Разработка укрупненного технологического процесса выполнения работ на проектируемом производственном участке
Расчет численности персонала, обеспечивающего изготовление тонколистовых деталей
Расчет численности вспомогательных рабочих занятых на проектируемом производственном участке
Расчет количества необходимого технологического оборудования проектируемого производственного участка и анализ его загрузки
Планировка проектируемого производственного участка
Обоснование организационной структуры проектируемого производственного участка
Обоснование формы, системы оплаты труда рабочих, проектируемого участка
Навигация
Разработка укрупненного технологического процесса выполнения работ на проектируемом производственном участке
Организация изготовления деталей корпуса судна в условиях корпусообрабатывающего цеха
49003
знака
9
таблиц
1
изображение
1.2 Разработка укрупненного технологического процесса выполнения работ на проектируемом производственном участке
Технологический процесс – это часть производственного процесса, непосредственно связанная с изменением размера, формы или свойств материала, обрабатываемой заготовки, выполняемая в определенной последовательности. Техпроцесс изготовления тонколистовых деталей включает в себя: правка, очистка листа, грунтовка, разметка и маркировка, резка на гильотине, зачистка, правка, проверка.
Таблица 1.2.1.Перечень технологических операций при изготовлении тонколистовых деталей
| Код (шифр) операций | Краткое содержание технологической операции |
| 01 | Правка листа |
| 02 | Очистка листа |
| 03 | Грунтовка листа |
| 04 | Разметка и маркировка |
| 05 | Резка на гильотине |
| 06 | Зачистка |
| 07 | Правка |
| 08 | Проверка |
Поступающий листовой металл необходимо подвергнуть первичной обработке прежде чем приступить к изготовлению деталей. Существует поточная линия первичной обработки проката, где сначала осуществляется правка металла в листоправильных машинах, потом очистка и грунтовка. Применение поточной линии позволяет уменьшить время на первичную обработку проката, т.к. лист движется по линии и по порядку проходит каждую операцию. Правка осуществляется на листоправильных машинах. На растяжных машинах портятся кромки листов от зажимных устройств, на прессах – не удобно, а листогибочные машины главным образом предназначены для гибки, поэтому правка в листоправильных машинах является наименее трудоемкой. Химический способ очистки проката является наиболее подходящим, т.к. дробемет используется для толстолистового проката (портит тонколистовой металл). Нанесение грунта защищает металл на срок до 9 месяцев. Дальше металл размечается и маркируется пневмокерном, которое способствует более быстрому и менее трудоемкому выполнению данной операции. Детали вырезаются на гильотине. Это позволяет сократить время резки и энергозатраты. После резки металл зачищается от заусенцев и др. При резке детали получают деформации, следовательно, требуется повторная правка. Крупные детали правят в листоправильных машинах, а мелкие – на прессах. Затем детали проверяются. Проверяются форма и размеры детали. При выполнении технологических операций используется самые прогрессивное и новое оборудование, современные материалы и современные средства и методы контроля.
1.3 Определение трудоемкости выполнения работ по изготовлению тонколистовых деталей
Трудоемкость – это затраты рабочего времени на производство единицы продукции. Трудоемкость выполнения работ по изготовлению тонколистовых деталей характеризуется нормой затрат труда. Нормы труда в судостроении являются нормами времени. Кроме норм труда в судостроении есть нормы численности, обслуживания и т.д. Как на судостроительных, так и на судоремонтных заводах есть 2 вида норм:
а) расчетные (технически обоснованные);
б) опытно-статистические
- определяются по формулам, исходя из работы технологического оборудования, определены на основании хронометражных наблюдений за затратами труда на выполнение технологических операций;
- определяются на основании опыта работы специалистов по нормированию (производственного мастера, технолога). Расчетная норма времени должна учитывать трудоемкость технологического процесса выполнения работ техники, технологии и организации.
- Выполнение работ квалифицированными рабочими, имеющих опыт выполнения анологично нормируемых заданий.
Эти нормы времени рассчитываются исходя из нормативов времени.
