Состояние вопроса
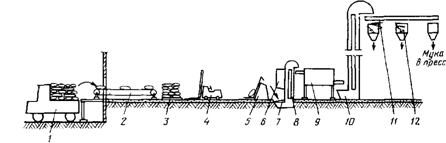
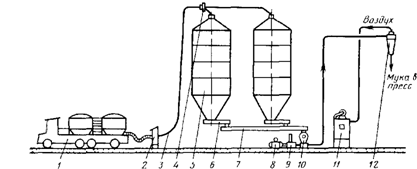
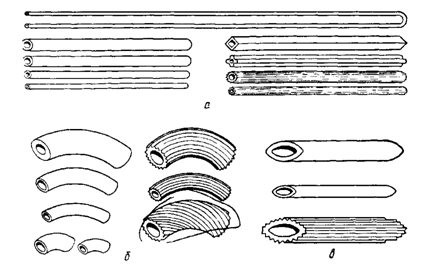
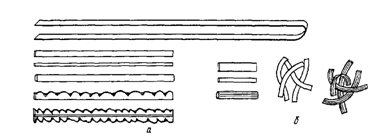
Технология производства макаронных изделий
Расчеты макаронного цеха
Конструкторская часть
Описание проектируемой машины
Кинематический расчет
Проверяем коэффициент запаса прочности S по формуле
Проверяем коэффициент запаса прочности S по формуле
Возможные чрезвычайные ситуации на объекте
Организация производства и труда
Навигация
Описание проектируемой машины
Проект машины для производства макарон
119194
знака
12
таблиц
8
изображений
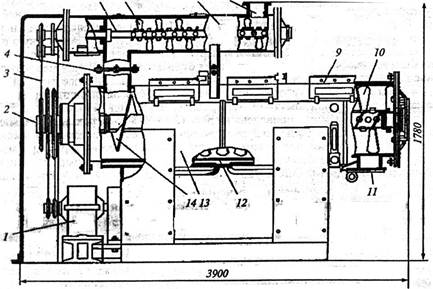
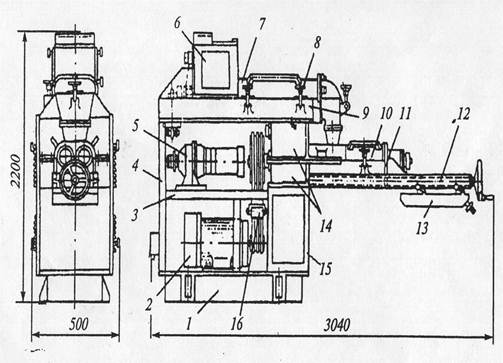
3.2 Описание проектируемой машины
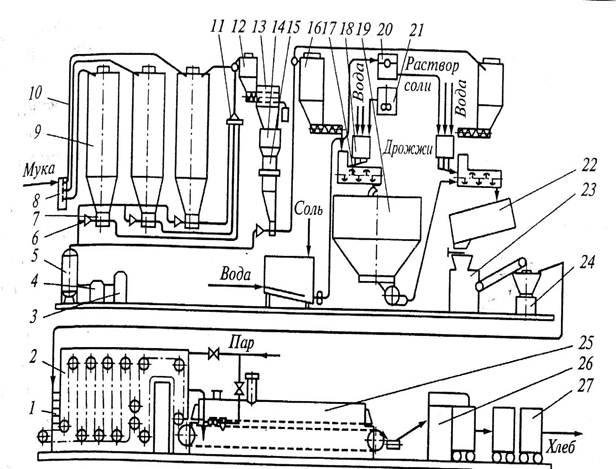
Современные макаронные предприятия представляют собой сложные комплексы, оснащенные технологическим, транспортным, энергетическим, санитарно-техническим и вспомогательным оборудованием, а также средствами контроля, управления и блокировки. Технологическая надежность этого оборудования и аппаратуры во многом предопределяет качественные и технико-экономические показатели производства продукции.
