ИЗГОТОВЛЕНИЕ ОДЕЖДЫ ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ
Изготовление изделий с одной примеркой
Изготовление изделий с двумя примерками
Характеристика тканей на предстоящий сезон
Технические условия на раскрой
Проектирование деталей одежды с использованием САПР «Ассоль»
Окончательная отделка пальто
ОХРАНА ТРУДА НА ПРЕДПРИЯТИИ
Навигация
Окончательная отделка пальто
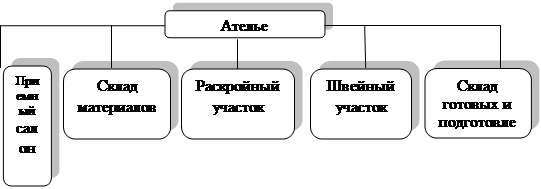
Организация изготовления одежды по индивидуальным заказам
58787
знаков
14
таблиц
2
изображения
4.5 Окончательная отделка пальто
К окончательной отделке изделий относят изготовление петель, пришивание пуговиц, чистку и влажно-тепловую обработку.
Петли в изделиях из любых тканей и трикотажных полотен обметывают на спецмашинах.
Правильно выполненная влажно-тепловая обработка изделия перед соединением его с подкладкой сокращает работу по окончательной утюжильной обработке пальто и сводится к приутюживанию плечевых швов, окатов рукавов и самих рукавов и подкладки. Приутюживание выполняют по лицевой стороне утюгом через увлажненный проутюжильник.
Пуговицы различают двух видов: для застегивания и для отделки. Пуговицы пришивают по разметке в соответствии с расположением петель. Пуговицы пришивают вручную х/б нитками №10-30, подбирая их по цвету ткани для пуговиц с ушком и по цвету пуговиц для пуговиц со сквозным отверстием. Пришивание пуговиц выполняют вдвое сложенной ниткой.
5. ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
ПО «ПРОМШВЕЙМАШ» 31-12+3; 31-13+3; 31-32+3; 31-33+3
Предназначены для выполнения стачивающих операций при изготовлении одежды из средних и средне-тяжелых тканей. Оснащены фрикционным электроприводом.
При выполнении на одной машине швов разных ширин применяют откидные одно- или двухрожковые направляющие линейки (рис. 5.1. а, б). направляющие линейки целесообразно применять при стачивании пальтовых и костюмных тканей, когда бортик линейки служит не только ориентиром, но и ограничителем ширины шва.
а, б- направляющие линейки;
в, г- стачивающие строчки настрочного и запошивочного швов, линейка и лапка для их выполнения
ПО «ПРОМШВЕЙМАШ» 31-32+3+300
Предназначена для стачивания пояса женского пальто, плаща, оснащена специальным приспособлением для формовки заготовки, обеспечивающим высокое качество выполнения операции.
212-150105 Е 112 «Дюркопп» (Германия) - одноигольная стачивающая машина с механизмом останова иглы в заданном положении, отклоняющейся иглой, автоматическим подъемом лапки и обрезкой ниток (челночная, 4 мм, 5000 об/мин).
ЯМАТО/АОМЗ (Азовский оптико-механический завод) АZ 8003Н – 04 DF:
- количество ниток - 3;
- ширина обметки - 3,5-4,5;
- назначение - краеобметывание.
ООО «ФИРМА ШВЕЙМАШ» HF-60S – сабельная резальная машина:
- макс. высота раскроя - 60 мм.;
- напряжение (част. тока 50 Гц) - 220 В;
- мощность двигателя - 120 Вт;
- вес машины - 3,2 кг.
Cs-371-RMH-1+12-36А «Паннония» - пресс специальный для дублирования деталей одежды (28 кПа, 130-1500С, 60 с).
Машина – полуавтомат 525 А кл. – челночного стежка предназначена для изготовления прямых петель с закрепками на концах и прорезания ткани после обметывания петли. Длина петли регулируется от 9 до 24 мм.
Машина – полуавтомат 73401-Р3 (ЧССР) – загзагообразная двухниточная цепная строчка. Длина петли с поперечной закрепкой 13-35 мм, без закрепки – 10-50 мм; ширина обметки кромок 2-4 мм, ширина петли до 8 мм.
6. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ НА ИЗГОТОВЛЕНИЕ ШВЕЙНЫХ ИЗДЕЛИЙ
При изготовлении изделий применяют следующую нормативно-техническую документацию:
ГОСТ 17037-85 «Изделия швейные и трикотажные. Термины и определения».
ГОСТ 12807-79 «Изделия швейные. Классификация стежков, строчек и швов».
ГОСТ 25295-91. Одежда верхняя пальтово - костюмного ассортимента. Общие технические условия.
ИНСТРУКЦИЯ. Технические требования к соединениям деталей швейных изделий. ЦНИИТЭИлегпром, Москва-1991 г.
ОСТ 17771-78 «Изделия швейные бытового назначения. Классификация».
Необходимым документом при изготовлении изделия являются технические условия, которые разрабатываются на определенную модель.
Технические условия включают в себя следующие разделы: зарисовку моделей; описание внешнего вида модели; технические требования к обработке изделия; перечень рекомендуемых материалов; перечень деталей кроя; данные измерения изделия и лекал; правила приемки, маркировки, упаковки, хранения и транспортирования изделия перечень нормативно-технической документации.
Технические условия на изготовление модели разрабатываются на основе действующей нормативно-технической документации, включающей перечисленные выше государственные стандарты.
7. КАЧЕСТВО ПРОДУКЦИИ
Качество – это совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Система управления качеством – мастер-технолог (при сдаче продукции) – бригадир (пооперационно).
Изделие на подкладке должно быть изготовлено с прокладкой в борта, воротник, низ рукавов, шлицу. При клеевом способе соединения деталей прокладок с верхом изделия дополнительный слой прокладки не применяют.
Клеевые соединения в деталях одежды должны соответствовать следующим показателям качества:
1) товарный внешний вид (приятные ощущения на ощупь, отсутствие лас, «пузырей», пролеганий, заломов, заминов на лицевой стороне основных материалов; отсутствие проникновения клеевого вещества на лицевую сторону основного материала, высокая формоустойчивость);
2) прочность (на расслаивание), жесткость, эластичность, драпируемость, несминаемость, воздухопроницаемость, устойчивость к действию воды (стиркам или замачиванию), к химической чистке, светопогоде, старению.
В изделии из осыпающей ткани с отлетной подкладкой все срезы открытых швов верха должны быть обметаны, окантованы, застрочены швом вподгибку или обработаны запошивочным швом. Срезы подкладки, в том числе подкладки карманов, внутренние срезы бортовой прокладки должны быть обметаны.
В изделие из тонких тканей с повышенным содержанием синтетических волокон прокладывают по края борта полоску х/б ткани (бязь, коленкор).
Все дефекты, встречающиеся в одежде, делятся на три вида: дефекты тканей (текстильные пороки), конструктивные дефекты и дефекты технологической обработки.
Дефекты тканей возникают при прядении нитей, ткачестве и отделке тканей.
Конструктивные дефекты являются результатом неправильно снятых мерок, неточного кроя, ошибок, допущенных в конструкции изделия. Конструктивные дефекты могут быть причиной неправильной посадки изделия на фигуре.
Дефекты технологической обработки возникают в результате нарушения технических условий обработки (изменение ширины швов, частоты строчек и т.д.), нарушения приемов и режимов влажно-тепловой обработки, небрежного обращения с изделием (пятна, разрезы, затяжки и др.) и т.д.
Проверяют соответствие размеров деталей изделия табелю измерений (табл. 7.1.).
Таблица 7.1. Предельные отклонения от номинального размера в изделии
| Наименование основного измерения | Отклонение |
| Длина спинки, полочки | ±1 |
| Ширина спинки | ±0,5 |
| Ширина изделия на уровне глубины проймы | ±1 |
| Длина рукава втачного | ±1 |
| Длина воротника (в изделиях с застежкой до верху) | ±0,5 |
Качество изделий контролируют на столе с горизонтальной поверхностью. Кроме того, качество верхней одежды с бортами и застежкой до низа контролируют на манекенах.
