Листовая офсетная печатная машина Planeta - Variant P44-3
Боковой упор (автомат)
Задачи и структура ремонтного хозяйства
Технология капитального ремонта офсетной листовой машины Planeta P44-3
Характеристика материала детали типа «вороток»
Оборудование и инструмент для механической обработки заготовки
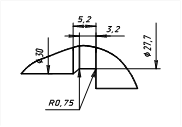
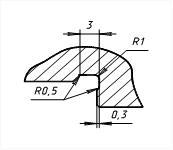
Операция 010 Точение
Организация освещения офсетного цеха и расчет системы
Вентиляция
Анализ причин возникновения пожаров
Навигация
Разработка конструкции приспособления для притира корпусных отверстий
Разработка конструкции приспособления для притира корпусных отверстий
62232
знака
12
таблиц
0
изображений
Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
Самарский государственный аэрокосмический университет имени академика С.П. Королева
Институт печати
Кафедра технологии и машин полиграфического производства
Пояснительная записка
к дипломному проекту на тему
«Разработка конструкции приспособления для притира корпусных отверстий
в листовых офсетных машинах»
Самара 2010
Оглавление
Реферат
I. Основная часть
Введение
1. Листовая офсетная печатная машина Planeta - Variant P44-3
1.1 Техническая характеристика
1.2 Принцип работы печатной машины Planeta - Variant P44-3
1.3 Конструкция печатной машины
1.3.1 Печатная секция
1.3.2 Самонаклад с каскадной подачей листов
1.3.3 Боковой упор (автомат)
1.3.4 Передние упоры и форгрейфер
1.3.5 Красочная система
1.3.6 Система захватов (клапаны)
2. Приспособление для притира корпусных отверстий в листовой печатной машине Planeta - Variant P44-3
2.1 Конструкция приспособления
2.2 Принцип работы приспособления и сборка
3. Система ПИР
3.1 Организация ремонта и обслуживания оборудования на полиграфическом предприятии
3.2 Задачи и структура ремонтного хозяйства
3.3 Ремонты
3.4 Планирование и организация подготовки ремонта и технического обслуживания оборудования
3.5 Технология капитального ремонта офсетной листовой машины Planeta 44-3
II. Технолого-машиностроительная часть
1. Описание характеристик детали
1.1 Технологический анализ чертежа
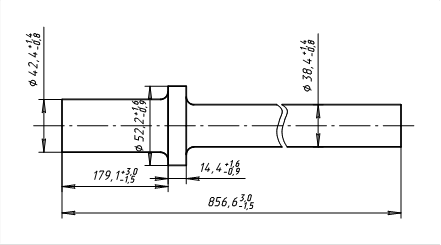
1.2 Характеристика материала детали типа «вороток»
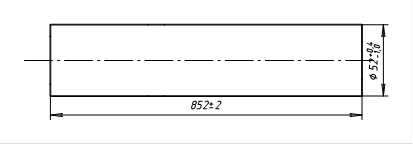
2. Определение веса заготовки и вида заготовки
3. Оборудование и инструмент для механической обработки заготовки
3.1 Выбор оборудования
3.2 Выбор режущего инструмента
4. Припуски на токарную операцию
5. Расчет режимов резания
5.1 Операция 005 Точение диаметра 49.5 мм
5.2 Операция 010 Точение
5.3 Операция 015 Сверление под резьбу
5.4 Операция 020 Сверление отверстия
III. Часть «Безопасность жизнедеятельности»
1. Анализ условий труда с описанием вредных и опасных производственных факторов и меры борьбы сними
2. Организация освещения офсетного цеха и расчет системы
3. Система отопления офсетного цеха
4. Вентиляция
5. Мероприятия по борьбе с шумом и вибрацией
6. Анализ причин возникновения пожаров
6.1 Пожарная связь и сигнализация
IV. Экономическая часть
1. Экономические показатели деталей притира
Заключение
Список использованной литературы
Приложения
Реферат
Дипломный проект имеет объём 60 страниц, 5 рисунков, 12 таблиц, 28 источников литературы, 6 приложений.
Пояснительная записка проекта состоит из введения, основной части и заключения.
Графическая часть проекта представлена на 5 -ти листах формата А1.
Ключевые слова: стенд, притир, корпусное отверстие, восстановление, ремонт, технология, испытание.
Пояснительная записка отражает результаты работы по применению технологии восстановления корпусных отверстий в листовых офсетных машинах и разработке стенда для разборки и сборки конструкции приспособления - притир.
Приведена технология ремонта корпусных отверстий с применением приспособления притир.
Разработана конструкция приспособления притир.
Определены экономические показатели и годовой экономический эффект, приведен обзор условий работы с точки зрения охраны труда, указаны требования техники безопасности при эксплуатации стенда.
