Навигация
Расчет зажимного механизма
10248
знаков
0
таблиц
5
изображений
1.4 Расчет зажимного механизма
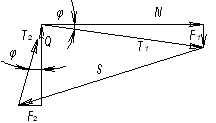
Усилие Q создаваемое зажимным механизмом, определим из уравнения моментов:
W(A+Б)=Q·Б
Q=Q(A+Б)/Б (1.8)
где А и Б – плечи зажимного механизма (см. приложение).
Значения плеч А и Б определим путем предварительного прочерчивания зоны закрепления заготовки для выбранного прихвата.
При выбранных нами значениях А=40мм и Б=71мм рассчитаем усилие:
Q=3551(40+71)/71=5552Н
Усилие, создаваемое при зажиме гайкой вдоль оси болта, определяем по формуле:
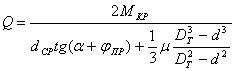 (1.9)
(1.9)
где dСР – средний диаметр резьбы, мм;
α – угол подъема резьбы;
φПР – приведенный угол трения;
DТ – наружный диаметр опорного торца гайки;
d – внутренний диаметр опорного торца гайки;
μ – коэффициент трения на торце гайки.
Из формулы (1.9) находим МКР – требуемую величину момента, прикладываемого к гайке при зажиме заготовки:
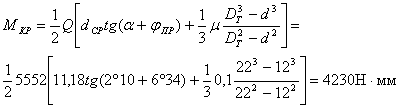 (1.10)
(1.10)
Для завинчивания гайки используем ключ с плечом l=150мм, при этом усилие, прикладываемое рабочим к ключу равно 28,2Н
1.5 Описание конструкции приспособления
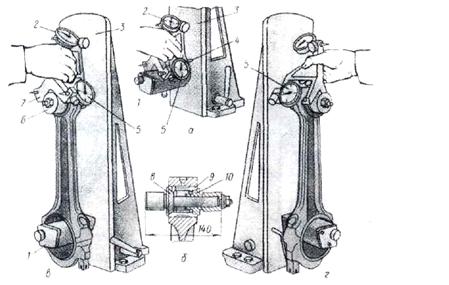
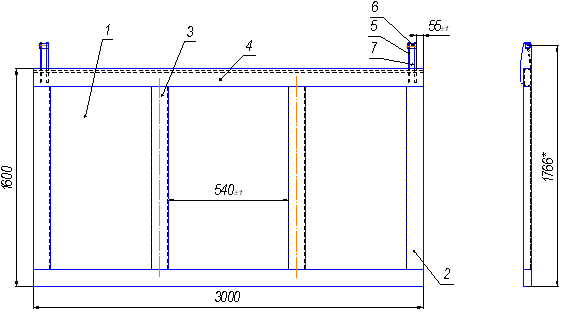
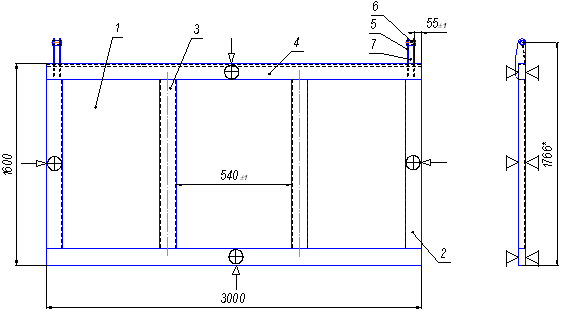
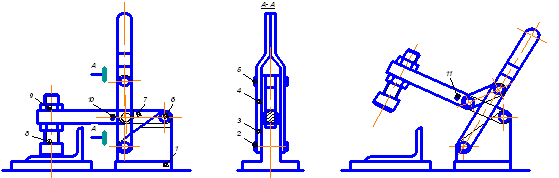
Универсально-сборное приспособление предназначено для базирования и закрепления заготовки на фрезерной операции при обработке поверхности 1 (Рис.1.1).
Универсально-сборное приспособление состоит из базовой плиты 1, на которой установлены квадратные 2 и прямоугольная однорядная 3 опоры, а также угольники 4 для базирования заготовки. Для закрепления заготовки на базовой плите 1 устанавливаются прихваты 5. Для этого болт пазовый 6 установлен головкой в один из Т-образных пазов базовой плиты 1 и резьбовой частью в паз прихвата 5. На болт пазовый навернута гайка 7, прижимающая сферическую шайбу 8, вставленную в коническую шайбу 9. Также на болте пазовом 6 установлена пружина 10, опирающаяся на гайку 11.
Универсально-сборное приспособление работает следующим образом. Заготовку базируют по квадратным 2, прямоугольной однорядной 3 опорам и угольника 4. Закручивают гайки 7, создавая определенное усилие, действие которого благодаря системе рычагов обеспечивает надежное закрепление заготовки. При этом пружины 10 сжимаются, накапливая определенный запас энергии. После обработки гайки 7 откручивают и под действием сжатых пружин 10 прихваты освобождают заготовку.
2. Решение задач по расчету точности элементов приспособления
Задача 1.31
Обработка наружной цилиндрической поверхности диаметром 115мм производится при установке их с зазором на жесткой цилиндрической оправке (рис.2.1). базовое отверстие втулок имеет диаметр 65![]() мм. Цилиндрическая рабочая поверхность оправки диаметром 65
мм. Цилиндрическая рабочая поверхность оправки диаметром 65![]() мм имеет радиальное биение относительно ее конусной поверхности 0,020 мм, а биение шпинделя станка составляет 0,010 мм. Точность метода обработки ω=0,05 мм. Определить ожидаемую точность выполнения цилиндрической поверхности втулки и ее возможное отклонение от сносности относительно базового отверстия.