Опытно-статистические нормы рассчитываются на основе действующей технологии применяемого технологического оборудования и инструмента. В рамках выполняемой курсовой работы применяются расчетные технически обоснованные нормы времени. По принятой в судостроении терминологии индексации элементов затрат труда расчетная (технически обоснованная) норма времени на каждую технологическую операцию содержит в себе следующие элементы затрат труда – время подготовительно-заключительной работы (мин.) – в целом на изделие или партии изделий; штучное время (мин.) – на все изделие. Штучное время в свою очередь состоит из времени основной и оперативной работы, включающее технологическое и вспомогательное время. При этом вспомогательное время принимается равным 15% от основного технологического времени. Штучная норма времени включает в себя:
- время обслуживания рабочего места (к оперативному времени 10%);
- время на отдых и личные надобности (к оперативному времени 10%).
Таким образом штучная норма времени может быть определена по формуле:
ТШТ = ТО + ТВ + ТОБС. + ТОТЛ.
ТШТ = ТОП ( i + α/100 – β/100), где
α, β – затраты времени на обслуживание рабочего места и личные надобности в процентах.
Иногда: ТШТ = ТОП * к, где
к – коэффициент, учитывающий затраты труда на обслуживание рабочего места и личные надобности.
к = 1,15 – 1,20.
После теоретического обобщения расчета трудоемкости производим расчет норм времени на каждую операцию, результаты оформляем таблицей 2.3.2.
На проектируемом производственном участке изготовляются следующие тонколистовые детали:
1) полоса (0,2*2,5 м; Р = (0,2+2,5)*2 = 5,4 м);
2) кница равнобокая (0,5*0,5 м; P = 500*2+30*2+665 = 1,725 м);
3) кница неравнобокая (0,5*0,8 м; P = 30*2+500+800+902 = 2,262 м).
Таблица 1.3.1 Длительность технологических операций по изготовлению тонколистовых деталей
| Номер технологической операции | Наименование технологической операции | Длительность технологической операции на 1 м длины детали, н-ч | |||
| Полоса | Кница равнобокая | Кница неравнобокая | |||
| 01 | Правка листа | 0,20 | 0,20 | 0,20 | |
| 02 | Очистка листа | 0,15 | 0,15 | 0,15 | |
| 03 | Грунтовка листа | 0,15 | 0,15 | 0,15 | |
| 04 | Разметка и маркировка | 0,19 | 0,22 | 0,22 | |
| 05 | Резка на гильотине | 0,21 | 0,34 | 0,34 | |
| 06 | Зачистка | 0,05 | 0,05 | 0,05 | |
| 07 | Правка | 0,02 | 0,02 | 0,02 | |
| 08 | Проверка | 0,03 | 0,05 | 0,05 | |
ТШК = Т*К
К = 1,2 – коэффициент, учитывающий время на отдых.
1) Полоса 1) Кница равнобокая 1) Кница неравнобокая
ТШК 01 = 0,20*1,2 = 0,24 н-ч.ТШК 01 = 0,20*1,2 = 0,24 н-ч.ТШК 01 = 0,20*1,2 = 0,24 н-ч.
ТШК 02 = 0,15*1,2 = 0,18 н-ч.ТШК 02 = 0,15*1,2 = 0,18 н-ч.ТШК 02 = 0,15*1,2 = 0,18 н-ч.
ТШК 03 = 0,15*1,2 = 0,18 н-ч.ТШК 03 = 0,15*1,2 = 0,18 н-ч.ТШК 03 = 0,15*1,2 = 0,18 н-ч.
ТШК 04 = 0,19*1,2 = 0,23 н-ч.ТШК 04 = 0,22*1,2 = 0,26 н-ч.ТШК 04 = 0,22*1,2 = 0,26 н-ч.
ТШК 05 = 0,21*1,2 = 0,25 н-ч.ТШК 05 = 0,34*1,2 = 0,41 н-ч.ТШК 05 = 0,34*1,2 = 0,41 н-ч.
ТШК 06 = 0,05*1,2 = 0,06 н-ч.ТШК 06 = 0,05*1,2 = 0,06 н-ч.ТШК 06 = 0,05*1,2 = 0,06 н-ч.