I. Основная часть
Введение
Многокрасочная листовая ротационная офсетная машина «Planeta-Variant P44-3» производится на заводе «Planeta» в ГДР. Эта машина имеет высокую степень унификации, печатные секции за исключением первой состоят из одних и тех же деталей, что обеспечивает рациональное производство и снабжение заказчиков запасными частями.
Каждая печатная секция имеет индивидуальную жесткую станину. Стенки коробчатой формы со стабильными ребрами жесткости делают печатную секцию виброустойчивой, обеспечивая спокойный ход и четкость печати.
Передача листа из одной секции в другую осуществляется передаточными цилиндрами. Печатный цилиндр и передаточный цилиндр имеют диаметры, в два раза большие диаметров формного и офсетного цилиндров. Такое построение схемы машины позволило иметь две передачи листа между наложением двух последующих красок.
Самонаклад обеспечивает перезарядку бумаги без останова машины. Конструкция самонаклада не претерпела принципиальных изменений, Листоотделительное устройство самонаклада имеет четыре отделяющих присоса подпружиненного типа.
Форгрейфер - нижнего исполнения, передает листы равномерно вращающемуся барабану, покрышка которого эксцентрична оси барабана.
Механизм передних упоров накладного стола выполнен в комбинации с нижними приклонами и включает в себя вписанные в упоры фотоэлектрические устройства для контроля перекоса листа. На каждой печатной секции машины «Planeta- Variant P44-3» можно печатать обычным офсетным способом или типоофсетом, для чего требуется только включение или отключение увлажняющего аппарата.
На машине выборка зазоров в зацеплении осуществляется через специальный патентованный дифференциальный механизм.
Для передачи мощности перед каждой печатной секцией (за исключением последней) в распределительный вал включен дифференциальный механизм, который обеспечивает заданное распределение суммарного крутящего момента по отдельным печатным секциям. Средней печатной секции сообщается небольшая избыточная энергия с целью выбора на всех передаточных цилиндрах люфтов в зацеплении.
Для привода машины используется шунтовый коллекторный двигатель трехфазного тока с бесступенчатым регулированием числа оборотов. Введение такого типа электропривода и механизма распределения крутящего момента по печатным секциям значительно упростило механизмы привода всей машины и особенно электрической его части.
На заводе «Planeta» непрерывно ведется работа по повышению качества машины. Завод своего литейного цеха не имеет, литые заготовки получает по кооперации (имеет полугодовой запас литья). Значительное количество корпусных деталей и кожухов изготовляется из алюминиевых сплавов.
На серийных машинах отверстия в стенках выполняются по кондукторам. При сборке отверстия под основные цилиндры пришабриваются по контрольным валам с надетыми на них подшипниками.
Чугунные цилиндры печатной машины отливаются вместе с шейками, пороков по наружным поверхностям не имеют, Шейки после обработки закрываются пластмассовыми рубашками. Шлифовка цилиндров производится в подшипниках. Шестерни изготовляются по 5-ой степени точности. Омедненные цилиндры и валы шлифуются с чистотой ٧ 8, смазываются спецпастой и оборачиваются бумагой с подклейкой.
Технологическая документация на рабочие места выдается в специальном конверте из пленки.
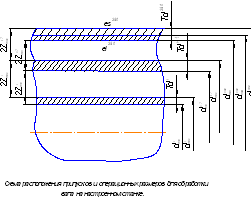
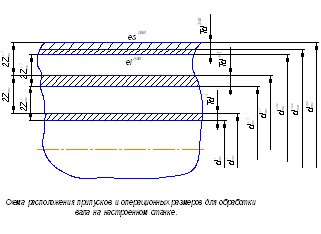
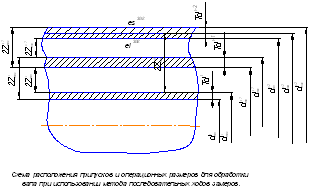
На заводе испытывается под печатью каждая десятая машина. На этой машине для установки цилиндров в отверстия на корпусе используются буксы, которые в случае износа или аварийной поломки требуются в замене, а отверстия в корпусе притирать притиром под новую буксу.
Притирку производят притиром цилиндрической формы из чугуна с точно обработанными поверхностями. Притир прижимают к отверстию, которому сообщают кругообразное движение небольшой амплитуды.
Притирку производят на различных притирочных материалах. Рекомендуется применять стеклянную пудру, порошки карборунда (карбид кремния), корунда (кристаллическая окись алюминия), карбида бора, алмазную пыль (для твердых металлов). В качестве смазки применять машинное масло, керосин, жирные кислоты.
Притирку ведут сначала на шлифпорошках с размером зерна не более 100 мкм, затем переходят на микропорошки. Окончательную доводку производят на пасте ГОИ, состоящей в основном из окиси хрома с добавлением связующих и смазывающих веществ (стеарина, керосина, олеиновой кислоты и т. д.).
Похожие работы
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...
0 комментариев