Навигация
Время сушки шпона – Z, мин
92672
знака
23
таблицы
5
изображений
1. Время сушки шпона – Z, мин.

Wн и Wк – начальная и конечная влажность шпона, % Wн = 90%; Wк = 6%
30 – первая критическая влажность шпона, соответствующая переходу от периода постоянной скорости сушки к периоду убывающей скорости.
Nр – скорость сушки в первом периоде, %/мин
При средней температуре в сушилке – 1850С - толщина шпона 1,55 мм --- Nр = 16,5 %/мин
kр – коэффициент продолжительности второго периода
При средней температуре в сушилке – 1850С - толщина шпона 1,55 мм --- kр = 0,60
kп – коэффициент породы древесины шпона; для березы kп = 1,0
Значение для Wк = 6% --- lg 30/Wк = 0,7
kц – коэффициент учитывающий направление циркуляции воздуха для средней температуры 180 – 2000 --- kц = 0,95
kс – коэффициент соплового дутья (учитывающий продолжительность сушки шпона с поперечной циркуляцией воздуха по сравнению с продолжительностью сушки шпона с сопловым дутьем) для средней температуры сушки 1850 --- kс = 2,0
Время сушки:
![]()
2. Производительность сушилки Q, м3 в смену.
![]() L
L
Q T kп kи n s b kдл
Z
T – продолжительность работы сушилки за смену, мин. T = 480 мин.
kп – коэффициент учета времени при переходе от сушки шпона одного вида к сушке другого kп = 0,95 (принимаемый в среднем).
kи – коэффициент использования времени работы сушки
kи = 0,925 (принимаемый в среднем 0,9 – 0,95).
n – число листов шпона по ширине этажа, умноженное на число этажей;
при длине ролика 6м --- 4 листа * 1,3 м; число этажей – 4.
n = 4 * 4 = 16
s – толщина листа шпона, м --- s = 0,00155 м
b – ширина листа сухого шпона, м b = 1,3 м
L – полная рабочая длина сушилки L = 18,08 м
Z – время прохождения шпона через рабочую часть сушилки, мин.
Z = 2,87 мин
kдл – коэффициент заполнения шпоном рабочей длины сушилки
kдл = 0,98 (в нормальных условиях).
Формат фанеры 4” * 8” (50%)
Q 480 0,95 0,925 16 0,00155 1,3 18,08 0,98 50% = 41,98 м3 / смену
2,87
Формат фанеры 5” * 10” (50%)
Q 480 0,95 0,925 16 0,00155 1,6 18,08 0,98 50% = 51,66 м3 / смену
2,87
Таким образом, при использовании данной сушилки можно обеспечить выпуск фанеры при толщине шпона 1,55 мм – 61 802,4 м3 фанеры в год
((37,33 + 45,95 м3/смену) * 3 смены * 330 рабочих дней + 10% усушка) / 1,65 = 61802,4
Выбираем: 1 сушилку, 9 секций, ширина загрузочного ролика 6м.
Линия ребросклеивания KUPER
Практический сменный график производительности линии ребросклеивания KUPER, в метрах кубических, в зависимости от ширины подаваемых кусков.
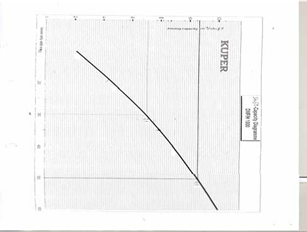
Из графика видно, что при ширине кусков 300 мм – производительность линии ребросклеивания – 7,2 м3 в смену.
По практической информации собранной с фанерных комбинатов, для производства 35 – 40 тыс. м3 в год фанеры 4” * 8”, необходимо ребросклеивать 6,8 – 7,0 м3 шпона в смену.
Выбираем 1 линию ребросклеивания.
Линия сращивания шпона на ус PLYTEC
30 000 м3/год фанеры * 1,65 = 49 500 м3 сырого шпона - 10% усушка = 44 550 м3 сухого шпона.
Дольки сращенной 45% - 20 047 м3; Поперечной – 55%
20 047 м3 / 330 рабочих дней / 3 смены / 8 часов = 2,53 м3 шпона в час
Коэффициент усушки (10%) Кус = 0,9
Расчет для 1 линии с 3-мя прессами:
|
| Для формата 4”*8” (50%) | Для формата 5”*10” (50%) |
| Справочно, часовая производительность 1 пресса, м3 шпона в час | 0,82 | 1,29 |
| Годовая производительность 1 пресса, м3 шпона в год | 0,82 м3 в час*8 часов*3 смены * * 330 рабочих дней * 50% = 3247 | 1,29 м3 в час*8 часов*3 смены * *330 рабочих дней * 50% = 5108 |
| Всего объем сращенного, м3 шпона в год | 3247 / 0,45 = 7216 | 5108 / 0,45 = 11351 |
| Всего объем фанеры в год на одном прессе, м3 в год | 7216 / 0,9 / 1,65 = 4859 | 11351 / 0,9 / 1,65 = 7644 |
| Всего объем фанеры в год на 3-х прессах, м3 в год | 4859 * 3 пресса = 14577 | 7644 * 3 пресса = 22932 |
Выбираем 1 линию сращивания с 1-им прессом.
