60 |
| 3 | Потери на окорку/оцилиндровку | % | 11,00 |
| 4 | Диаметр карандаша | м | 0,068 |
| 5 | Шпон-рванина | % | 30,00 |
| 6 | Толщина шпона | мм | 1,55 |
| 7 | Время смены карандаш/чурак | s | 5,00 |
| 8 | Время окорки/оцилиндровки | s | 2,00 |
| 9 | Длительность смены | h | 8,00 |
| 10 | Коэффициент использования |
| 0,75 |
| технические | |||
| 1 | Обороты шпинделей при лущении (макс) | r/мм | 500,00 |
| 2 | Скорость промежуточного конвеера (макс) | м/s | 2,05 |
| 3 | Скорость входного конвеера ножниц (макс) | м/s | 1,95 |
| 4 | Скорость срабатывания ножниц | мs | 120,00 |
| РАСЧЕТНЫЕ ПАРАМЕТРЫ (на 1 чурак) | |||
| технологические | |||
| 1 | Объем производимого шпона | м3 | 0,048296 |
| в том числе: | м3 | ||
| форматный шпон | м3 | 0,033807 | |
| шпон-рванина | м3 | 0,014489 | |
| 2 | Длина ленты шпона | м | 19,47 |
| в том числе: | |||
| форматный шпон | м | 13,63 | |
| шпон-рванина | м | 5,84 | |
| технические | |||
| Обороты шпинделей при лущении (миним.) | r/мм | 169,37 | |
| Линейная скорость лущения | |||
| максимальная | м/s | 1,95 | |
| минимальная | м/s | 1,78 | |
| Длина ленты шпона на максимальной линейной скорости лущения | м | 21,70 | |
| Длина ленты шпона на снижаемой линейной скорости лущения | м | 2,23 | |
| Время лущения | s | 9,93 | |
| Время обработки одного чурака | s | 16,93 | |
| Требуемая производительность ЦЗУ | 1/min | 3,54 | |
| ПРОИЗВОДИТЕЛЬНОСТЬ В СМЕНУ | |||
| Объем производимого шпона | м3 | 61,60 | |
| в том числе: | м3 |
| |
| форматный шпон | м3 | 43,12 | |
| шпон-рванина | м3 | 18,48 | |
| ПРОИЗВОДИТЕЛЬНОСТЬ В ГОД | |||
| Объем производимой фанеры (50%) | м3 | 17 094 | |
Формат фанеры 4” * 8” (50%)
| ИСХОДНЫЕ ДАННЫЕ | |||
| технологические | |||
| 1 | Средний диаметр чурака | м | 0,22 |
| 2 | Ширина ленты шпона | м | 1,30 |
| 3 | Потери на окорку/оцилиндровку | % | 11,00 |
| 4 | Диаметр карандаша | м | 0,065 |
| 5 | Шпон-рванина | % | 30,00 |
| 6 | Толщина шпона | мм | 1,55 |
| 7 | Время смены карандаш/чурак | s | 2,00 |
| 8 | Время окорки/оцилиндровки | s | 2,00 |
| 9 | Длительность смены | h | 8,00 |
| 10 | Коэффициент использования |
| 0,75 |
| технические | |||
| 1 | Обороты шпинделей при лущении (макс) | r/мм | 500,00 |
| 2 | Скорость промежуточного конвеера (макс) | м/s | 2,05 |
| 3 | Скорость входного конвеера ножниц (макс) | м/s | 1,95 |
| 4 | Скорость срабатывания ножниц | мs | 120,00 |
| РАСЧЕТНЫЕ ПАРАМЕТРЫ (на 1 чурак) | |||
| технологические | |||
| 1 | Объем производимого шпона | м3 | 0,039647 |
| в том числе: | м3 | ||
| форматный шпон | м3 | 0,027753 | |
| шпон-рванина | м3 | 0,011894 | |
| 2 | Длина ленты шпона | м | 19,68 |
| в том числе: | |||
| форматный шпон | м | 13,77 | |
| шпон-рванина | м | 5,90 | |
| технические | |||
| Обороты шпинделей при лущении (миним.) | r/мм | 169,37 | |
| Линейная скорость лущения | |||
| максимальная | м/s | 1,95 | |
| минимальная | м/s | 1,70 | |
| Длина ленты шпона на максимальной линейной скорости лущения | м | 21,70 | |
| Длина ленты шпона на снижаемой линейной скорости лущения | м | 2,02 | |
| Время лущения | s | 10,02 | |
| Время обработки одного чурака | s | 14,02 | |
| Требуемая производительность ЦЗУ | 1/min | 4,28 | |
| ПРОИЗВОДИТЕЛЬНОСТЬ В СМЕНУ | |||
| Объем производимого шпона | м3 | 61,09 | |
| в том числе: | м3 |
| |
| форматный шпон | м3 | 42,76 | |
| шпон-рванина | м3 | 18,33 | |
| ПРОИЗВОДИТЕЛЬНОСТЬ В ГОД | |||
| Объем производимой фанеры (50%) | м3 | 16 951 | |
Выбираем одну линию лущения.
