Навигация
Построение графика работы поточной линии
20272
знака
8
таблиц
2
изображения
4. Построение графика работы поточной линии
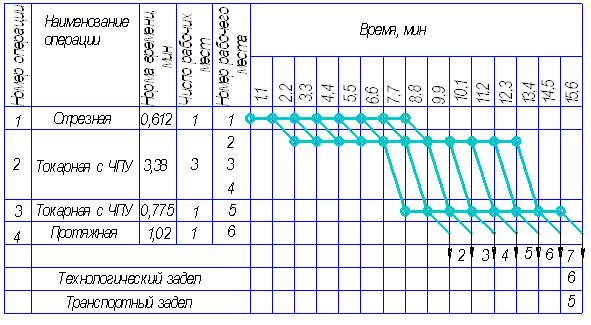
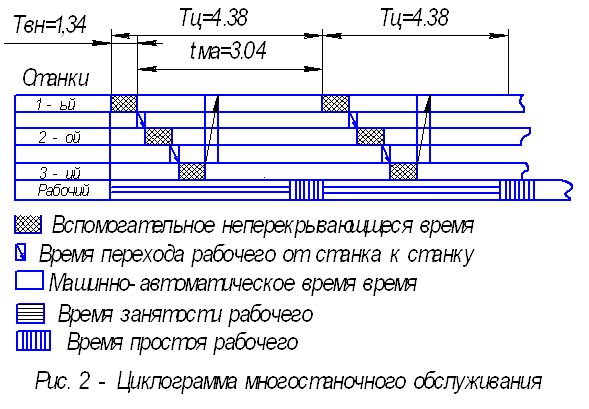
График работы ППЛ составляем на фиксированный отрезок времени, через который установленный порядок выполнения работ на рабочих местах повторяется. Этот отрезок времени называется периодом обслуживания линии. Принимаем равным одной смене. На рисунке 2 представлен график работы.
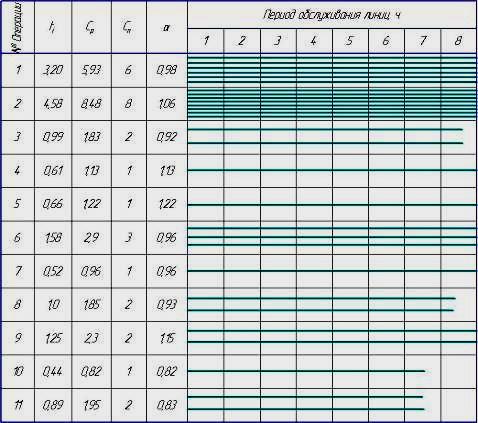
Рисунок 2 — График работы линии.
5. Расчет заделов на поточной линии
Незавершенное производство на поточной линии в натуральном выражении – это совокупность внутрилинейных заделов (технологического, оборотного и страхового). Их создание поддержание на определенном уровне является условием бесперебойной работы поточной линии. Вот почему надо точно знать минимально необходимые (нормативные) размеры этих заделов.
Технологический задел образуют предметы труда, находящиеся в каждый данный момент времени непосредственно в работе, в процессе выполнения над ними технологических операций. Количество таких предметов как минимум равно числу рабочих мест на линии. Транспортный задел – это те объекты производства, которые находятся в процессе их транспортирования на очередную операцию, т.е. на несущей части распределительного конвейера. Общее их количество равно отношению длины несущей части Lн![]() к шагу разметки lo. При передаче транспортными партиями (pшт) размер транспортного задела соответственно увеличивается (Lн
к шагу разметки lo. При передаче транспортными партиями (pшт) размер транспортного задела соответственно увеличивается (Lн![]() / lо).
/ lо).
Упрощенно транспортный задел каждой отдельной операции определяем по формуле
z = ci![]() ·Lн / (clо ),
·Lн / (clо ),
где ci c – соответственно число рабочих мест на i-й операции и на линии в целом, ![]() =1 — передаточная партия.
=1 — передаточная партия.
Z1 = (6·1·36)/(29·1)=7,5 принимаем 7 шт.
Z2 = (8·1·36)/(29·1)=9,9 принимаем 10 шт.
