Состояние вопроса
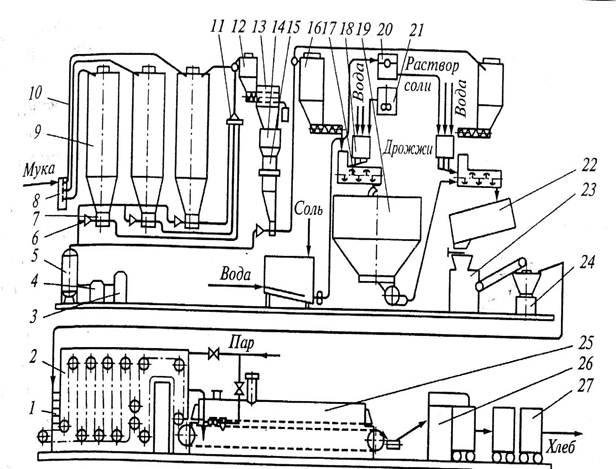
Технология производства макаронных изделий
Расчеты макаронного цеха
Конструкторская часть
Описание проектируемой машины
Кинематический расчет
Проверяем коэффициент запаса прочности S по формуле
Проверяем коэффициент запаса прочности S по формуле
Возможные чрезвычайные ситуации на объекте
Организация производства и труда
Навигация
Организация производства и труда
Проект машины для производства макарон
119194
знака
12
таблиц
8
изображений
5.2 Организация производства и труда
Расчет производственного потока
Таблица 12 - Характеристика оборудования, входящего в поточную линию.
| № | Оборудовие | Кол-во ед. оборудования, шт. | Технико-экономич. производ. оборудования, т/ч | Коэф-т перевода | Потери, % | Привед. произво-ность т/сутки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Щиток приемный ХЩП-2 | 1 | 1 | 0,99695 | 0,005 | 0,99695 |
| 2 | Бункер ХЕ-160 | 10 | 0,5 | 0,99675 | 0,02 | 0,49838 |
| 3 | Питатель шнековый ПШМ | 1 | 4 | 0,9967 |
| 3,9868 |
| 4 | Конвейер винтовой У21-БКВ | 1 | 4 | 0,99665 | 0,005 | 3,9866 |
| 5 | Циклон ЦОЛ | 1 | 1,5 | 0,99645 | 0,02 | 1,49468 |
| 6 | Просеиватель-бурат ПБ-1,5 | 1 | 2 | 0,9962 | 0,025 | 1,9924 |
| 7 | Магнитный сепаратор У1-БМЗ | 1 | 2 | 0,99595 | 0,025 | 1,9919 |
| 8 | Цеховой бункер | 1 | 1 | 0,9959 | 0,005 | 0,9959 |
| 9 | Дозатор Ш2-ХДА | 1 | 1 | 0,9957 | 0,02 | 0,9957 |
| 10 | Установка для дозирования и подготовки обогатителей Б6-ЛОА | 1 | 0,5 | 0,9956 | 0,01 | 0,4978 |
| 11 | Пресс | 3 | 0,27 | 0,9949 | 0,07 | 0,26862 |
| 12 | Нож Е8-ЛПС | 3 | 0,28 | 0,9947 | 0,02 | 0,27852 |
| 13 | Подсушиватель | 1 | 0,3 | 0,99455 | 0,015 | 0,29837 |
| 14 | Сушилка ТТНV | 1 | 1,1 | 0,9943 | 0,025 | 1,09373 |
| 15 | Бункерный стабилизатор-накопитель | 2 | 1 | 0,9941 | 0,02 | 0,9941 |
| 16 | Упаковочное оборудование РТ-УМ-21-3 | 1 | 0,9 | 0,994 | 0,01 | 0,8946 |
Расчет коэффициентов перевода:
![]() 0,005+0,02+0,005+0,005+0,02+0,025+0,025+0,005+0,02+0,01+0,07+0,02+ +0,015+0,025+0,02+0,01=0,3
0,005+0,02+0,005+0,005+0,02+0,025+0,025+0,005+0,02+0,01+0,07+0,02+ +0,015+0,025+0,02+0,01=0,3
![]() 1=100-0,3-0,005/100=0,99695
1=100-0,3-0,005/100=0,99695
![]() 2=100-0,3-0,005-0,02/100=0,99675
2=100-0,3-0,005-0,02/100=0,99675
![]() 3=100-0,3-0,005-0,02-0,005/100=0,9967
3=100-0,3-0,005-0,02-0,005/100=0,9967
![]() 4=100-0,3-0,005-0,02-0,005-0,005/100=0,99665
4=100-0,3-0,005-0,02-0,005-0,005/100=0,99665
![]() 5=100-0,3-0,005-0,02-0,005-0,005-0,02/100=0,99645
5=100-0,3-0,005-0,02-0,005-0,005-0,02/100=0,99645
![]() 6=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025/100=0,9962
6=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025/100=0,9962
![]() 7=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025/100=0,99595
7=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025/100=0,99595
![]() 8=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005/100=0,9959
8=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005/100=0,9959
![]() 9=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02/100=0,9957
9=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02/100=0,9957
![]() 10=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001/100=0,9956
10=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001/100=0,9956
![]() 11=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07/100= =0,9949
11=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07/100= =0,9949
