Состояние вопроса
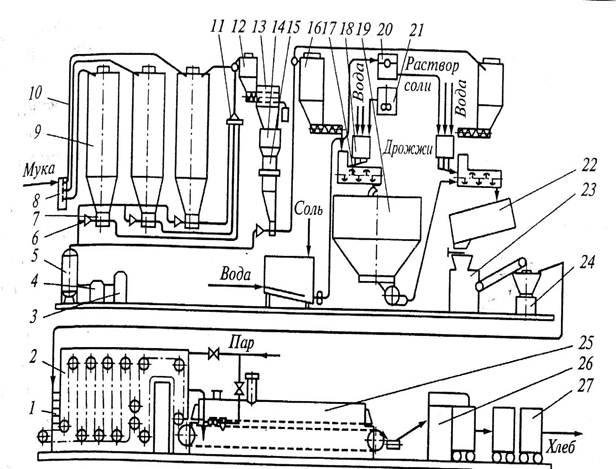
Технология производства макаронных изделий
Расчеты макаронного цеха
Конструкторская часть
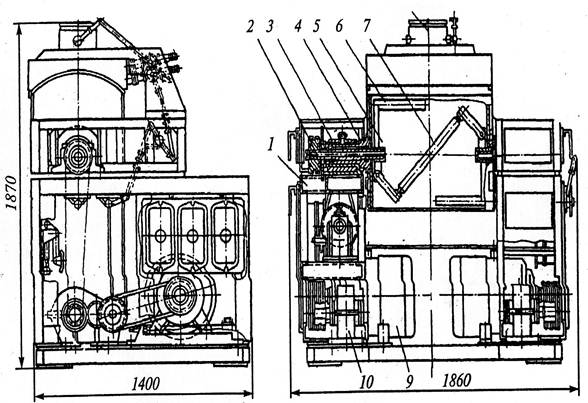
Описание проектируемой машины
Кинематический расчет
Проверяем коэффициент запаса прочности S по формуле
Проверяем коэффициент запаса прочности S по формуле
Возможные чрезвычайные ситуации на объекте
Организация производства и труда
Навигация
Расчеты макаронного цеха
Проект машины для производства макарон
119194
знака
12
таблиц
8
изображений
2.3 Расчеты макаронного цеха
Определение суточной производственной мощности цеха в ассортименте
Годовую производственную мощность фабрики Ргод, т/сут, определяем по формуле (8).
![]() , (8)
, (8)
где Ргод - производственная мощность фабрики, т/год;
Т – годовой фонд рабочего времени фабрики, сут.
Годовой фонд рабочего времени Т, сут, определяем по формуле (9).
Т = 365 – (Окр + Опрф + Овых + Опр + Осан), (9)
где Окр – остановки на капитальный ремонт (Окр = 21), сут;
Опрф – остановки на профилактику, сут;
Овых – остановки на выходные дни (при трехсменной работе Овых = 0), сут;
Опр – остановки на праздники (Опр = 9), сут;
Осан – остановки на санитарную очистку (принимаем Осан = 3), сут.
Остановки на профилактику рассчитываем исходя из того, что автоматизированная линия будет останавливаться на двое суток через каждые 12 дней работы. Тогда Опрф=365/(14∙2) = 53 сут. Отсюда:
Т = 365 – (21 + 53 + 0 + 9 + 3) = 279 сут
Ргод = 6∙279 = 1674 т/год.
Суточную производственную мощность фабрики Рсв, т/сут, по видам изделий найдем по формуле (10).
![]() , (10)
, (10)
где Рсут – суточная производственная мощность фабрики, т/сут;
Св – процентное отношение количества вырабатываемых изделий определенного вида к общему количеству вырабатываемых изделий, %; Св = 100 %.
Рсв = 6 т/сут.
Выбор и расчет количества основного технологического оборудования
Для организации данного производства основным устанавливаемым оборудованием являются шнековый пресс, разработанный самостоятельно; ленточная сушилка ТТНV – 500 и стабилизатор-накопитель бункерного типа, фасовочно-упаковочная установка.
Для обеспечения данной производительности определяем количество сушилок по формуле (11).
![]()
![]()
![]()
 , (11)
, (11)
где Qc – производительность сушилки, кг/ч; Qc = 500 кг/ч,
τ – время работы сушилки в сутки с учетом профостановок, ч; τ = 22 ч.
![]()
Принимаем к установке 1 сушилку.
Ориентировочная производительность прессов определяется по формуле (12).
![]() , (12)
, (12)
где n – количество прессов, n = 3;
τ – время работы, ч, τ = 22 ч.
Тогда при установке 3 прессов
![]() кг/ч.
