Навигация
Приспособления для автоматических производств
10248
знаков
0
таблиц
5
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТОЛЬЯТТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
КАФЕДРА “ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ”
КУРСОВАЯ РАБОТА ПО ТЕМЕ
“Приспособления для автоматических производств”
Студент Быков Р.Н.
Группа М-501
Преподаватель Николаев С.В.
ТОЛЬЯТТИ 2003
Тольяттинский государственный университет
Кафедра «Технология машиностроения»
Задание
На курсовое проектирование по приспособлениям для автоматических производств.
Вариант 3
1. Содержание расчетно-пояснительной записки проекта
Введение
1. Расчет и проектирование универсально-сборного станочного приспособления
1.1 Сбор исходных данных
1.2 Расчет сил резания
1.3 Расчет усилия зажима
1.4 Расчет зажимного механизма
1.5 Описание конструкции приспособления
2. Решение задач по расчету точности элементов приспособления
3. Описание конструкции вспомогательного инструмента
Литература
Перечень графического материала
Компоновочная схема приспособления УСП – 0,5 А1
Рабочий чертеж вспомогательного инструмента – 0,5 А1
Срок сдачи 30 декабря 2003 года
Студент Быков Р.Н.
Группа М-501
Преподаватель Николаев С.В.
Тольятти 2003
Содержание
Введение
1. Расчет и проектирование универсально-сборного станочного приспособления
1.1 Сбор исходных данных
1.2 Расчет сил резания
1.3 Расчет усилия зажима
1.4 Расчет зажимного механизма
1.5 Описание конструкции приспособления
2. Решение задач по расчету точности элементов приспособления
3. Описание конструкции вспомогательного инструмента
Литература
Приложения
Введение
Мы живем во время рыночной экономики, порождающей высочайшую конкуренцию среди предприятий и фирм. И в этой сумасшедшей гонке за потребителями и прибылью выживут лишь те предприятия, которые смогут быстро и качественно выпускать новые изделия, требуемые рынком в определенные моменты времени.
Поэтому предприятия должны быть оснащены быстропереналаживаемым оборудованием (станки с ЧПУ) и оснасткой. Быстропереналаживаемая оснастка – комплекты элементов, из которых за небольшой промежуток времени можно собрать приспособление, которое позволит с требуемой точностью установить и обработать заготовку.
Поэтому целью данной курсовой работы является овладение навыками проектирования универсально-сборных приспособлений, расчета точности обработки операций и составления рабочего чертежа вспомогательного инструмента.
1. Расчет и проектирование универсально-сборного станочного приспособления
1.1 Сбор исходных данных
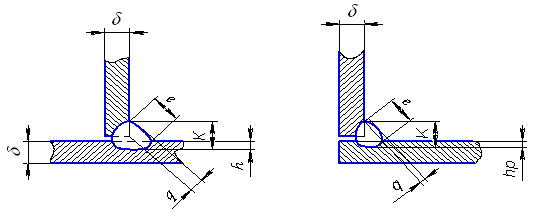
Технологический переход. Фрезеровать пов. 1 корпуса, выдерживая размер 45-0,3 мм (операционный эскиз рис.1.1).
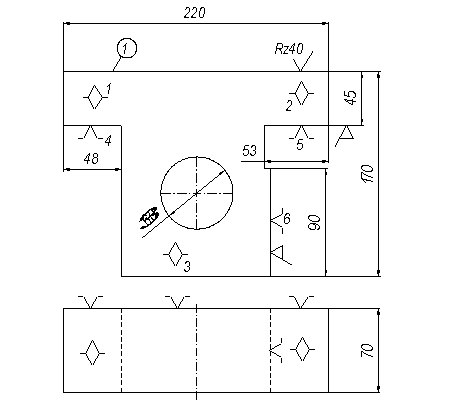
Рис.1.1 Операционный эскиз
Вид и материал заготовки – отливка из чугуна СЧ18, НВ200. режущий инструмент – фреза дисковая двусторонняя со вставными ножами твердого сплава по ГОСТ 6469-69. Наружный диаметр – 100 мм, число ножей – 8 [1].