![]() 12=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02/ 100=0,9947
12=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02/ 100=0,9947
![]() 13=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015/100=0,99455
13=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015/100=0,99455
![]() 14=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025/100=0,9943
14=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025/100=0,9943
![]() 15=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02/100=0,9941
15=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02/100=0,9941
![]() 16=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02-0,01/100=0,994
16=100-0,3-0,005-0,02-0,005-0,005-0,02-0,025-0,025-0,005-0,02-0,001-0,07-0,02-0,015-0,025-0,02-0,01/100=0,994
Расчет приведенной производительности:
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч;
т/ч;
![]() т/ч.
т/ч.
Определение производственного задания и ритма поточной линии:
Наименьшая приведенная производительность N=0,268623 т/ч, ![]() 0,268623 - производственное задание.
0,268623 - производственное задание.
Ритм поточной линии
![]() мин
мин
Определение продолжительности обработки на оборудовании:
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин;
мин;
![]() мин.
мин.
Определение загрузки оборудования и оценка уровня организации потока:
Коэффициент загрузки оборудования:
![]() (134)
(134)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Полностью загружен макаронный пресс и наименее загружены шнековый питатель и винтовой конвейер.
Коэффициент непрерывности процесса:
![]() (135)
(135)
где ![]() - количество операций;
- количество операций;
![]() ((223-60,18)+(223-120,39)+(223-15,05)+(223-15,05)+(223-40,14)+(223-30,11)+ +(223-30,12)+(223-60,25)+(223-60,26)+(223-120,53)+(223-223)+(223-215,43)+(223-201,1)+(223-54,86)+(223-60,36)+(223-67,07))/223∙16=0,45
((223-60,18)+(223-120,39)+(223-15,05)+(223-15,05)+(223-40,14)+(223-30,11)+ +(223-30,12)+(223-60,25)+(223-60,26)+(223-120,53)+(223-223)+(223-215,43)+(223-201,1)+(223-54,86)+(223-60,36)+(223-67,07))/223∙16=0,45
Отклонение продолжительности обработки от ритма поточной линии составляет 45%.
Коэффициент согласованности:
![]() , (136)
, (136)
где ![]() - показывает насколько согласована приведенная производительность каждой машины с ведущей.
- показывает насколько согласована приведенная производительность каждой машины с ведущей.
![]() ((0,99695/0,268623) + (0,498375/0,268623) + (3,9868/0,268623) + (3,9866/0,268623) + (1,494675/0,268623) + (1,9924/0,268623) + (1,9919/0,268623) + (0,9959/0,268623) + (0,9957/0,268623) + (0,4978/0,268623) + (0,268623/0,268623) + (0,27851/0,268623) + (0,298365/0,268623) + (1,09373/0,268623) + (0,9941/0,268623) + (0,8946/0,268623))/16=1,9
((0,99695/0,268623) + (0,498375/0,268623) + (3,9868/0,268623) + (3,9866/0,268623) + (1,494675/0,268623) + (1,9924/0,268623) + (1,9919/0,268623) + (0,9959/0,268623) + (0,9957/0,268623) + (0,4978/0,268623) + (0,268623/0,268623) + (0,27851/0,268623) + (0,298365/0,268623) + (1,09373/0,268623) + (0,9941/0,268623) + (0,8946/0,268623))/16=1,9
1,9-1,0=0,9
Вывод: Поскольку коэффициенты согласованности с ведущем оборудованием имеют значения меньше единицы – значит в потоке отсутствуют узкие места. Организация планово предупредительного ремонта
Система планово предупредительного ремонта предполагает чередование различных видов ремонтов через определенный промежуток времени, в рамках ремонтного цикла. Ремонтный цикл проектируемой линий – 2 года.