кг/ч.
Принимаем установку 3 прессов производительностью 90 кг/ч.
Для обеспечения данной производственной мощности количество бункеров в стабилизаторах-накопителях бункерного типа находим по формуле (13).
 , (13)
, (13)
где τсн – время стабилизации и накопления изделий (фасовка изделий производится в 1 смену, при этом стабилизатор-накопитель должен быть рассчитан на 21час) τсн = 21 час;
γ – объемный вес сухих макаронных изделий, т/м3; γ = 0,6 т/м3;
Vб – полезный объем бункера.
Полезный объем бункера находится по формуле (14).
Vб=V1+V2+V3 , (14)
где V1 – объем выпускной воронки, м3;
V2 – объем макарон, рассыпанных в бункере под углом φ (φ – угол естественного откоса, φ = 30˚), м3;
V3 – объем прямоугольной части бункера, занятая макаронными изделиями, м3.
![]() ,
,
где а – сторона бункера, м; а = 2м;
α – угол наклона выпускной воронки, α = 45˚.
![]() м3.
м3.
![]() ,
,
![]() м3.
м3.
![]() ,
,
где h3 = H-(h2+h1),
здесь Н – общая высота бункера, м; Н = 3,5м.
h3 = 3,5 - (1 + 1)=1,5 м.
![]() м3.
м3.
Vб=1,33+0,77+6=8,1 м3.

Принимаем 2 бункера.
Производительность линии определяется по производительности наиболее загруженного оборудования. В данном случае из основного оборудования наиболее загруженным является макаронный пресс, техническая производительность которого 90 кг/ч.
Определение фактической суточной производственной мощности и производственной программы фабрики
Фактическая суточная производственная мощность фабрики Рф., т/сут, по видам изделий определяется по формуле (15).
Рф. = n∙Qт, (15)
где n – количество линий, установленных для производства данного вида изделия; n = 3;
Qт – техническая производительность линии, т/сут; Qт = 24∙90 = 2160 кг/сут.
Рф. = 3∙2160 = 6480 кг/сут = 6,48 т/сут.
Фактическая суточная производственная программа фабрики Пф.в, т/сут, по видам изделий рассчитывается по формуле (16).
Пф.= Ки∙Рф., (16)
где Ки – коэффициент использования оборудования, Ки = 0,9.
Пф.= 0,9∙6,48 = 5,832 т/сут.
Таблица 1 – Фактическая суточная производственная программа и производственная мощность фабрики.
| Наименование изделий | Уточненная производственная мощность фабрики, т/сут. | Коэффициент использования оборудования | Производственная программа фабрики, т/сут. |
| Короткорезанные | 6,48 | 0,9 | 5,832 |
Расчет производственной программы цеха в ассортименте
Выбираем следующий ассортимент вырабатываемых изделий:
вермишель – 30 %;
лапша – 30 %;
рожки – 40 %.
Производственную программу фабрики в ассортименте Па, т/сут, рассчитываем по формуле (17).
![]() , (17)
, (17)
где Пф.в – фактическая производственная программа фабрики, т/сут;
С – процентное отношение вырабатываемого количества данного изделия к общему количеству изделий данного вида, С = 100 %.
Расчет сводим в таблицу 2.
Таблица 2 – Производственная программа фабрики в ассортименте| Наименование изделий | Производственная программа | |
| т/сут | В % к общей выработке. | |
| Лапша Вермишель Рожки Итого: | 1,7496 1,7496 2,3328 5,832 | 30 30 40 100 |
Составление графика работы оборудования, уточнение производственной программы
Определение количества смен занятости К прессов в течение рабочего цикла (12 сут) производим по формуле (18).
![]() , (18)
, (18)
где b – количество смен занятости линий за 12 суток (b = 36 смен);
n – количество прессов, устанавливаемых на выработке данного вида изделий(n = 1);
C – процентное отношение вырабатываемого количества данного изделия к общему количеству изделий данного вида.
Количества смен занятости линий округляем до целого числа таким образом, чтобы суммарное количество смен занятости линий на выработке всех изделий определенного вида было равно b∙n.
![]() , принимаем Кприн=11;
, принимаем Кприн=11;
![]() принимаем Кприн=11;
принимаем Кприн=11;
![]() принимаем Кприн=14.
принимаем Кприн=14.
В связи с округлением необходимо произвести уточнение производственной программы.
Уточненную производственную программу найдем по формулам (19 и 20).
![]() , (19)
, (19)
![]() %;
%;
![]() %;
%;
![]() %.
%.
![]() , (20)
, (20)
![]() т/сут;
т/сут;
![]() т/сут;
т/сут;
![]() т/сут.
