Навигация
Организация однопредметной поточной линии
20272
знака
8
таблиц
2
изображения
Министерство науки и образования
Российской Федерации
Северо-Западный государственный заочный технический университет
Курсовой проект
Основы организации производства и менеджмента.
Организация однопредметной поточной линии.
Вариант №7
Факультет: Машиностроение
Группа: Технология машиностроения, 5 курс ОЗФО
Студент: Калинин Александр Дмитриевич
Руководитель: Булкин Борис Ефимович
г. Великие Луки
2010 г.
Задание
Требуется разработать однопредметную поточную линию для изготовления детали Корпус. Годовая программа выпуска N=196160 шт. Вид заготовки – отливка. Учитываемый процент отсева деталей на отладку технологического процесса и проведение предусмотренных техническими условиями испытаний, b = 5 %. Режим работы участка (сменность работы поточной линии), s = 1. Планируемые затраты времени на ремонт технологического оборудования, f = 7%. Масса детали — 1,7 кг. Масса заготовки — 2,38 кг. Материал детали — сталь 30. Технологический процесс обработки детали в виде перечня технологических операций с указанием используемого оборудования и технических норм времени представлен в таблице 1.
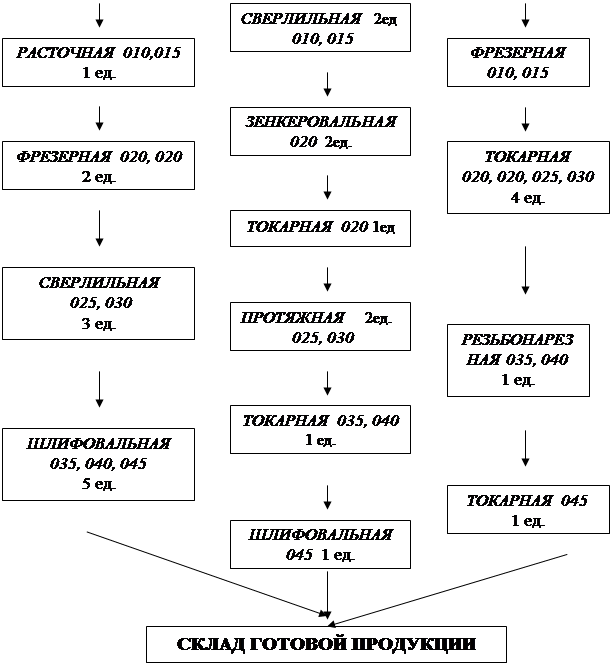
Таблица 1. Технологический процесс обработки детали.
| № опе-рации | Наименование операции | Тип обору-дования | Норма времени, мин | Тпз | Разряд работ | |
| штучная | машинно-автомат. | |||||
| 1 | Револьверная | 1336 | 3,20 | 0,66 | 32 | III |
| 2 | Револьверная | 1336 | 4,58 | 0,88 | 32 | III |
| 3 | Сверлильная | НС-12 | 0,99 | 0,17 | 12 | II |
| 4 | Фрезерная | 6П82Г | 0,61 | 0,18 | 23 | II |
| 5 | Фрезерная | 6П82Г | 0,76 | 0,32 | 20 | II |
| 6 | Фрезерная | 6Н12П | 1,58 | 1,08 | 20 | II |
| 7 | Фрезерная | 6Н12П | 0,52 | 0,10 | 18 | II |
| 8 | Сверлильная | 2А125 | 1,00 | 0,25 | 12 | II |
| 9 | Сверлильная | 2135 | 1,25 | 0,14 | 12 | II |
| 10 | Резьбонарезание | ТР-3 | 0,44 | 0,08 | 17 | III |
| 11 | Резьбонарезание | ТР-3 | 0,89 | 0,10 | 17 | III |
1. Расчет такта выпуска детали
Такт выпуска детали, т.е. промежуток времени между выпуском (или запуском) двух следующих друг за другом деталей, рассчитаем по формуле:
r = Fэ/N3,
где Fэ – эффективный (действительный) фонд времени работы оборудования поточной линии в планируемом периоде;
N3 – количество деталей, подлежащих запуску в производство за этот период(календарный год).
Программа запуска изделий N3 обычно превышает программу выпуска Nэ в связи с их отсевом на отладку технологического процесса и на провидение испытаний, определяемых техническими условиями на приемку продукции заказчиком. Поэтому:
Nз = 100·N/(100 – b) = 100·196160/(100 – 7) = 206484 шт.
где b = 7% – отсев изделий по указанным выше причинам.
Эффективный фонд времени работы оборудования определим на основе номинального FН. А последний равен произведению числа рабочих дней в году (их примерно 250) на число смен s (указанно в задании) и на продолжительность смены (480 мин), т.е.
FН = 250·480·s.
Эффективный фонд Fэ меньше номинального в связи с целодневным и внутрисменными простоями оборудования. Первые обусловлены простоями в ремонте. Их величина указана в задании (% от FН).
Тогда,
Fэ = 250·480·s·(1 – f/100) = 250·480·1·(1 – 7/100) = 111600 мин.
r = Fэ/N3 = 111600/206484 = 0,54 мин/шт.
Похожие работы
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
... предприятия на основе применения вышеуказанных направлений совершенствования организации производства. Задачи курсового проектирования: - разработать проект организации цеха; - выбрать форму организации производства; - рассчитать производственную программу выпуска изделий; - определить необходимое количество оборудования и основных производственных рабочих; - определить ...
обходимо выполнить расчеты по отдельным вопросам организации и планирования производства проектируемой поточной линии, экономически обосновать технологические и организационные решения производства детали. Исходя из технологического процесса и применяемого оборудования, обосновывается выбор непрерывно- или прерывно-поточной однопредметной линии механической обработки. 1 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ...
... . Условие не выполняется, так как не на всех операциях достигается одинаковая производительность, следовательно, поточная линия считается не синхронизированной. 5. Выбор транспортных средств и планировка поточной линии Организация поточной линии всегда связана с выбором средств межоперационного транспорта. При проектировании и организации поточных линий к важнейшим расчетным ...
0 комментариев