Структура ремонтного цикла:
К – О – О – Т – О – О – Т – О – О – К
Выглядит таким образом:
n0 = 6 – количество осмотров;
nТ = 2 – количество текущих ремонтов;
nК = 1 – количество капитальных ремонтов.
Рассчитаем трудоемкость выполнения всех видов ремонтов за один ремонтный цикл.
![]() , (137)
, (137)
где R = 4 – показатель ремонтосложности каждого оборудования;
С = 20 – количество машин;
![]() = 0,6 – трудоемкость осмотра, чел.∙час;
= 0,6 – трудоемкость осмотра, чел.∙час;
![]() = 13,5 – трудоемкость текущего ремонта, чел.∙час;
= 13,5 – трудоемкость текущего ремонта, чел.∙час;
![]() = 45 – трудоемкость капитального ремонта, чел.∙час;
= 45 – трудоемкость капитального ремонта, чел.∙час;
![]() чел.∙час.
чел.∙час.
Численность ремонтных рабочих:
![]() ,
,
где НВ – планированное выполнение норм;
ФВ – годовой фонд времени,
ФВ=279∙3∙8=6696 ч. – годовой фонд рабочего времени.
![]() чел., т.е 1 человек.
чел., т.е 1 человек.
Научная организация труда
Карта НОТ на рабочем месте приведена в таблице 13.
Таблица 13 - Научная организация труда на рабочем месте.
| Наименование показателей | Проект НОТ |
| 1 | 2 |
| 1.Условия труда: нормальные; тяжелые и вредные; особо тяжелые и особо вредные. | нормальные |
| 2. Основные данные о условиях труда: освещенность (в люксах); - шум (в децибелах); - температура (в 0С); - влажность воздуха (в%) | - 200 - 90 - 22-23 - 40-60 |
| 3.Загрязненность воздуха: Мучная пыль (в мг/м3) | - 4 |
| 4.Вибрация (Гц) | 200 |
| 5.Загроможденность проходов | Проходы должны быть загромождены минимально, для обеспечения свободного перемещения персонала, а также для обеспечения оперативной эвакуации персонала при возникновении чрезвычайных ситуаций. |
| 6.Спецодежда. | Работник должен быть обеспечен чистым комплектом спец.одежды (брюки, рубашка, шапочка) |
| 7.Окраска оборудования. | Оборудование должно быть окрашено в спокойные цвета, для создания благоприятных условий труда рабочему персоналу. Допускается не окрашивать оборудование из нержавеющей стали. |
| 8.Окраска помещения. | Помещение должно быть окрашено в мягкие, спокойные цвета, для создания благоприятных условий труда рабочему персоналу |
| 9.Окраска приборов. | Приборы должны быть окрашены в цвета, отличные от цвета оборудования, чтобы их можно было легко найти. |
| 10.Средства связи. | Должен быть телефон для связи с руководством завода и экстренной службой. |
| 11.Контрольно-регулирующие приборы. | Контрольно-регулирующие приборы необходимо обслуживать в соответствии с паспортом, при возникновении неполадок необходимо обратиться в ремонтную службу. |
5.3 Расчет экономической эффективности внедрения линии по производству короткорезанных макаронных изделий малой производительности
Расчет объема производства короткорезанных макаронных изделий за год:
![]() т.
т.
Расчет капитальных затрат:
1) Капитальные затраты, связанные с приобретением оборудования (Кп):
1. Стоимость оборудования линии – 3500000 рублей.
2. Затраты на доставку (2% от стоимости оборудования) – 70000 рублей.
3. Стоимость запчастей (2% от стоимости линии) – 70000 рублей.
4. Расходы на комплектацию (0,7% от стоимости линии) – 24500 рублей.
5. Заготовительно-складские работы (1,2% от стоимости линии) – 42000 рублей.