т/сут.
Расчет сводим в таблицу 3.
Таблица 3 – Уточненная производственная программа
| Наименование изделий | Расчетное количество смен занятости, К | Принятое количество смен занятости | Уточненная производственная программа | |
| т/сут | % | |||
| Вермишель Лапша Рожки Итого: | 10,8 10,8 14,4 36 | 11 11 14 36 | 30,555 30,555 38,89 100 | 1,782 1,782 2,268 5,832 |
Составление графика работы линии
Строим график работы линий на 12 суток в виде таблицы (см. приложение Б).
Расчет расхода муки, яичных и молочных обогатителей (сухое молоко)
Суточный расход муки рассчитывается по формуле (21).
![]() , (21)
, (21)
где Пизд.б/д – количество изделий без добавок, вырабатываемые в сутки;
![]() - количество изделий с i-ой добавкой;
- количество изделий с i-ой добавкой;
ai - поправочный коэффициент к плановой норме расхода муки при выработке изделий с i – ой добавкой ( для молочных ai = 110 кг/т; для яичных при использовании яичного порошка ai = 80 кг/т) ;
Hм.пл. – плановая норма расхода муки.
Количество изделий без добавок, вырабатываемое в сутки, рассчитывается по формуле (22).
![]() , (22)
, (22)
где ![]() – i–ая суточная выработка для всех изделий;
– i–ая суточная выработка для всех изделий;
Сб/д – процентное отношение количества изделий, вырабатываемых без добавок, к общему количеству изделий (80 % ).
Количество изделий с i – ой добавкой рассчитывается аналогично количеству изделий без добавок (Сi/д= 10 %).
![]() т;
т;
![]() т;
т;
![]() т.
т.
Плановая норма расхода муки рассчитывается по формуле (23)
Нм.пл. = Зт + Уу + Бу, (23)
где Зт – затраты технологические, кг/т;
Уу – удельная норма учтенных потерь (принимаем 2 кг/т), кг/т;
Бу - удельная норма безвозвратных потерь (принимаем 1 кг/т), кг/т.
Затраты технологические рассчитываются по формуле (24).
 , (24)
, (24)
где Wп - плановая влажность изделий (принимаем Wп = 13 %), %;
Wм - плановая влажность муки (принимаем Wм = 14,5 %), %.
 кг/т.
кг/т.
Нм.пл. = 1017,54+2+1 = 1020,54 кг/т.
Суточный расход обогатителей рассчитываем по формуле (25).
Мi = Ндi ∙ Пi ∙ (Мм.пл. – аi) ∙ 0,001, (25)
где Ндi – расход i –ой добавки на 1т муки (для сухого молока 102,1 кг/т; для яичного порошка 80 кг/т).
Мсут=(4,6656∙1020,54+0,5832∙(1020,54-110)+0,5832∙(1020,54-80))∙0,001=5,841т/сут.
Мяич=80∙0,5832∙(1020,54-80)∙0,001 = 43,88 кг/сут = 0,04388 т/сут.
Ммол = 110∙0,5832∙(1020,54-110)∙0,001 = 58,41 кг/сут = 0,05841 т/сут.
Расчет количества силосов для хранения муки
По правилам проектирования макаронных фабрик при бестарном хранении муки она должна храниться в металлических силосах, емкость которых обеспечивает бесперебойную семисуточную работу фабрики.
Для хранения используем силоса бункерного типа с размерами 3,5х2х2м (аналогичные стабилизаторам-накопителям). Вместимость бункера определяем по формуле (26).
![]() , т (26)
, т (26)
где V - полезный объем такого бункера, м3; V = 8,1 м3.
![]() т.
т.
Принимаем, что 60 % изделий изготовляются из крупки, тогда суточный расход крупки найдем по формуле (27).
Мкр = 0,6 ∙ Mсут (27)
Мкр = 0,6 ∙ 5,841 = 3,505 т.
Принимаем, что 40 % изделий изготавливаются из полукрупки, тогда суточный расход полукрупки найдем по формуле (28).
Мпкр = 0,4 · Mсут (28)
Мпкр = 0,4 · 5,841 = 2,336 т.
Количество силосов для хранения крупки находим по формуле (29).
 , (29)
, (29)
 принимаем 6.
принимаем 6.
Для хранения полукрупки находим аналогично, по формуле (30).
 , (30)
, (30)
 принимаем 4.
принимаем 4.
åN = Nкр + Nпкр
åN = 6 + 4 = 10.