ТШК 07 = 0,02*1,2 = 0,02 н-ч.ТШК 07 = 0,02*1,2 = 0,02 н-ч.ТШК 07 = 0,02*1,2 = 0,02 н-ч.
ТШК 08 = 0,03*1,2 = 0,04 н-ч.ТШК 08 = 0,05*1,2 = 0,06 н-ч.ТШК 08 = 0,05*1,2 = 0,06 н-ч.
С учетом периметра деталей:
Т = ТШК *Р
Т01 = 0,24*5,4 = 1,30 н-ч. Т01 = 0,24*1,725 = 0,41 н-ч.Т01 = 0,24*2,262 = 0,54 н-ч.
Т02 = 0,18*5,4 = 0,97 н-ч. Т02 = 0,18*1,725 = 0,31 н-ч.Т02 = 0,18*2,262 = 0,41 н-ч.
Т03 = 0,18*5,4 = 0,97 н-ч. Т03 = 0,18*1,725 = 0,31 н-ч.Т03 = 0,18*2,262 = 0,41 н-ч.
Т04 = 0,23*5,4 = 1,24 н-ч. Т04 = 0,26*1,725 = 0,45 н-ч.Т04 = 0,26*2,262 = 0,59 н-ч.
Т05 = 0,25*5,4 = 1,35 н-ч. Т05 = 0,41*1,725 = 0,71 н-ч.Т05 = 0,41*2,262 = 0,93 н-ч.
Т06 = 0,06*5,4 = 0,32 н-ч. Т06 = 0,06*1,725 = 0,10 н-ч.Т06 = 0,06*2,262 = 0,14 н-ч.
Т07 = 0,02*5,4 = 0,11 н-ч. Т07 = 0,02*1,725 = 0,03 н-ч.Т07 = 0,02*2,262 = 0,05 н-ч.
Т08 = 0,04*5,4 = 0,22 н-ч. Т08 = 0,06*1,725 = 0,10 н-ч.Т08 = 0,06*2,262 = 0,14 н-ч.
NГОД = 1 000 шт.
Таблица 1.3.2 Затраты труда на выполнение работ по изготовлению тонколистовых деталей
| Номер технологической операции | Наименование технологической операции | Норма времени, н-ч | Трудоемкость на годовую программу, н-ч | Разряд работы |
| 01 | Правка листа | 2,25 | 2 250 | 3 |
| 02 | Очистка листа | 1,69 | 1 690 | 3 |
| 03 | Грунтовка листа | 1,69 | 1 690 | 3 |
| 04 | Разметка и маркировка | 2,28 | 2 280 | 2 |
| 05 | Резка на гильотине | 2,99 | 2 990 | 4 |
| 06 | Зачистка | 0,56 | 560 | 4 |
| 07 | Правка | 0,19 | 190 | 3 |
| 08 | Проверка | 0,46 | 460 | 3 |
| Итого | - | 12,11 | 12 110 | - |
Похожие работы

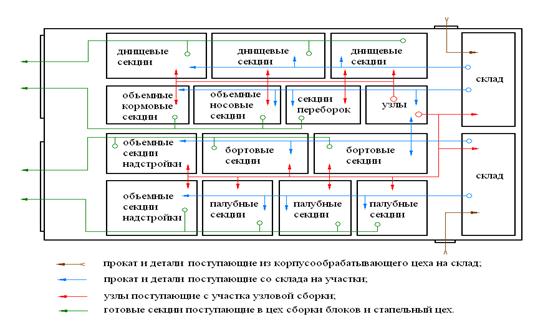
... и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей. Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха. Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также ...
... около 40 млн. руб., четыре (с капиталом в 35 млн. руб.) были основаны при участии банков, в том числе иностранных. Однако, несмотря на усиленное развитие судостроения, Россия по-прежнему оставалась крупным покупателем судов и особенно судовых механизмов, а также крупным фрахтователем иностранного топлива для перевозки экспортно-импортных товаров. Развитие судостроительной промышленности в России ...
0 комментариев