6. Затраты по таре и упаковке (2% от стоимости линии) – 70000 рублей.
Итого: Кп=3776500 рублей
2) Капитальные затраты на монтаж оборудования (3% от стоимости линии) (Км) – 105000 рублей.
3) Итого капитальные затраты: К=КП+КМ=3776500+105000=3881500 рублей.
Расчет себестоимости производства короткорезанных макаронных изделий:
1) Затраты на сырье:
Стоимость муки 10400 рублей за 1 тонну; 10400 руб.∙1674=17409600 руб. – затраты на муку на весь год.
Стоимость воды 19,2 рублей за 1 м3; 19,2 руб.∙262,83 = 5046,34 руб. - затраты на воду на весь год.
Стоимость сырья на весь год: 17409600 руб.+5046,34 руб.=17414646,34 руб.
2) Затраты на заработную плату работников: 3∙8∙279∙43=287828 руб.
3) Отчисление ЕСН: 287828∙0,26=74861,28 руб.
4) Затраты на электроэнергию:
![]() ,
,
где ![]() - мощность линии, кВт;
- мощность линии, кВт; ![]() кВт;
кВт;
![]() - плановое время работы, дней;
- плановое время работы, дней; ![]() дней;
дней;
![]() – тарифная ставка руб. за 1 кВт∙ч;
– тарифная ставка руб. за 1 кВт∙ч; ![]() руб. за 1 кВт∙ч;
руб. за 1 кВт∙ч;
![]() руб.
руб.
5)Затраты на тепловую энергию:
1,8 т/час=1,8·24=43,2 т/сутки; 43,2∙279=12052,8; 12052,8∙103=12052800 кг/сезон; 12052800∙2300=2,77∙1010 кДж/год; 2,77∙1010/30000=1524679,2 руб.
6) Затраты на амортизацию оборудования линии (12% от стоимости линии) – 420000 руб.
7)Затраты на ремонт оборудования линии (8% от стоимости оборудования линии) – 280000 руб.
8) Прочие затраты (10 % от стоимости предыдущих затрат) – 2060967,7 руб.
Итого:
22670644,52/1674=13542,8 руб. за 1 тонну муки.
Прибыль от производства короткорезанных макаронных изделий:
![]() , П = (17600-13542,8)∙1674 = 679152,8 руб.
, П = (17600-13542,8)∙1674 = 679152,8 руб.
Срок окупаемости:
![]() , Т = 3881500/679152,8 = 0,6 год.
, Т = 3881500/679152,8 = 0,6 год.
Выводы
Разработанный макаронный пресс предназначен для линии по производству короткорезанных макаронных изделий производительностью 90 кг/час, по своим конструктивно-технологическим возможностям превосходит другие пресса:
- по качеству замеса макаронного теста – процесс происходит более интенсивно, в результате повышается качество продукции по показателям плотности и однородности,
- габаритным размерам – идеально подходит для цеха малого производства.
В результате проведенного анализа опасных и вредных производственных факторов разработаны общие мероприятия по охране труда.
Произведенные расчеты технико-экономических показателей проекта выявили, что проект линии по производству короткорезанных макаронных изделий экономически эффективен, срок окупаемости линии составил 0,6 года.
Список использованной литературы
1 Антипов С.Т., Кретов И.Т., Остриков А.Н., Панфилов В.А., Ураков О.А. Машины и аппараты пищевых производств. В 2-х кн. Кн. 1 :Учеб. Для вузов. - М.: Высш. шк., 2001. - 703с.: ил.
2 Антипов С.Т., Кретов И.Т., Остриков А.П., Панфилов В.А., Ураков О.А. Машины и аппараты пищевых производств. В 2-х кн. Кн. 2:Учеб. Для вузов. - М.: Высш. шк., 2001. - 680 с.: ил.
3 Анурьев В.И. Справочник конструктора машиностроителя: В 3-х томах. Т-1. - 5-е изд., перераб. И доп. – М.: Машиностроение,1978. – 728 с., ил.
4 Анурьев В.И. Справочник конструктора машиностроителя: В 3-х томах. Т-2. - 5-е изд., перераб. И доп. – М.: Машиностроение,1978. – 559 с., ил.