Организация упаковки готовых изделий
Упаковка всех видов изделий производится в одну смену. 60% изделий расфасовываются в мелкую тару и упаковываются в крупную тару. Для фасовки в мелкую тару будем применять фасовочную машину РТ-УМ-21-3. Для обеспечения бесперебойной работы упаковочного отделения необходимо установить 1 машину РТ-УМ-21-3.
Подбор вспомогательного технологического оборудования
Для обеспечения подготовки рассчитанного количества сырья необходимо в отделении подготовки муки установить 1 просеиватель – бурат ПБ-1,5. Для подготовки эмульсии устанавливаем 1 установку для подготовки и дозирования обогатителей Б6-ЛОА. Для дозирования муки устанавливаем 1 дозатор Ш2-ХДА. Для обеспечения виброподсушивания устанавливаем 1 подсушиватель А1-ОГК.
Организация складирования готовой продукции и расчет площади склада
Картонные короба и крафтмешки с упакованными в них изделиями устанавливаются на поддоны по 6 коробов в плане и 5 по высоте.
Ориентировочно площадь склада рассчитывается на 14 суточную работу фабрики и определяется из расчета хранения 0,4 т изделий на 1 м² и , следовательно, будет равна:
S = (5,832∙14)/0,4 = 204,12 м².
Действительная площадь склада готовой продукции определится при компоновке стеллажей.
Определение площадей подсобно-производственных помещений
Площади подсобно-производственных помещений определяются из норм технологического проектирования предприятий макаронной промышленности, мощности и технической оснащенности фабрики.
Ориентировочно приняты следующие площади, м²:
лаборатория 20
механическая мастерская и инструментальная 36
электротехническая мастерская 18
мастерская КИП и автоматики 18
помещение для дежурных слесарей и электромастеров 18
насосная 8
кладовая хозинвентаря 4
материальный склад 18
тарный цех 70
матрицемойка 18
помещение для водобаков 18
Предусмотрены помещения для размещения оборудования для кондиционирования воздуха и для размещения вентиляционных установок.
Расчет расхода воды, тепла и электроэнергии на технологические нужды. Расход воды на технологические нужды определяем по таблице 4.
Таблица 4 – Расчет расхода воды на технологические нужды.
| Статья расхода воды | Норма расхода, л | Производительность, т/с, или количество потребите лей | Общий расход, л/сут | Максимальный расход, л/ч | Температура воды, ºC | Количество сточных вод, л/ч |
| Замес теста, л/т Мойка матриц, л/ч | 270 600 | 5,832 3 | 1575 900 | 65,6 600 | 70 до 50 | 600 |
| Всего | 2475 | 665,6 | 600 | |||
| В том числе горячей | 2475 | 665,6 |
Расход тепла на технологические нужды складывается из расхода тепла на сушку макаронных изделий и на подогрев воды, необходимой для замеса теста, подогрева прессующих устройств.
Максимальный часовой расход тепла на подогрев воды, расходуемой на технологические нужды Qг.в, Вт, определяется по формуле (31).
 , (31)
, (31)
где Gмакс – максимальный расход воды, л/ч, Gмакс = 665,6 л/ч;
tгор – температура горячей воды, tгор = 70°С;
tхол – температура холодной воды, tхол = 5°С;
c – удельная теплоемкость воды, с = 4,19 кДж/(кг∙град).
Qг.в= 665,6∙(70 – 5)∙4,19/3,6 = 50354,5 Вт.
Таблица 5 – Расчет расхода электроэнергии не технологические нужды
| Наименование оборудования | Количество единиц оборудования | Количество электродвигателей на единице оборудования | Мощность электродвигателей, кВт | Общая мощность электродвигателей, кВт |
| Мучной склад: Просеиватель-бурат Задвижки Весы Компрессор | 1 10 1 2 | 1 1 1 1 | 1 0,1 0,3 20 | 1 1 0,3 40 |
| Итого | 42,3 | |||
| Основное производство: Одношнековый пресс Вакуум-насос Виброподсушиватель Сушилка | 3 3 1 1 | Комплектно 1 1 комплектно | 5,06 0,6 1 11,4 | 15,18 1,8 1 11,4 |
| Итого | 29,38 | |||
| Вспомогательное оборудование: Матрицемоечная машина Установка для дозировки и смешивания обогатителей | 1 1 | 1 1 | 1,2 0,8 | 1,2 0,8 |
| Итого | 2 | |||
| Всего | 73,68 |
Расчет штата фабрики
Расчет штата фабрики представлен в таблице 6.