Режимы резания:
Глубина резания – t=0,3мм
Подача на зуб Sz=0,125мм/зуб
Скорость резания V=251м/мин
Частота вращения шпинделя n=800об/мин
Стойкость инструмента Т=180мин
Станок – горизонтально-фрезерный 6Р82Г с размерами стола 320![]() 1250, мощность электродвигателя N=1,5кВт, частота вращения шпинделя 31,5-1600, подача стола Sм=25-1250мм/мин [1]
1250, мощность электродвигателя N=1,5кВт, частота вращения шпинделя 31,5-1600, подача стола Sм=25-1250мм/мин [1]
Тип приспособления – УСП с ручным зажимом
1.2 Расчет сил резания
Составляющую Рz рассчитываем по эмпирической формуле [1]:
![]() (1.1)
(1.1)
А составляющие Рy, Рv, Рh определяем из соотношений [1]:
Рy=0,35Рz=0,35·789=276Н, (1.2)
Рv=0,9Рz=0,9·789=710Н, (1.3)
Рh=0,35Рz=0,35·789=276Н (1.4)
1.3 Расчет усилия зажима
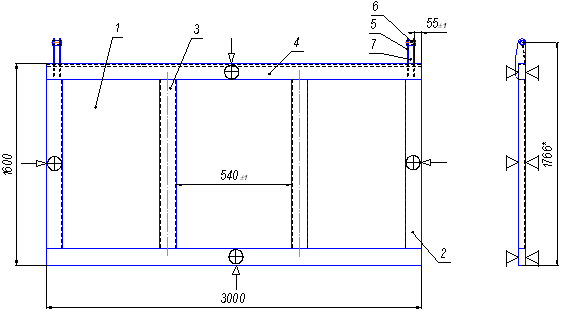
Схема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования, и схему составляющих сил резания для наихудшего случая их расположения, представлена на рис.1.2.
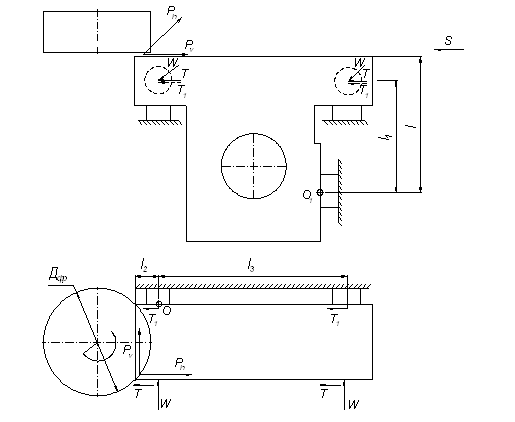
Рис.1.2 Схема закрепления заготовки
При расположении зуба фрезы в точке В горизонтальная сила стремится развернуть заготовку относительно точки О1,создавая момент, равный М`р= Рh·l.
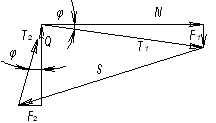
Повороту заготовки препятствуют силы трения Т и Т1, возникающие за счет прижима заготовки к опорам силами зажима. Момент закрепления будет составлять:
М`З=2(Т+Т1)l1=2(Wf1+Wf2)l1=2W(f1+ f2)l1 (1.5)
где f1 и f2 – коэффициенты трения в контакте опор и прижимов с заготовкой [2].
Приравнивая М`р и М`З и введя коэффициент запаса К, получим формулу для расчета сил зажима:
![]() (1.6)
(1.6)
где К – коэффициент запаса [2].
Аналогичным образом определяем величины сил зажима, необходимых для удержания заготовки от опрокидывания относительно точки О под действием силы Рv:
![]() (1.7)
(1.7)
Рассчитаем коэффициент запаса [2]:
![]() (1.8)
(1.8)
где К0 – гарантированный коэффициент запаса,
К1 – коэффициент, учитывающий вид обработки (чистовая)
К2 – коэффициент, учитывающий увеличение сил резания вследствие затупления инструмента
К3 – коэффициент, учитывающий вид обработки (фрезерование)
К4 – коэффициент, учитывающий постоянство сил зажима
К5 – коэффициент, учитывающий удобство закрепления
К6 – коэффициент, учитывающий наличие опрокидывающих моментов при установке на опоры
Принимая f=0,12, рассчитаем силы зажима:
![]() Н (1.6)
Н (1.6)
![]() Н (1.7)
Н (1.7)
Для дальнейших расчетов принимаем наибольшее значение ![]() Н
Н
Похожие работы
... . Кулачки, которые управляют открытием и закрытием захватов, должны быть оптимально отрегулированы по циклу с учётом ускорения и инерционных сил. 2. Приспособление для притира корпусных отверстий в листовой печатной машине Planeta - Variant Р44-3 2.1 Конструкция приспособления Сборочный чертеж приспособления представлен в виде графической части на формате А1. Приспособление состоит из ...
... только лицам, прошедшим инструктаж. 3.2 Требования безопасности при ТО и ремонте Рабочее место для дефектации деталей кривошипно-шатунного механизма трактора располагается на учебном полигоне. Возможные опасные факторы: - опасность механического травмирования инструментами, приспособлениями, тяжелыми деталями кривошипно-шатунного механизма, такие как коленчатый вал, блок цилиндров, ...
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...
0 комментариев