Z3 = (2·1·36)/(29·1)=2,5 принимаем 2 шт.
Z4 = (1·1·36)/(29·1)=1,24 принимаем 1 шт.
Z5 = (1·1·36)/(29·1)=1,24 принимаем 1 шт.
Z6 = (3·1·36)/(29·1)=3,7 принимаем 4 шт.
Z7 = (1·1·36)/(29·1)=1,24 принимаем 1 шт.
Z8 = (2·1·36)/(29·1)=2,5 принимаем 3 шт.
Z9 = (2·1·36)/(29·1)=2,5 принимаем 3 шт.
Z10 = (1·1·36)/(29·1)=1,24 принимаем 1 шт.
Z11 = (2·1·36)/(29·1)=2,5 принимаем 3шт.
Страховой задел создается для предупреждения простоев на линии по непредвиденным причинам (поломка инструмента внезапный отказ оборудования, нарушение наладки приспособления или станка, влекущие за собой появление брака на той или иной операции, и пр.). Если на некоторой i-й операции произошел сбой в работе (отказ), то он является причиной вынужденных простоев на всех последующих операциях в течение времени, которое потребуется для устранения причин отказа. Эти простои могут быть исключены, если заранее создать запас деталей, прошедших i-ю операцию, т.е .страховой задел. Он может храниться как на i-й, так и на (i+1) операциях.
Размер страхового задела zс на данной операции зависит от того, на какое время Tс надо «застраховать» линию от простоев по случайным обстоятельством, т.е. zс = Tс/r . Время Тс на этих операциях выбираем в пределах 45…60 мин.
Выбираем операции №4, 5 и 7.
Тогда, Zс=45/0,54 = 83 шт.- страховой задел.
6. Численность основных рабочих.
Расчет численности основных рабочих (операторов) на поточной линии начинаем с выявления потребности в рабочих по каждой профессии и квалификации, а затем уже с учетом возможного совмещения профессий найдем общую их численность.
Для каждой j-й профессии определяем объем работ Qj на годовую программу выпуска продукции как произведение Nз·tj – трудоемкость детали по j-му виду работ (профессий). Она представляет собой сумму норм штучного времени по операциям, выполняемым рабочими j-й профессии. Поскольку объем выражается в нормо-часах (н.-ч), а норма штучного времени дается в минутах, то окончательно имеем :
Qj= 1/60·Nз·tj.
Q1 = 1/60·206484·3,20=11013 н.-ч;
Q 2= 1/60·206484·4,58=15762 н.-ч;
Q 3= 1/60·206484·0,99=3407 н.-ч;
Q4 = 1/60·206484·0,61=2099 н.-ч;
Q5 = 1/60·206484·0,66=12271 н.-ч;
Q6 = 1/60·206484·1,58=5437 н.-ч;
Q7 = 1/60·206484·0,52=1789 н.-ч;
Q8 = 1/60·206484·1,0=3441 н.-ч;
Q9 = 1/60·206484·1,25=4302 н.-ч;
Q10 = 1/60·206484·0,44=1514 н.-ч;
Q11 = 1/60·206484·0,89=3063 н.-ч;
Далее определяем годовой бюджет рабочего времени Fб среднесписочного рабочего, равный номинальному фонду рабочего времени в году, за вычетом времени, связанного с невыходами рабочего на работу по различным причинам. Назовем его нерабочим временем. К нему относится время очередных и дополнительных отпусков, отпусков по беременности и родам, перерывы на кормление детей, льготные часы для подростков.
Принимаем удельный вес различных видов нерабочего времени в номинальном годовом бюджете рабочего времени представлены в таблице 4:
Таблица 4. Бюджет времени одного рабочего на год
| Календарный фонд времени, в днях | 365 |
| Нерабочих дней, всего | 110 |
| в том числе | |
| – праздничных | 6 |
| – выходных | 104 |
| Номинальное число рабочих дней | 255 |
| Нерабочие дни в % от номинального фонда времени : | |
| – отпуска очередные : | 6 |
| – отпуска дополнительные | 1,7 |
| – отпуска по беременности и родам | 1 |
| – выполнение государственных обязанностей | 0,3 |
| – отпуск по болезни | 3 |
Fб = 255-[255(6+1,7+1+0,3+3)/100] = 224,4 дня = 1795 часов.