Таблица 6 – Расчет штата фабрики
| Категория работающих, квалификация | Число работающих | Общий штат фабрики | |||||
| в сменах | в сутки | подменные | |||||
| 1 | 2 | 3 | |||||
| Производственные рабочие: Оператор склада Прессовщик Сушильщик Фасовщик-упаковщик Наладчик фасовочно-упаковочного оборудования Трафаретчица тары Дозировщик обогатителей | - 1 1 - - - - | 1 1 1 3 1 1 1 | - 1 1 - - - - | 1 3 3 3 1 1 1 | 1 1 - 1 - - - | 2 4 3 4 1 1 1 | |
| Итого | 2 | 9 | 2 | 13 | 3 | 16 | |
| Подсобно-производственные рабочие | 1 | 4 | 1 | 6 | 2 | 8 | |
| Итого | 1 | 4 | 1 | 6 | 2 | 8 | |
| ИТР: Директор Заместитель директора по снабжению и сбыту Ведущий специалист Инженер-энергетик Инженер-механик Начальник цеха Начальник смены Заведующий лабораторией | - - - - - - 1 - | 1 1 1 1 1 1 1 1 | - - - - - - 1 - | 1 1 1 1 1 1 3 1 | - - - - - - 1 - | 1 1 1 1 1 1 4 1 | |
| Итого | 1 | 8 | 1 | 10 | 1 | 11 | |
| СКП | - | 3 | - | 3 | - | 3 | |
| Итого | - | 3 | - | 3 | - | 3 | |
| МОП и ПСО | 1 | 2 | 1 | 4 | 1 | 5 | |
| Итого | 1 | 2 | 1 | 4 | 1 | 5 | |
| Общий штат | 5 | 26 | 5 | 36 | 7 | 43 | |
Численность работающих, пользующихся санпропускниками: всего 24 человека, в сутки – 19 человек, в максимальную смену – 13 человека. Численность конторского персонала 3 человека.
Расчет площадей бытовых и административно-конторских помещений
Ориентировочно площадь бытовых помещений определяем из расчета 1,75 м² на каждого, пользующегося санпропускниками, следовательно, она будет 1,75∙24 = 42 м².
Площадь административно-конторских помещений принимаем равной 42 м².
Компоновка цеха
Компоновка должна обеспечивать последовательность производственного потока, удобную связь между отдельными цехами и помещениями, сокращение путей внутрифабричной транспортировки и пробега подвижного оборудования, она должна создавать оптимальные условия работы и бытового обслуживания рабочих.
При компоновке основного производственного цеха учитывается то, что мучной склад должен примыкать к прессовому отделению, упаковочное отделение – к сушильному отделению; тарный цех, склад готовой продукции – к упаковочному отделению.
При компоновке основного производства и складов в цехах и складах предусмотрены необходимые подсобные помещения (для вентиляционных установок, кладовых, заведующего складом, начальников смен и т.п.).
В цехе основного производства размещены материальный склад, холодильная камера с помещением для подготовки обогатителей к производству, насосная, аккумуляторная с помещением для вилочных погрузчиков. Водобаки размещены выше потребителей воды, чтобы обеспечить подачу воды к ним самотеком.
Отопление
Центральное водяное или паровое отопление предусматривается во всех помещениях за исключением: котельной, материального склада, склада смазочных материалов, складов тары и ящичных комплектов.
Ориентировочно расход тепла на отопление определяется по формулам (32 и 33).
Qчас = 0,80∙V∙go∙(tс.вн –tр.о), (32)
где Qчас – максимальный часовой расход тепла на отопление, Вт;
V – объем отапливаемой части здания по наружному обмеру, м3, V = 3499,2 м3;
gо – удельная тепловая характеристика здания, gо = 0,36 Вт/м³;
tс.вн – средняя температура отапливаемых помещений, tс.вн = 18ºC;
tр.о – расчетная температура наружного воздуха – средняя температура наиболее холодной пятидневки, принимается по СН и П 2 А.6-62 tр.о = - 30ºC.
Qчас = 0,80∙3499,2∙0,36∙(18 – (-30)) = 48373 Вт.
Qгод = 0,80∙V∙go∙(tс.вн – tс.о)∙m∙n, (33)
где Qгод – годовой расход тепла на отопление, Вт;
tс.о– средняя температура наружного воздуха в отопительный период, принимаем по СН и П 2 А.6-62 tс.о = -10ºC;
m – число часов работы системы отопления, m = 24 часа;
n – число дней отопительного периода, по СН и П 2А.6-62 n = 180 дней.
Qгод = 0,80∙3499,2∙0,36∙(18 –(-10)) 24∙180 = 121899810,8 Вт = 121899,8 кВт.
Вентиляция и кондиционирование воздуха
При работе сушилок выделяется горячий воздух, насыщенный паром, который отрицательно сказывается на самочувствии рабочих, повышая температуру и влажность воздуха в цехе. Вентиляция и кондиционирование воздуха применяются для создания комфортных условий труда в основном производственном цехе и других помещениях.
