Навигация
Расчет и нормирование точности гладких цилиндрических соединений
13649
знаков
1
таблица
0
изображений
2 Расчет и нормирование точности гладких цилиндрических соединений
2.1 Расчет и выбор разъемного неподвижного соединения дополнительным креплением
Исходные данные:
– точность червячного колеса 8-7-7А ГОСТ 3675-81;
– номинальный диаметр соединения ![]() ;
;
– ширина шпоночного паза ![]() ;
;
– модуль ![]() ;
;
– допуск на радиальное биение зубчатого венца ![]() ;
;
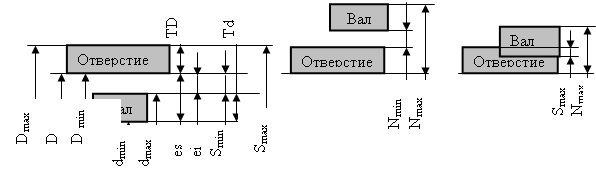
При передаче крутящих моментов при использовании шпонки для соединения вала со ступицей применяется одна из переходных посадок, которая обеспечивает высокую точность центрирования зубчатого колеса на валу и обеспечивает легкую сборку и разборку соединения.
Хорошее центрирование зубчатого колеса на валу необходимо для обеспечения высокой кинематической точности передачи, ограничение динамических нагрузок и т.д. Известно, что наличие зазора в сопряжении вызванного за счет одностороннего смещения вала в отверстии вызывает появление радиального биения зубчатого венца колеса определяющего кинематическую точность.
В этом случае наибольший допускаемый зазор, обеспечивающий первое условие, может быть определен по формуле:
![]() .
.
где ![]() – коэффициент запаса точности, принимаем
– коэффициент запаса точности, принимаем ![]() ,
,
![]() допуск радиального биения зубчатого колеса
допуск радиального биения зубчатого колеса ![]()
![]() .
.
Легкость сборки и разборки соединения определяется наибольшим предельным натягом, величина которого рассчитывается по формуле:
![]() ;
;
где ![]() аргумент функции Лапласа, который определяется по его значению
аргумент функции Лапласа, который определяется по его значению
![]() ;
;
где ![]() вероятность получения зазора в соединении, выбирается в зависимости от преобладания требований к одному из условий, предъявляемых к соединению, принимаем
вероятность получения зазора в соединении, выбирается в зависимости от преобладания требований к одному из условий, предъявляемых к соединению, принимаем ![]() , тогда
, тогда
![]()
По таблице справочника [4] находим ![]() , исходя из степени точности колеса по кинематической норме:
, исходя из степени точности колеса по кинематической норме:
При
![]()
![]() .
.
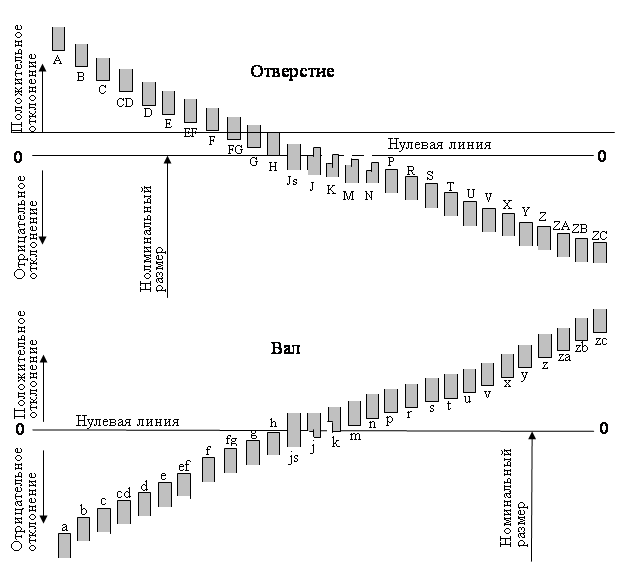
По ГОСТ 25347-82 выбираем переходную посадку, выполняя условия: ![]() ,
, ![]() .
.
Таким образом, отверстие ступицы колеса Ø50![]() .
.
2.2 Выбор посадок шпоночного соединения
Из ГОСТ 23360-78 для призматического шпоночного соединения колеса с валом принимаем нормальный тип соединения. По таблице 2 этого ГОСТа, зная номинальный диаметр соединения, выписываем размеры шпонки: ![]()
Поля допусков и отклонения на них:
– паз втулки– ![]() ;
;
– паз вала – ![]() .
.
Глубина шпоночного паза на валу ![]() .
.
Глубина шпоночного паза во втулке ![]() .
.
По таблице [1] длина шпонки ![]()
Шпонка изготавливается централизованно всегда с полями допуска h9, и посадки всегда образуются в системе вала.
2.3 Расчет исполнительных размеров рабочих калибров
Определяем исполнительные размеры калибра–пробки для контроля отверстия и вала посадки Æ50 H7/n6.
2.3.1 Расчет исполнительных размеров калибра–пробки для контроля отверстия
Предельные размеры отверстия:
![]() ;
;
![]() .
.
Калибр для контроля отверстий называется пробкой. Калибры изготавливаются комплектом из проходного (ПР) и непроходного (НЕ) калибра. При контроле деталей калибрами она признается годной, если проходной калибр проходит а, непроходной не проходит через проверяемую поверхность. Допуски на изготовление калибров нормируются по ГОСТ 24853-81.
Для определения предельных и исполнительных размеров пробок из таблицы указанного стандарта находятся численные значения параметров ![]()
где ![]() допуск на изготовление калибра;
допуск на изготовление калибра;
![]() координата середины поля допуска проходной пробки;
координата середины поля допуска проходной пробки;
![]() координата, определяющая границу износа проходной пробки.
координата, определяющая границу износа проходной пробки.
![]() ;
;
![]() ;
;
![]() .
.
Определяем предельные размеры проходной стороны калибра–пробки:
![]()
![]()
Исполнительный размер проходной стороны калибра–пробки:
![]() .
.
Проходная сторона, изношенная:
![]()
Когда проходная сторона калибра–пробки будет иметь этот размер, его изымают из эксплуатации.
Непроходная сторона:
![]()
![]()
Исполнительный размер непроходной стороны калибра–пробки:
![]()
Похожие работы
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...
... спроектировано с учетом удобства закрепления детали и последующего измерения размеров детали и их допускаемых отклонений, а также простоты изготовления самого приспособления. 9. Разработка технологической схемы сборки узла Технологическая схема показывает последовательность соединения сборочных единиц различного порядка и отдельных деталей при узловой сборке или отдельных узлов и деталей, ...
... – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев