Разработка укрупненного технологического процесса выполнения работ на проектируемом производственном участке
Расчет численности персонала, обеспечивающего изготовление тонколистовых деталей
Расчет численности вспомогательных рабочих занятых на проектируемом производственном участке
Расчет количества необходимого технологического оборудования проектируемого производственного участка и анализ его загрузки
Планировка проектируемого производственного участка
Обоснование организационной структуры проектируемого производственного участка
Обоснование формы, системы оплаты труда рабочих, проектируемого участка
Навигация
Расчет количества необходимого технологического оборудования проектируемого производственного участка и анализ его загрузки
Организация изготовления деталей корпуса судна в условиях корпусообрабатывающего цеха
49003
знака
9
таблиц
1
изображение
1.5 Расчет количества необходимого технологического оборудования проектируемого производственного участка и анализ его загрузки
При расчете числа необходимого технологического оборудования принимаем во внимание то, что и при расчете численности персонала, учтем трудоемкость работ по изготовлению деталей исходя из годовой программы, календарный фонд времени, фонд времени работы оборудования.
Календарный фонд времени ТК = 365 дней. Номинальный фонд времени (ТН) равен числу рабочих дней (часов работы) оборудования в зависимости от установленного режима его работы без учета простоев.
ТН = ТК – (ТВЫХ + ТПРАЗД.) = 365 – (104 + 12) = 249 дней (по 8 часов - при односменной работе).
Фонд времени работы оборудования ТР = ТН – (ТРЕМ + ТОБСЛУЖ ), где
ТРЕМ – время простоя оборудования в технологическом ремонте, определяется по планам предупредительного ремонта.
ТОБСЛУЖ – время оперативного текущего обслуживания.
Принимаем: ТРЕМ + ТОБСЛУЖ = 30 дней.
ТР = 249 – 30 = 219 дней.
Далее рассчитываем число единиц основного оборудования по каждому виду оборудования отдельно, используя для этого формулу:
АРАСЧ i = Тi ГОД / (FЭФ* ri* КСМ)
Тi ГОД – трудоемкость работ, выполненных за 1 смену на проектируемом производственном участке на годовую программу, н-ч;
FЭФ – эффективный годовой фонд времени в одну смену, ч;
ri – численность рабочих, закрепленных за i-ым видом оборудования;
КСМ = 1 – коэффициент сменности оборудования.
FЭФ = ТН*(1- КП)
КП =0,15 – коэффициент, учитывающий перерывы на технологические остановки и ремонт.
Результаты расчета оформляем таблицей 2.5.1.
FЭФ = 249*(1-0,15) = 211,65 ч.
АРАСЧ 01 = 2250 / (211,65*2*1) = 5,315
АРАСЧ 02 = 1690 / (211,65*2*1) = 3,992
АРАСЧ 03 = 1690 / (211,65*2*1) = 3,992
АРАСЧ 04 = 2280 / (211,65*2*1) = 5,386
АРАСЧ 05 = 2990 / (211,65*2*1) = 7,063
АРАСЧ 06 = 560 / (211,65*1*1) = 2,646
АРАСЧ 07 = 190 / (211,65*1*1) = 0,898
Таблица 1.5.1. Количество необходимого оборудования и коэффициент его загрузки
| Код операции | Вид оборудования | Расчетное число единиц основного оборудования | Принятое число единиц основного оборудования | Коэффи циент загрузки оборудо вания |
| 01 | Листоправильные вальцы | 5,315 | 6 | 0,886 |
| 02 | Камера химической очистки | 3,992 | 4 | 0,998 |
| 03 | Камера грунтовки | 3,992 | 4 | 0,998 |
| 04 | Пневмокерно | 5,386 | 6 | 0,898 |
| 05 | Гильотина | 7,063 | 8 | 0,883 |
| 06 | Машинка зачистная | 2,646 | 3 | 0,882 |
| 07 | Листоправильные вальцы | 0,898 | 1 | 0,898 |
| Итого | - | 29,292 | 32 | 0,915 |
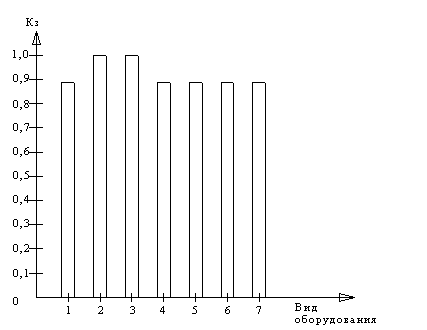
Рис. 1.5.1. Диаграмма оборудования.
Таблица количества необходимого оборудования и диаграмма оборудования показывают, что все оборудование имеет коэффициент загрузки больше, чем 0,6 что свидетельствует о хорошем распределении работ по данным направлениям.
Похожие работы

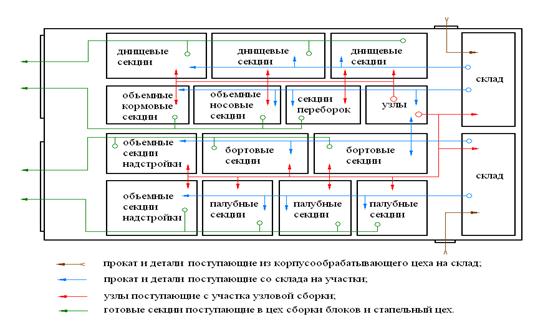
... и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей. Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха. Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также ...
... около 40 млн. руб., четыре (с капиталом в 35 млн. руб.) были основаны при участии банков, в том числе иностранных. Однако, несмотря на усиленное развитие судостроения, Россия по-прежнему оставалась крупным покупателем судов и особенно судовых механизмов, а также крупным фрахтователем иностранного топлива для перевозки экспортно-импортных товаров. Развитие судостроительной промышленности в России ...
0 комментариев