В соответствии с Федеральной целевой программой стабилизации и развития агропромышленного комплекса научно-техническая политика в области производства макаронных изделий должна быть направлена прежде всего на снижение затрат материальных, энергетических и других видов ресурсов; создание, производство и использование новых видов сырья, в том числе нетрадиционного; повышение производительности труда. В частности, на макаронных предприятиях уже в ближайшие годы должны быть снижены энергозатраты на 15... 20%.
Основные направления научно-исследовательских работ имеют целью обеспечить высокое качество продукции, повысить потребительские свойства макаронных изделий, сохранить традиции, удовлетворить вкусы всех слоев населения.
Современный этап развития макаронного производства характерен тем, что на основе накопленных научных знаний и достижений в области биохимии, физико-химической механики, микробиологии многие традиционные технологические схемы и приемы кардинально пересматриваются и заменяются новыми, более прогрессивными. Это вызывает необходимость разработки и внедрения нового эффективного технологического оборудования.
Поиск патентов и авторских свидетельств выявил большой дефицит новых разработок в области макаронного производства.
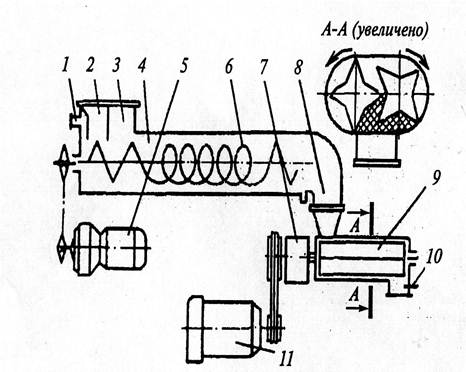
Известен валково-шестеренный экструдер (приложение Б) состоящий из загрузочного устройства, рабочей камеры, шестеренных валков формующего устройства, разрыхлителя, конфузора, диффузора и штуцеров. На основе этого экструдера разработан макаронный пресс.
Макаронный пресс состоит из ворошителя, тестосмесителя, шнека. Пресс работает следующим образом: сырье с водой подается в ворошитель, где происходит интенсивное смешивание муки с жидкими компонентами, далее тесто в виде крошки подается в тестосмеситель, где ему создается определенная структура. Применение ворошителя способствует повышению качества продукта (плотность, прочность, однородность). Техническим результатом, получаемым от использования ворошителя, является повышение однородности и плотности получаемой продукции.
3.3 Расчеты производительности, потребной мощности
Расчет прессующего устройства
Производительность макаронного пресса характеризуется количеством теста, подаваемого шнеком к матрице в единицу времени, и пропускной способностью матрицы. Фактическая производительность (кг/ч) нагнетающего шнека , (45)
, (45) где m – число заходов шнека, m = 1;
R – количество шнеков, R = 1;
R2 и R1 – наружный и внутренний радиусы шнека, R2 = 3 см, R1 = 1,5 см;
S – шаг витков винтовой линии шнека, S = 6 см;
b2 и b1 – ширина винтовой лопасти в ее нормальном сечении по наружному и внутреннему радиусам шнека, b2 = b1 = 0,8 см;
n – частота вращения шнека, n = 90 мин-1;
Кн – коэффициент заполнения межвиткового пространства тестом, Кн =0,25;
Кп – коэффициент прессования теста, учитывает степень уплотнения тестом Кп = 0,5;
Кс – коэффициент (приведенный), учитывающий качество прессования, Кс=0,9;
α – угол подъема винтовой линии, рассчитывают по формуле (46).
![]() ; (46)
; (46)
Rср – средний радиус шнека
 . (47)
. (47)
Подставив значения в формулу (47) получим
![]() см;
см;
Подставляя полученные значения в формулу (45), получим
 кг/ч.
кг/ч.
Мощность привода шнека (кВт)
![]() кВт.
кВт.
Под рабочей длиной шнека понимается длина шнека, на которой действует давление прессуемой массы. Она равна 3 шагам винтовой лопасти шнека
![]() (47)
(47)
![]() см.
см.