мм имеет радиальное биение относительно ее конусной поверхности 0,020 мм, а биение шпинделя станка составляет 0,010 мм. Точность метода обработки ω=0,05 мм. Определить ожидаемую точность выполнения цилиндрической поверхности втулки и ее возможное отклонение от сносности относительно базового отверстия.
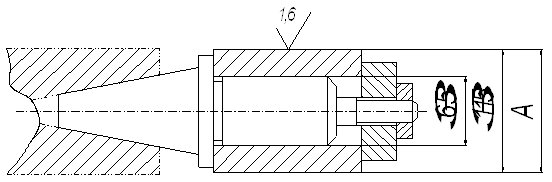
Рис.2.1
Погрешность установки найдем по формуле
![]() (2.1)
(2.1)
где εбаз – погрешность базирования,
εзакр – погрешность закрепления,
εполож – погрешность положения.
В нашей задаче погрешности положения и закрепления равны нулю, а это значит, что погрешность установке будет равняться погрешности базирования. Погрешность базирования найдем следующим образом:
![]() 0,03+0,035+0,03=0,095мм (2.2)
0,03+0,035+0,03=0,095мм (2.2)
где Smax и Smin – максимальный и минимальный зазоры соответственно в посадке заготовки на оправку,
Тd и ТD – допуски рабочей поверхности оправки и посадочного отверстия заготовки соответственно.
Исходя из формулы (2.1) получаем погрешность выполнения размера А:
![]() 0,05+0,095=0,145мм (2.3)
0,05+0,095=0,145мм (2.3)
где ω – точность метода обработки.
Возможное отклонение от соосности найдем по следующей формуле:
![]() 0,022мм (2.4)
0,022мм (2.4)
где ωб.ш. – биение шпинделя станка,
ωб.з. – биение заготовки.
Задача 1.75(3)
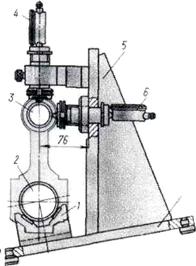
Определить ширину ленточки цилиндрической поверхности срезанного пальца, обеспечивающую установку шатуна для обработки его поверхностей за два установа (рис.2.2).
Определим величину, показывающую возможность использования срезанного пальца:
![]() 0,10+0,04-0,020=0,12 (2.5)
0,10+0,04-0,020=0,12 (2.5)
где ![]() – допуск на межосевое расстояние базовых отверстий заготовки,
– допуск на межосевое расстояние базовых отверстий заготовки,
![]() – допуск на межосевое расстояние установочных пальцев приспособления,
– допуск на межосевое расстояние установочных пальцев приспособления,
![]() – минимальный зазор в сопряжении с цилиндрическим пальцем.
– минимальный зазор в сопряжении с цилиндрическим пальцем.
Ширину ленточки определим по формуле:
![]() 1,96=2мм (2.6)
1,96=2мм (2.6)
где D – диаметр отверстий в заготовке под установочные пальцы,
S2min – минимальный зазор в сопряжении со срезанным пальцем.
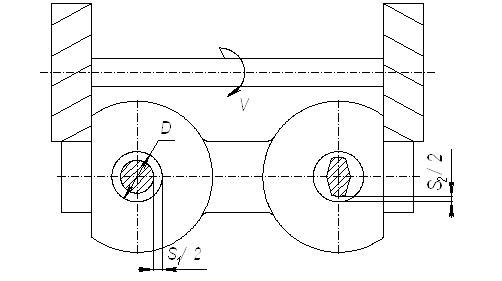
Рис.2.2
3. Описание конструкции вспомогательного инструмента
Державка (см. приложение) предназначена для закрепления в ней переходных цилиндрических втулок, оправок для насадных зенкеров и разверток, патронов для метчиков, расточных оправок и расточных патронов.
Державка состоит из цилиндрической части, где крепятся втулки, оправки, из конической части, которой крепится державка в приспособлении, и переходной части.
Державка работает следующим образом. Державка устанавливается в приспособление конической частью. В выполненное резьбовое отверстие в конусе закручивается болт, закрепляющий державку в приспособлении. В отверстии, выполненном в цилиндрической части, базируются втулки, оправки. Закрепление происходит двумя болтами с радиальным направлением закрепления.
Литература
1. Справочник технолога-машиностроителя. Т2/под ред. А.Г. Косиловой и др.-М: Машиностроение, 1985. 496с. ил.
2. Станочные приспособления: Справочник. В 2х томах.-Т1/под ред. Б.М. Вардашкина и др., 1984, 592 с, ил.
Похожие работы
... . Кулачки, которые управляют открытием и закрытием захватов, должны быть оптимально отрегулированы по циклу с учётом ускорения и инерционных сил. 2. Приспособление для притира корпусных отверстий в листовой печатной машине Planeta - Variant Р44-3 2.1 Конструкция приспособления Сборочный чертеж приспособления представлен в виде графической части на формате А1. Приспособление состоит из ...
... только лицам, прошедшим инструктаж. 3.2 Требования безопасности при ТО и ремонте Рабочее место для дефектации деталей кривошипно-шатунного механизма трактора располагается на учебном полигоне. Возможные опасные факторы: - опасность механического травмирования инструментами, приспособлениями, тяжелыми деталями кривошипно-шатунного механизма, такие как коленчатый вал, блок цилиндров, ...
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...
0 комментариев