Клеенамазка ОММА
Объем одного листа фанеры - 1,22 * 2,44 * 0,012 = 0,0357216 м3
Рабочее время – 8 часов = 28800 сек
Эффективность – 85%
1. Подача 1 внутреннего слоя в клеенамазку – 1,2 сек
2. Время нанесения клея – 8,3 сек
3. Ручное наложение и выравнивание слоя – 2,5 сек
4. Время простоя – 0,5 сек
5. Общее время на нанесение клея на 1 слой – 12,5 сек
Общее время на формирование пакета 9-слойной фанеры (12 мм)
12,5 сек * 4 внутренних слоя (1 лицевой слой, 1 обратный и 3 слоя, добавляемые в пакет во время нанесения клея на 4 других внутренних слоя) = 50,0 сек
Производительность за 8-часовую смену 28800 сек / 50,0 сек = 576 шт
Коэффициент использования работы времени оборудования – 0,85
576 шт * 0,0357216 * 0,85 = 17,49 м3 / смену фанеры
17,49 м3 / смену * 3 смены * 330 рабочих дней = 17 315,1 м3 / год фанеры.
Выбираем 2 клеенамазки.
Прессование YAMAMOTO
Холодный пресс
Время холодного прессования – 20 мин
Непроизводительное время = время на загрузку/разгрузку + время открытия/закрытия пресса – 1мин
Расчетная толщина фанеры – 12 мм. Толщина пакета – max 14,8 мм.
Пролет – 1200 мм
Расстояние между фанерой и столом с конвейером – 500 мм
Рабочий промежуток 1200 – 500 = 700 мм
Количество пакетов в рабочем пролете 700 / 14,8 = 47 шт
Общее время работы:
330 рабочих дней * 3 смены * 8 часов * 60 мин * 0,85 = 403 920 минут в год
Коэффициент использования работы времени оборудования – 0,85
1 цикл прессования – 20 мин + 1 мин = 21 мин
403920 / 21 минут = 19 234 цикла прессования в год
Объем одного листа фанеры - 1,22 * 2,44 * 0,012 = 0,0357216 м3
19 234 * 47 * 0,0357216 = 32 292 м3 в год фанеры
Горячий пресс
Фанера ФСФ
Время прессования – 60 сек / мм
Непроизводительное время = время на загрузку/разгрузку + время открытия/закрытия пресса – 60 сек
Расчетная толщина фанеры – 12 мм
Коэффициент использования работы времени оборудования – 0,85
Общее время работы:
330 рабочих дней * 3 смены * 8 часов * 60 мин * 0,85 = 403920 минут в год
1 цикл прессования – 60 сек/мм * 12мм + 60сек = 780 сек = 13 мин
403920 / 13 минут = 31 071 циклов прессования в год
|
| Формат фанеры 4”*8” (50%) | Формат фанеры 5”*10” (50%) |
| Объем одного листа фанеры | 1,22 * 2,44 * 0,012 = 0,0357216 м3 | 1,525 * 3,050 * 0,012 = 0,055815 м3 |
| Объем фанеры в год на одной линии прессования | 31 071 * 0,0357216 * 30 этажей * 50% = 16 649 м3 в год фанеры | 31 071 * 0,055815 * 30 этажей *50% = 26 013 м3 в год фанеры |
Выбираем 1 горячий пресс, 30 этажей + 1 холодный пресс.
Форматно-обрезная линия ANTHON
Расчет производительности форматно-обрезной линии
ANTHON PVL/PVQ 33/17,5
| Расчет производственной программы | Формат фанеры 4”*8” | Формат фанеры 5”*10” | ИТОГО | ||
| белая фанера | ламин. фанера | белая фанера | ламин. фанера | ||
| Длина фанеры (м) | 1,220 | 1,220 | 1,525 | 1,525 | |
| Ширина фанеры (м) | 2,440 | 2,440 | 3,050 | 3,050 | |
| Толщина фанеры (м) | 0,012 | 0,012 | 0,012 | 0,012 | |
| Производственная программа в м 3, из расчета общего объема производства фанеры | 30000 | 18000 | 30000 | 18000 | 96000 |
| Количество листов в указанных объемах фанеры, шт. | 839 828 | 503 897 | 537 490 | 322 494 | 2 203 709 |
Расчет производственных возможностей линии
| Количество листов в минуту, шт. | 6 |
| Минут в часе | 60 |
| Часов в рабочем дне с учетом коэффициента 0,85 | 20,4 |
| Рабочих дней в году | 330 |
| Процент производства фанеры данной толщины | 100% |
| Количество листов обрезанной фанеры, шт. | 2 423 520 |
Выбираем одну форматно-обрезную линию ANTHON.