5 Анурьев В.И. Справочник конструктора машиностроителя: В 3-х томах. Т-1. - 5-е изд., перераб. И доп. – М.: Машиностроение,1980. – 557 с., ил.
6 Левицкий В.С. Машиностроительное черчение: Учеб. для студентов высших технических учебных заведений – М.: Высш. шк.,1988. - 315
7 Атаназевич В.И. Сушка пищевых продуктов/ Справочное пособие. – М.: ДеЛи,2000.- 296 с.: ил.
8 Белов С.В. и др. Безопасность жизнедеятельности. – ГУП "Высшая школа", 2001
9 Воронова В.М., Егель А.Э.Определение категории тяжести труда: Методические указания к лабораторным и практическим занятиятм. – Оренбург: - ГОУ ОГУ, 2003. – 38с.
10 Гинзбург А.С. Основы теории и техники сушки пищевых продуктов. - М.: Пищевая промышленность, 1973.-528 с.
11 Драгилев А.И., Дроздов С.В. Технологическое оборудование предприятий перерабатывающих отраслей АПК. — М.: Колос, 2001. — 352 с.: ил.
12 Дунаев П.Ф., Леликов О.П. Детали машин. Курсовое проектирование: Учебн. пособие для машиностроит. спец. техникумов. – 2-е изд., перераб. и доп. – Высш. шк, 1990. – 399 с., ил.
13 Егель А.Э., Корчагина С.Х. Расчет необходимого воздухообмена в помещениях;Методические указания; Оренбургский государственный университет. – Оренбург, - 18 с.
14 Ефремов И.В., Янчук Е.Л, Быкова Л.А. Расчет естественного и искусственного освещения: Методические указания к практическим занятиям. - Оренбург: - ГОУ ОГУ, 2003. – 38 с.
15 Зуев Ф.Г. и др. Подъемно-транспортные машины зерноперерабатывающих предприятий. М., "Колос", 1978
16 Медведев Г.М. Технология макаронного производства. - М.: Колос, 1998. -272 с.: ил.
17. Никитин В.С, Бурашников Ю.М. Охрана труда на предприятиях пищевой промышленности. – М.: Агорпромиздат, 1991. – 350 с.: ил.
18 Русак О.Н, Малаян К.Р, Занько Н.Г. Безопасность жизнедеятельности: Учебное пособие. 6-е изд., стер.,2003. – 448 с., ил.
19 Полищук В.Ю., Коротков В.Г., Зубкова Т.М. Проектирование экструдеров для отраслей АПК. Екатеринбург: УрО РАН, 2003.15ВЫ 5 - 7691 - 1380 - 4.
20 Харламов С.В. Практикум по расчету и конструированию машин и аппаратов пищевых производств. – С – Пб.: Агропромиздат. Ленинградское отделение, 1991. – 256 с.
21 Хромеенков В.М. Технологическое оборудование хлебозаводов и макаронных фабрик. - СПб.: ГИОРД, 2003.-496 с.
Похожие работы

... Кс= (0,9-1,0) a - угол подачи винтовой линии шнека, в градусах. tg a = S/2π Dc, tg a=0,07/2*3,14*0,21=0,053 а=3° где Dc - средний диаметр шнека, м. Мощность привода (кВт) прессующего макаронного пресса определяется: N = π P · n · tg a (R23 - R13), N=3,14*10*25*0,053 (0,253-0,173) =1,4 кВт/ч где Р - давление прессования, МПа (8-12). Матрицы для формования макаронных ...
... осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения. 5 Экономическая часть 5.1 Маркетинговое исследование научно-технической продукции В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса. К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона ...

... -то момент масштабы бизнеса возрастают, и требуется введение новых форм производства и управления. В этот момент осуществляются новые структурные преобразования. Глава 2 Процесс создания проекта управленческой структуры на предприятии 2.1 Роль и сущность планирования В рыночной экономике любое предприятие в своей деятельности неизбежно сталкивается с неопределенностью. Предприятие не ...


... существенное влияние оказывает фактор времени – тот период, за который происходит оценка как осуществленных затрат, так и полученных результатов. Поэтому, исходя из учета фактора времени, издержки производства следует анализировать отдельно в краткосрочном и долгосрочном периодах. При этом применение этих понятий не должно ассоциироваться со строго определенным промежутком времени. Для каждой ...
0 комментариев