Общая длина шнека
![]() , (48)
, (48)
где L – общая длина шнека, см;
Lз – длина загрузки, Lз = 3S;
LТ – длина транспортировки, LТ = 3S;
Lк – длина конического окончания шнека, Lк = S.
Тогда по формуле (48) получим
![]() см.
см.
Расчет на прочность шнека
Средний угол подъема винтовой поверхности находим из соотношения:
 . (49)
. (49)
Получаем
 .
.
Интенсивность сплошной осевой нагрузки определяем по формуле
![]() , (50)
, (50)
где  и
и ![]() , (51)
, (51)
Получим
 . (52)
. (52)
При х = ![]() , qx = qmax и
, qx = qmax и
![]() , (53)
, (53)
таким образом
![]() кГ/см.
кГ/см.
Реакция упорного подшипника
![]() , (54)
, (54)
![]() кГ
кГ
где m1 – число рабочих витков.
При расчете на прочность число рабочих витков следует принимать равным числу, расположенных между загрузочным отверстием и прессовой камерой.
Крутящий момент определяют по формуле (55).
![]() , (55)
, (55)
![]() кГсм.
кГсм.
Согласно теории наибольших касательных напряжений, эквивалентное напряжение
![]() (56)
(56)
или по формуле
 . (57)
. (57)
Осевая сила S передается до упорного подшипника, а крутящий момент Мкр – от шестеренчатой передачи до первого рабочего витка шнека; поэтому при расчете на прочность необходимо проверить самое слабое сечение на этих участках. Для вала сечением R2 = 15 мм напряжения
![]() , (58)
, (58)
 кГ/см2.
кГ/см2.
 , (59)
, (59)
 кГ/см2.
кГ/см2.
Эквивалентное напряжение
![]() кГ/см2.
кГ/см2.
Изгибающие моменты в витке шнека, действующие на внутреннем контуре (при r = R2), определяют по формуле
При μ = 0,3
 (60)
(60)
![]() . (61)
. (61)
При 

![]() .
.
Напряжения определяют по формулам
![]() , (62)
, (62)
![]()
 кГ/см2 (δ – толщина витка шнека).
кГ/см2 (δ – толщина витка шнека).
![]() кГ/см2.
кГ/см2.
Изгибающие моменты на внешнем контуре определяют по формуле (63)
при μ = 0,3 и α = 2
![]()
![]()
![]() . (63)
. (63)
 . (64)
. (64)
Получаем
 кГ/см2.
кГ/см2.
В опасном месте у тела шнека при r = R2
![]() кГ/см2 (σ1 = σr, σ3 = 0).
кГ/см2 (σ1 = σr, σ3 = 0).
Определяем диаметр выходного конца вала по минимальным значениям допускаемых напряжений
 , (65)
, (65)
где
![]() кГ/см2, для Ст 8,
кГ/см2, для Ст 8,
![]()
условие удовлетворяется.
Итак
 см = 28 мм.
см = 28 мм.
Принимаем d = 28 мм.
Тогда
 (66)
(66)
 см3.
см3.
Проверка
 (67)
(67)
 кГ/см2 = 39,547 МПа ≤900 = [τ-1]и.
кГ/см2 = 39,547 МПа ≤900 = [τ-1]и.
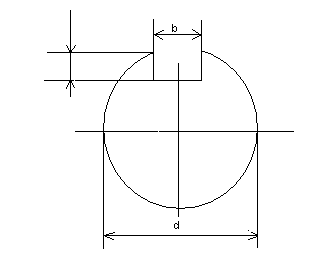
Рисунок 10 – Эскиз
Расчет матрицы
Производительность матрицы (кг/ч) по сухим изделиям , (68)
, (68)
где υ – скорость течения теста по формующим каналам, м/с;
f – площадь живого сечения матрицы, м2;
W2 – конечная влажность продукта, W2 = 12%.