Калибровочно-шлифовальная машина CD 6 WWS 160 (ANTHON)
Производительность шлифовального станка
1. Полистная – А лист:
![]()
![]() Алис tс Vп k k1 480 10 40 0,98 0,85 1639 6555 листов в смену.
Алис tс Vп k k1 480 10 40 0,98 0,85 1639 6555 листов в смену.
l 2,44
tс – продолжительность смены – 480 мин
Vп - скорость подачи – 10-40 м/мин;
k – коэффициент заполнения станка – 0,98
k1 – коэффициент использования рабочего времени – 0,85
l – длина шлифуемого листа – 2,44 м
2. В кубических метрах – А м3
А м3 = А лист * Vл = {1639 - 6555} * 0,0357216 = {58,55 – 234,16} м3 фанеры в смену
Vл – объем листа фанеры 1,22 * 2,44 * 0,012 = 0,0357216 м3
{58,55 – 234,16} м3 фанеры в смену * 3 смены * 330 рабочих дней =
= {58,55 – 234,16} м3 фанеры в год
Таким образом, даже на минимальной скорости подачи обеспечивается необходимый объем.
Выбираем одну калибровочно-шлифовальную машину.
Линия ламинирования
Общее время работы:
330 рабочих дней * 3 смены * 8 часов * 60 мин * 60 сек * 0,85 = 24 235 200 секунд в год
Коэффициент использования работы времени оборудования – 0,85
1 цикл прессования – 250 сек + 80 сек = 330 сек
24 235 200 / 330 = 73 440 циклов в год
|
| Формат фанеры 4”*8” (50%) | Формат фанеры 5”*10” (50%) |
| Объем одного листа фанеры | 1,22 * 2,44 * 0,012 = 0,0357216 м3 | 1,525 * 3,050 * 0,012 = 0,055815м3 |
| Объем фанеры в год | 73440 * 50% * 0,0357216 * 12 этажей = 15 740 м3 в год фанеры | 73440 * 50% * 0,055815 * 12 этажей = 24 594 м3 в год фанеры |
Общий объем обрабатываемой фанеры в год 40 334 м3 в год ламинированной фанеры.
Выбираем 1 линию ламинирования.
Дробилка FEZER Пикадор 100/100
На входе: коэффициент пересчета - 50 – 65
Плотность древесины (береза – 580 кг/м3 или 0,58 тн/м3)
50 – 65 * 0,58 тн/м3 = 29 – 37,7 тонн плотной древесины в час.
33,35пл.др./час * 8 часов * 3 смены * 330 рабочих дней = 264 132тонн пл.др. в год.
На выходе:
50 – 65 * 1,9 (коэфф. пересчета) = 95 – 123,5 м3/час неплотной массы щепы.
Коэффициент использования работы времени оборудования – 0,85
109,25 м3/час * 8 часов * 3 смены * 330 рабочих дней * 0,85 = 735 471 м3 в год неплотной массы щепы.
Выбираем одну дробилку FEZER пикадор 100\100.
Похожие работы
... чураки косина реза должна быть не более 1/10 диаметра чурака. Чураки должны иметь длину 1335±10 мм и 1635±10 мм. 3.3 Лущение, рубка и стопоукладка шпона Лущение шпона является основной технологической операцией в производстве фанеры. Оно представляет собой поперечное резание древесины, при котором образуется непрерывная лента шпона. Ширина ленты равна длине чурака, а общая длина ее зависит ...
... рабочий стол так, чтобы свет на его поверхность падал спереди и слева. Лучшим является естественное дневное освещение. ГЛАВА 2. Организация производства и управления на предприятии “СУВЕНИР” 2.1. Организационно-управленческая структура Организационная структура любого предприятия сильно зависит от отраслевых особенностей ...
... Для снижения риска инновационной деятельности компании необходимо, в первую очередь, провести тщательную оценку предполагаемого к осуществлению инновационного проекта. Проведем оценку эффективности инновационного проекта по организации производства нового алюминиевого композитного материала – ALPOLIC. Таблица 1 Предполагаемая выручка по годам, млн. руб. Год Без использования инновации С ...
... в 1,4 – 5,4 раза меньше, чем для аналогично немодулированного оборудования. 2. Организация производства и обслуживания банкета по случаю школьного выпускного бала Организацией производства и обслуживанием банкета по случаю выпускного бала полностью занимается школьная столовая. По заказанному меню от родителей выпускников, работники столовой сами организовывают производство продукции. На их ...
0 комментариев