Общее количество вентиляционного воздуха при приближенных подсчетах определяем по формуле (34).
Lв = V∙0,6∙n, (34)
где Lв – количество воздуха, м³/ч;
V – объем здания по наружному обмеру, м³; V =3888 м3;
0,6 – коэффициент, приводящий объем здания по наружному обмеру в суммарный объем вентилируемых помещений;
n – средняя кратность воздухообмена, n = 4 обменам в час.
Lв = 3888∙0,6∙4 = 9331,2 м³/ч.
Расход на вентиляцию определяется по формуле (35).
 , (35)
, (35)
где Qв – расход тепла на вентиляцию, Вт;
1,2 – плотность воздуха, кг/м³;
1,005 – весовая теплоемкость воздуха, кДж/(кг∙град);
tс.вн– средняя температура отапливаемых помещений, tс.вн= 18ºC;
tр.о– расчетная температура наружного воздуха, tр.о= -10ºC.
Qв = 9331,2∙1,2∙1,005∙(18-(-10))/3,6 = 87526,65 Вт.
Суммарная потребная мощность электродвигателей в приточных и вытяжных вентиляционных установках определится по формуле (36).
 , (36)
, (36)
где Nпотр – суммарная потребная мощность, кВт;
50 – среднее сопротивление приточных и вытяжных систем вентиляции, кг/м²;
102 – переводной коэффициент;
0,4 – КПД вентилятора и привода;
1,3 – средний коэффициент запаса на потребную мощность.
Nпотр = 1,3∙9331,2∙50/(102∙3600∙0,4) = 4,129 кВт.
Годовой расход тепла на вентиляцию определится по формуле (37).
 , (37)
, (37)
где m – продолжительность работы фабрики в сутки, m = 24 часа;
е – количество рабочих дней в отопительном периоде, по СН и П 2А.6-62 е = 180 дней.
Qг.в= 9331,2∙1,2∙1,005∙(18-(-10))∙24∙180/3,6 = 378115153,9 Вт = 378115,12 кВт.
Годовой расход энергии на вентиляцию определим по формуле (38).
Nг.в = Nпотр∙m∙T, (38)
где Т – количество рабочих дней фабрики в году, Т = 279.
Nг.в = 4,129∙24∙279 = 27647,784 кВт´ч.
Водоснабжение
Холодное водоснабжение
Вода на макаронных фабриках расходуется на технологические нужды, противопожарные нужды, хозяйственно-бытовые нужды и компенсацию потерь воды в котельной. Общий расход воды представлен в таблице 7.
Расчет потребности воды для душевых ведем из расчета, что на одну душевую приходится 5 работающих в наиболее многочисленной смене. Душ работает 3 раза в сутки по 1,5 часа, при этом расходуется 500 литров воды в час на одну сетку. Тогда на одну душевую сетку расходуется 2 250 литров в сутки. Исходя из численности рабочих, устанавливаем 2 душевые сетки, и суточный расход составит 4500 литров. Потребность в холодной воде на приготовление пищи рассчитываем из расчета 5 литров в сутки на 1 человека, в том числе 3 литра на мойку посуды. Расход воды на поливку территории берется 1,5 литра на 1 квадратный метр, компенсация воды в котельной составляет 5 % от количества воды, испаряемой в котлах.
Необходимые напоры на вводе водопровода составят:
- для производственно-хозяйственно-питьевого водозабора до верхнего крана – 2 метра;
- для подъема воды в бак на высоту 6 метров с напором при изливе 2 метра – 8 метров;
- для внутреннего пожаротушения – 18 метров.
Хозяйственный насос для подкачки воды в бак должен обеспечить подачу воды Gсек = 2,2 литра в секунду. Устанавливаем центробежный насос диаметром 50/25 миллиметров. Мощность электродвигателя насоса определится по формуле ().
 , (39)
, (39)
где Н – необходимый напор, м; Н = 8 м;
hуст – коэффициент полезного действия; hуст = 0,4.
 кВт.
кВт.