Расчетное число рабочих Pjpj-й профессии в общем случае определяем по формуле :
Pjp = Qj/(Kн·Fб),
где Kн=1– коэффициент выполнения рабочими норм выработки.
P1Р = 11013/(1,0·1795) = 6,14;
P2Р = 15762/(1,0·1795) = 8,79;
P3Р = 3407/(1,0·1795) = 1,9;
P4Р = 2099/(1,0·1795) = 1,17;
P5Р = 2271/(1,0·1795) = 1,27;
P6Р = 5437,4/(1,0·1795) = 3,03;
P7Р = 1789,6/(1,0·1795) = 0,99;
P8Р = 3441,4/(1,0·1795) = 1,92;
P9Р = 4301,8/(1,0·1795) = 2,4;
P10Р = 1514/(1,0·1795) = 0,84;
P11Р = 3063/(1,0·1795) = 1,7.
Общее число рабочих:
Токарей 6,14+8,79=14,93.
Фрезеровщиков 1,17+1,27+3,03+0,99 = 6,46.
Сверловщик 1,9+1,92+2,4+=6,22.
Резьбонарезчиков 0,84+1,7=2,54.
Окончательно принимаем:
Токарей Ш разряда — 15 человек.
Фрезеровщиков II разряда — 6 человек.
Сверловщиков II разряда — 6 человек.
Резьбонарезчиков III разряда — 3 человек, один с из них с совмещением профессии фрезеровщика II разряда.
Общая численность рабочих — 30 человек.
График работы линии позволяет установить явочное число рабочих, Ря, которые ежедневно должны выходить на работу. Естественно, что списочное число рабочих Рс больше явочного, так как часть рабочих не выходит на работу по различным причинам (отпуск, болезни и пр.). Между списочным и явочным числом рабочих при двухсменной работе линии должно соблюдаться вполне определенное соотношение, вытекающее из очевидного равенства :
Ря·Fэ/2 = Рс·Fб.
Левая часть равенства – это объем работ, который должны выполнять ежечасно присутствующие на работе рабочие на протяжении года, а правая – объем работ, который могут выполнять все рабочие линии в течение года с учетом нерабочего времени. Отсюда списочное число рабочих при данном явочном :
Рс = Ря ·Fэ/Fб
Рс = 29·111600/107712=30
Определяем объем дополнительных (нелинейных) работ для достижения полной их занятости:
Qд = (Рс – Рр)·Fб = (30-28,98)·107700=109854 н.-ч;
где Рр – расчетное число рабочих на линии, полученное путем сложения расчетного числа рабочих по каждой профессии в соответствии с объемом работ.
Средний разряд дополнительных работ — II.
Похожие работы
... в России асбестоцементных изделий и использует в своей работе для изготовления деталей крепления муфт труб однопредметные прерывно-поточные линии. Перспективы развития ОАО «Белгородасбестоцемент» напрямую связаны с приоритетными направлениями деятельности основного производства. Поставленные задачи развития ОАО «БЕЛАЦИ» в будущей деятельности требуют совершенствования производства, повышения ...
... предприятия на основе применения вышеуказанных направлений совершенствования организации производства. Задачи курсового проектирования: - разработать проект организации цеха; - выбрать форму организации производства; - рассчитать производственную программу выпуска изделий; - определить необходимое количество оборудования и основных производственных рабочих; - определить ...
обходимо выполнить расчеты по отдельным вопросам организации и планирования производства проектируемой поточной линии, экономически обосновать технологические и организационные решения производства детали. Исходя из технологического процесса и применяемого оборудования, обосновывается выбор непрерывно- или прерывно-поточной однопредметной линии механической обработки. 1 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ...
... . Условие не выполняется, так как не на всех операциях достигается одинаковая производительность, следовательно, поточная линия считается не синхронизированной. 5. Выбор транспортных средств и планировка поточной линии Организация поточной линии всегда связана с выбором средств межоперационного транспорта. При проектировании и организации поточных линий к важнейшим расчетным ...
0 комментариев