Разработка укрупненного технологического процесса выполнения работ на проектируемом производственном участке
Расчет численности персонала, обеспечивающего изготовление тонколистовых деталей
Расчет численности вспомогательных рабочих занятых на проектируемом производственном участке
Расчет количества необходимого технологического оборудования проектируемого производственного участка и анализ его загрузки
Планировка проектируемого производственного участка
Обоснование организационной структуры проектируемого производственного участка
Обоснование формы, системы оплаты труда рабочих, проектируемого участка
Навигация
Расчет численности персонала, обеспечивающего изготовление тонколистовых деталей
Организация изготовления деталей корпуса судна в условиях корпусообрабатывающего цеха
49003
знака
9
таблиц
1
изображение
1.4 Расчет численности персонала, обеспечивающего изготовление тонколистовых деталей
Персонал – все работники, учитывающиеся в списочном составе, включенные и не включенные в среднюю численность. В нашем случае рассматриваем промышленный персонал. Промышленно – производственный персонал – лица занятые основной деятельностью предприятия (изготавливающие продукцию, занятые в промышленном управлении и т.д.). В состав промышленно – производственного персонала входят:
- рабочие;
- служащие;
- другие служащие.
Рабочие обеспечивают изготовление продукции и обслуживание производства (создание нормальных условий для его эффективного функционирования). Рабочие подразделяются:
- производственные;
- вспомогательные.
Служащие – это руководители, специалисты и др.
К другим служащим относятся – служащие обеспечивающие специалистов и руководителей, копировщики чертежей и т.д. Учитывая, что численность персонала в определенной степени зависит от режима работы предприятия, характера применяемых технологических производств, условий эксплуатации технологического оборудования считаем, что режим работы основной массы рабочих – односменный. Расчет численности персонала ведем по отдельным категориям.
1.4.1 Расчет численности производственных рабочих по профессиям, занятым на проектируемом производственном участке
Расчет численности производственных рабочих
Чpi= Тi год / Вi р год
Тi год – трудоемкость по i-ой операции на годовую программу (чел.-ч)
Вi р год – годовая выработка на одного рабочего (н-ч).
Вi р год = Фр вр год* Квых*αi
Фр вр год – годовой фонд рабочего времени (час)
Квых – коэффициент, учитывающий нахождение рабочего в очередном отпуске, потери на выполнение гособязанности (Квых = 0,83)
αi – средний планируемый коэффициент выработки (αi = 1,15-1,30).
Фр вр год = Фэф год* Тсм
Фэф год – эффективный фонд рабочего времени (дни)
Тсм – продолжительность рабочей смены (Тсм = 8 час).
Фэф год = Фгод – (Фв + Фп + Фо)
Фгод = 365 дней
Фв – количество выходных дней (104 дня)
Фп – количество праздничных дней (12 дней)
Фо – количество дней очередного отпуска (52 дня).
Фэф год = 365 – (104 + 12 + 52) = 197 дней.
Фр вр год = 197*8 =1576 час.
Вi р год = 1576*0,83*1,25 = 1635 н-ч.
Чpi 01 = 2250/1635 = 1,376 чел.
Кз р i - коэффициент загрузки рабочих i-ой операции, профессии
Кзр i = Чpi / Чпрi
Кзр i 01 = 1,376/2 =0,688.
Результаты расчетов численности производственных рабочих оформляем таблицей 1.4.1.1.
Таблица 1.4.1.1. Численность рабочих по профессиям
| N П/П | Наименование технологической операции | Трудоемкость на годовую программу, н-ч | Наименование профессии | Расчетная численность рабочих, Чpi | Принятая численность рабочих, Чпрi | Коэффициент загрузк рабочих Кз р i |
| 01 | Правка листа | 2 250 | Гибщик | 1,376 | 2 | 0,688 |
| 02 | Очистка листа | 1 690 | Маляр | 1,034 | 2 | 0,517 |
| 03 | Грунтовка листа | 1 690 | Маляр | 1,034 | 2 | 0,517 |
| 04 | Разметка и маркировка | 2 280 | Размет чик | 1,394 | 2 | 0,697 |
| 05 | Резка на гильотине | 2 990 | Резчик | 1,829 | 2 | 0,915 |
| 06 | Зачистка | 560 | Рубщик | 0,343 | 1 | 0,343 |
| 07 | Правка | 190 | Гибщик | 0,116 | 1 | 0,116 |
| 08 | Проверка | 460 | Провер щик | 0,281 | 1 | 0,281 |
| Итого | - | 12 110 | - | 7,407 | 13 | 0,570 |
Рассчитываем средний коэффициент загрузки рабочих
Кзр i = (Кзр i1 + Кзр i2 + Кзр i3) / n
n – число технологических операций
Кз р i = (0,688 + 0,517 + 0,517 + 0,697 + 0,915 + 0,343 + 0,116 + 0,281) / 8 = 0,509.
Коэффициент Кз р i = 0,509 мал, но без рабочих этих профессий участок функционировать не может. Что касается полной загрузки рабочих, то в этом случае осуществляется маневр рабочих по отдельным профессиям с учетом их загрузки другими работами. Например гибщик осуществляющий правку выполняет и гибку, т.к. он не загружен работой по правке.
Похожие работы

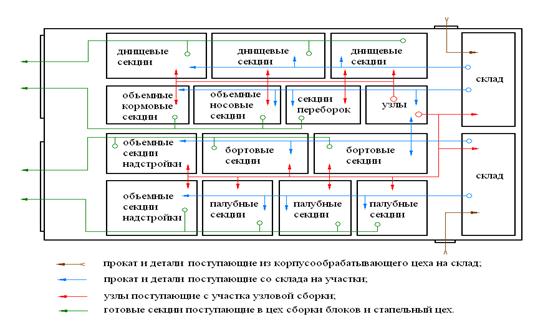
... и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей. Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха. Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также ...
... около 40 млн. руб., четыре (с капиталом в 35 млн. руб.) были основаны при участии банков, в том числе иностранных. Однако, несмотря на усиленное развитие судостроения, Россия по-прежнему оставалась крупным покупателем судов и особенно судовых механизмов, а также крупным фрахтователем иностранного топлива для перевозки экспортно-импортных товаров. Развитие судостроительной промышленности в России ...
0 комментариев