Таблица 8 – Общий расход воды
| Статьи расхода | Суточный расход, л | Среднечасовой расход, л | Коэффициент неравномерности | Максимальный часовой расход, л | Секундный расход, л | Годовой расход, м³ |
| Технологические нужды Противопожарные нужды Хозяйственно-бытовые нужды: приготовление пищи на раковины в цехах душевые сливные бачки унитазов поливка территории | 15974,4 - 215 2000 4500 2250 900,0 | 665,5 - 9 83,3 187,5 93,75 37,5 | 1,47 - 2 5 8 3 8 | 987,43 - 18 416,5 1500 281,25 300 | 0,185 25,00 0,005 0,116 0,42 0,078 0,08 | 4457 - 60 588 1255,5 627,75 251,1 |
| Итого | 25839,4 | 1076,65 | 3494,18 | 25,844 | 7209,35 | |
| Компенсация потерь воды в котельной | 1291,97 | 53,8 | 1,25 | 174,7 | 1,29 | 360,5 |
| Всего | 27131,4 | 1130,45 | 3668,88 | 27,2 | 7569,85 |
Противопожарный насос должен обеспечивать подачу двух струй по 12,5 литра в секунду каждая. Устанавливаем центробежный насос диаметром 65/50 миллиметров с мощностью электродвигателя насоса:
 кВт.
кВт.
Горячее водоснабжение
Горячая вода используется на технологические нужды, а также на мойку столовой посуды, на мойку полов, в душевых и умывальниках. Часовой расход тепла на нагрев воды Qг.в, Вт, рассчитывается по формуле (40).
 , (40)
, (40)
где gmax – максимальный часовой расход горячей воды, л;
К – коэффициент, учитывающий теплопотери, К = 1,1-1,2;
tгор – температура горячей воды, °С;
tхол – температура холодной воды, °С; tхол = 5°С;
с – удельная теплоемкость воды, кДж/(кг∙град).с = 4,19 кДж/(кг∙град).
Расход воды, используемой на технологические и хозяйственно-бытовые нужды, и расчет тепла на ее подогрев сведен в таблицу 9.
Таблица 9 – Расчет расхода горячей воды и тепла
| Статья расхода | Температура горячей воды, °С | Средний часовой расход воды, л | Максимальный часовой расход воды, л | Средний часовой расход тепла, Вт | Максимальный часовой расход тепла, Вт |
| Приготовление теста Мойка матриц Мойка столовой посуды Мойка инвентаря и оборудования Раковины в цехах Душевые | 70 50 50 60 25 37 | 65,6 25 38,5 30 83,3 187,5 | 65,6 100 231 60 461,5 1500 | 5459 1440 2218 2113 2132 7682 | 5459 8322 19223 4993 38405 124827 |
| Всего | 430 | 2918,1 | 21044 | 201229 |
Максимальный часовой расход воды gmax, л/ч, имеющей температуру 70°С, определяется по формуле (41).
 , (41)
, (41)
где
tгор = 70°С;
tхол = 5°С.

Нагрев воды производится в баке, как правило, при помощи парового змеевика, поверхность которого F, м², определяется по формуле (42).
![]() , (42)
, (42)
где Qобщ – количество тепла, подаваемого от источника теплоснабжения, Вт;
k – коэффициент теплопередачи, Вт/(м²∙град); k = 870 Вт/(м²∙град);
Dt – средняя разность температур, °С, определяется по формуле (43).
![]() , (43)
, (43)
где tср – температура насыщенного пара, поступающего в змеевик, °С; tср = 143 °С.
![]() °С.
°С.
 м².
м².
Суммарная емкость баков горячей и холодной воды:
1130,45∙8 + 430∙8 = 12483,6 л = 12,5 м³
Емкость бака горячей воды:
2660/977,81 = 2,72 м³
Емкость бака холодной воды:
12,5 – 2,72 = 9,78 м³
При полезной высоте баков 5 м площадь бака холодной воды будет:
9,78/5 = 1,956 м²,
а бака горячей воды:
2,72/5 = 0,544 м².
Минимальная высота помещения для баков:
5 + 0,15 + 0,25 + 0,50 = 5,8 м,
(здесь 0,15 – запас высоты бака; 0,25 – высота подставки под баки; 0,50 – расстояние от верха бака до перекрытия).
Годовой расход тепла на горячее водоснабжение Qгод.общ, Вт, определяется по формуле (44).
Qгод.общ = Qср.час.общ∙m∙T, (44)
где Qср.час.общ – средний часовой расход тепла на горячее водоснабжение, Вт;
m – число часов работы в сутки, m = 24;
Т – количество рабочих дней в году, Т = 279.
Qгод.общ = 21044∙24∙279 = 140910624 Вт = 140910,624 кВт
Канализация
По характеру загрязнения сточные воды делятся на условно чистые и загрязненные. К условно чистым стокам относятся сточные производственные воды от прессов после охлаждения прессующих устройств, от ванн для разогрева меланжа, от вакуумных насосов, от водонапорных баков при их переливе. К загрязненным (фекально-хозяйственным) стокам относятся стоки от душевых, уборных, умывальников, раковин, моечных ванн, трапов. Количество сточных вод определяется исходя из общего расхода воды по таблице 10.