Сушилка FEZER
Похожие работы
... чураки косина реза должна быть не более 1/10 диаметра чурака. Чураки должны иметь длину 1335±10 мм и 1635±10 мм. 3.3 Лущение, рубка и стопоукладка шпона Лущение шпона является основной технологической операцией в производстве фанеры. Оно представляет собой поперечное резание древесины, при котором образуется непрерывная лента шпона. Ширина ленты равна длине чурака, а общая длина ее зависит ...
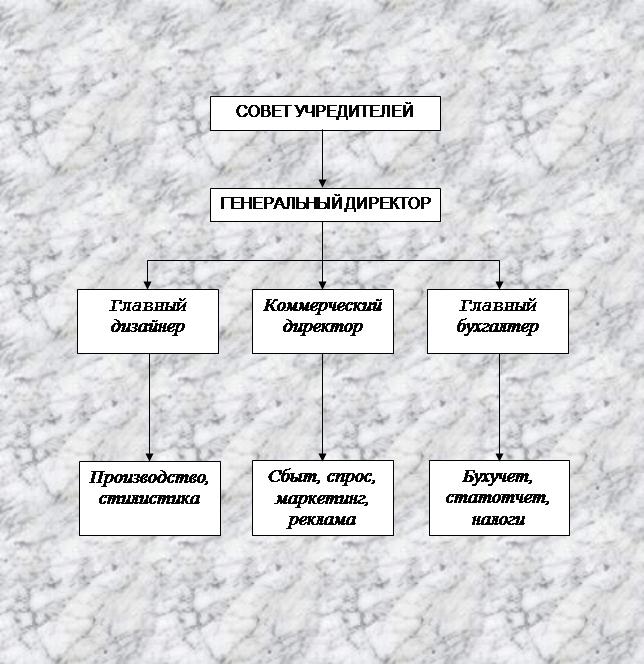
... рабочий стол так, чтобы свет на его поверхность падал спереди и слева. Лучшим является естественное дневное освещение. ГЛАВА 2. Организация производства и управления на предприятии “СУВЕНИР” 2.1. Организационно-управленческая структура Организационная структура любого предприятия сильно зависит от отраслевых особенностей ...
... Для снижения риска инновационной деятельности компании необходимо, в первую очередь, провести тщательную оценку предполагаемого к осуществлению инновационного проекта. Проведем оценку эффективности инновационного проекта по организации производства нового алюминиевого композитного материала – ALPOLIC. Таблица 1 Предполагаемая выручка по годам, млн. руб. Год Без использования инновации С ...
... в 1,4 – 5,4 раза меньше, чем для аналогично немодулированного оборудования. 2. Организация производства и обслуживания банкета по случаю школьного выпускного бала Организацией производства и обслуживанием банкета по случаю выпускного бала полностью занимается школьная столовая. По заказанному меню от родителей выпускников, работники столовой сами организовывают производство продукции. На их ...
0 комментариев