При проверке качества изделия контролируют следующие параметры:
- симметричность формы и расположения парных деталей;
- ровноту краев деталей;
- качество обработки канта обтачных деталей;
- качество стежков, строчек и швов;
- прочность внутреннего крепления деталей;
- качество клеевого соединения;
- правильность обработки застежки;
- правильность применения допусков при раскрое;
- качество обработки срезов;
- наличие внешних дефектов ткани – местных и распространенных;
- качество ВТО.
Дефекты отмечают меловыми условными обозначениями, указанными в табл. 7.2.
Таблица 7.2. Условные обозначения дефектов в готовом виде
| Дефект | Описание условного обозначения | Графическое изображение |
| Отсутствие закрепки, строчки или видна бортовая прокладка в петлях | Две перекрещивающиеся линии | |
| Искривление края шва, строчки или рисунка | Волнистая линия вдоль искривленного края | |
| Деталь укорочена | Перечеркнутая прямая линия, проведенная от края детали на расстоянии, равном величине укорочения | |
| Деталь длинна | Прямая линия, проведенная от края детали на расстоянии, равном величине удлинения | |
| Неодинаковая ширина деталей (клапаны, листочки), неодинаковое расстояние между петлями, неодинаковая ширина канта и т.п. | Прямая и волнистая линии | |
| Затянута основная ткань (лацкан, воротник) | Стрелка в направлении линии натяжения | |
| Затянута подкладка | Двусторонняя стрелка по линии натяжения | |
| Видна подкладка с лицевой стороны изделия | Край низа детали перечеркнут несколькими прямыми короткими долевыми линиями | |
| Пятно, подпал или текстильный дефект | Окружность, размер которой зависит от величины порока | |
| Перекосы | Короткие прямые наклонные параллельные линии | |
| Петлеобразная строчка | Штриховая линия | |
| Несовпадение рисунка | Горизонтальная прямая с непересекающими ее вертикальными линиями | |
| Пропуск в строчках | Треугольник | |
| Расхождение или заход одной полочки на другую или одной части шлицы спинки на другую | Расхождение деталей обозначается углом, обращенным вершиной вверх; заход деталей – углом, обращенным вершиной вниз | |
| Недостаточное сутюживание в концах вытачек, кармана и др. | Несколько параллельных дугообразных линий | |
| Плохо приутюжены край детали, узел или часть его | Стрелка, перпендикулярная прямой линии |
Обеспечение заданного уровня качества достигается конструкторско-технологической подготовкой производства, проектированием изделий с учетом современной моды и индивидуальных особенностей заказчиков, высоким уровнем обслуживания, повышением квалификации кадров, стандартизацией, внедрением прогрессивной техники, технологии и организации производства.
Похожие работы
ь проектирование производственных участков предприятия, и начать с определения исходных данных. 2 Определение исходных данных для расчета производственных участков Подготовка производства одежды по индивидуальным заказам предшествует основным процессам производства. Основным исходным данным для проектирования технологического процесса подготовки и раскроя материалов является объем ...
... 2 Определение исходных данных для расчета производственных участков. Основными исходными данными для расчета всех цехов и участков являются суточный выпуск изделий, на основании которого составляется потребность материалов. Для швейного предприятия, работающего по индивидуальным заказам характерно следующее распределение в процентном соотношении по видам услуг: 75% - индивидуальные заказы; ...
... рождёнными блестящими, абсолютно матовыми или металлизированными поверхностями. 1.2 Техническое описание модели Модель представленная в данном курсовом проекте представляет собой костюм женский классического стиля с элементами романтики, состоящая из жакета полуприлегающего силуэта и зауженной к низу юбки. Костюм выполнен из белой штруксовой ткани. Жакет полуприлегающего силуэта втачного ...





... . 2. Разработка художественного образа проектируемой коллекции 2.1 Композиционное решение проектируемой коллекции В данном разделе будет описано композиционное решение проектируемой коллекции, созданной по мотивам творчества Сальвадор Дали. Коллекция строится на основе базовой формы, геометрический вид «песочные часы». Проектируемая коллекция строится по принципу развития кроя и декора ...
0 комментариев