Таблица 10– Расчет количества сточных вод
| Статья расхода | Количество сточных вод, л | |||
| средне-часовое | коэффициент неравномерности | максимально-часовое | суточ-ное | |
| Мойка матриц Раковины в цехахДушевые Сливные бачки унитазов Мытье посуды и оборудование | 25 83,3 187,5 93,75 68,5 | 4 5 8 3 4 | 100 416,5 1500 281 281 | 600 2000 4500 2250 1644 |
| Всего | 458,05 | - | 2578,5 | 10994 |
Условно чистые воды в цехе отсутствуют.
Количество загрязненных сточных вод в сутки: 10994 л, максимальночасовое: 2578,5 л.
Похожие работы

... Кс= (0,9-1,0) a - угол подачи винтовой линии шнека, в градусах. tg a = S/2π Dc, tg a=0,07/2*3,14*0,21=0,053 а=3° где Dc - средний диаметр шнека, м. Мощность привода (кВт) прессующего макаронного пресса определяется: N = π P · n · tg a (R23 - R13), N=3,14*10*25*0,053 (0,253-0,173) =1,4 кВт/ч где Р - давление прессования, МПа (8-12). Матрицы для формования макаронных ...
... осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения. 5 Экономическая часть 5.1 Маркетинговое исследование научно-технической продукции В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса. К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона ...

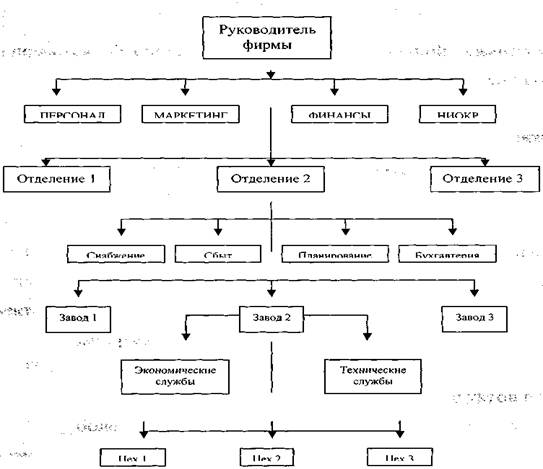
... -то момент масштабы бизнеса возрастают, и требуется введение новых форм производства и управления. В этот момент осуществляются новые структурные преобразования. Глава 2 Процесс создания проекта управленческой структуры на предприятии 2.1 Роль и сущность планирования В рыночной экономике любое предприятие в своей деятельности неизбежно сталкивается с неопределенностью. Предприятие не ...
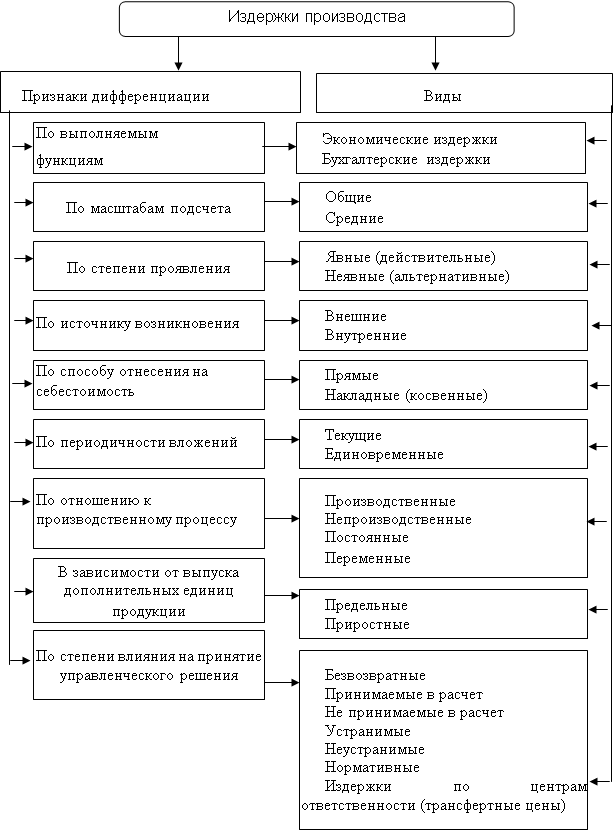


... существенное влияние оказывает фактор времени – тот период, за который происходит оценка как осуществленных затрат, так и полученных результатов. Поэтому, исходя из учета фактора времени, издержки производства следует анализировать отдельно в краткосрочном и долгосрочном периодах. При этом применение этих понятий не должно ассоциироваться со строго определенным промежутком времени. Для каждой ...
0 комментариев