Скорость (м/с) течения теста в зависимости от формы сечения каналов определяются по следующим формулам:
а) для макарон
 , (69)
, (69)
где υ0 – скорость скольжения, принимаем υ0 = 0;
μ – динамическая вязкость, зависит от влажности теста, Па*с;
![]() - перепад давления по длине формующего канала, можно представить как
- перепад давления по длине формующего канала, можно представить как ![]()
![]() (
(![]() - перепад давления формования, Па; l – длина канала; м);
- перепад давления формования, Па; l – длина канала; м);
RH – наружный радиус трубки колец, RH = 0,00275 м;
RB – внутренний радиус отверстия трубки, RВ = 0,00175 м;
r – радиус от оси кольцевого канала, м,
![]() ; (70)
; (70)
![]() м.
м.
Тогда
![]()
б) для вермишели
 , (71)
, (71)
где R – радиус сечения формующего отверстия, r = R/2=0.000375 м;
Тогда
 м/с.
м/с.
в) для лапши
 , (72)
, (72)
где b и a – длина и ширина формующего отверстия, b = 0,004 м, a = 0,001 м.
Получим
 м/с.
м/с.
Тогда из формулы производительности матрицы получаем, что площадь живого сечения матрицы
 . (73)
. (73)
Для макарон
 м2.
м2.
Для вермишели
 м2.
м2.
Для лапши
 м2.
м2.
Площадь матрицы (м2)
![]() , получаем
, получаем ![]() м2.
м2.
Площадь отверстий матрицы:
а) для макарон
![]() , (74)
, (74)
Тогда
![]()
![]() м2.
м2.
б) для вермишели
![]() , (75)
, (75)
![]() м2.
м2.
в) для лапши
![]() , (76)
, (76)
![]() м2.
м2.
Число отверстий
 . (77)
. (77)
а) для макарон
![]() отв.
отв.
б) для вермишели
![]() отв.
отв.
в) для лапши
![]() отв.
отв.
Площадь (м2) живого сечения матриц в зависимости от вида изделий
а) макарон
![]() , (78)
, (78)
Получаем
![]() м2.
м2.
б) для вермишели
![]() , (79)
, (79)
![]() м2.
м2.
в) для лапши
![]() , (80)
, (80)
![]() м2.
м2.
Полученная производительность матрицы рассчитывается по формуле (68)
а) для макарон
![]() кг/ч.
кг/ч.
б) для вермишели
![]() кг/ч.
кг/ч.
в) для лапши
![]() кг/ч.
кг/ч.
Расчет тестосмесителя
Производительность (кг/ч) тестосмесителя любого макаронного пресса должна быть равна производительности шнека по сырым изделиями
![]()
Производительность (кг/ч) макаронного пресса по сырым изделиям можно рассчитать по формуле
 , (81)
, (81)
где Пф – производительность по готовым изделиям (сухим) изделиям, кг/ч;
Wu – влажность сухих изделий (Wu = 13%);
WТ – влажность теста (WТ = 30%).
![]() кг/ч.
кг/ч.
Объем месильной камеры (м3) тестосмесителя рассчитывают
 , (82)
, (82)
где τ – время замеса, τ = 0,3 ч;
ρт – насыпная плотность теста, ρт = 719 кг/м3;
φ – коэффициент заполнения тестосмесителя тестом, φ = 0,6.
 м3.
м3.
Общую длину (м) месильной камеры рассчитывают
![]() , (83)
, (83)
где F – площадь поперечного сечения камеры, м2.
 , (84)
, (84)
где R – радиус днища камеры смесителя, R = 0,15 м;
h – высота призматической части смесителя, h = 0,18 м.
 м2.
м2.
Подставив значения в формулу () получим
![]() м
м
Потребляемую мощность (кВт) на замес теста можно ориентировочно определить по формуле (85).
![]() , (85)
, (85)
где w – угловая скорость вращения месильного органа, рад/с.
Зная частоту вращения вала смесителя, можно определить угловую скорость вращения по формуле (86).
![]() , (86)
, (86)
где n – частота вращения месильного органа, n = 150 мин-1.
![]() рад/с.
рад/с.
Тогда
![]() кВт.
кВт.
Расчет ворошителя
Производительность (кг/ч) ворошителя любого макаронного пресса должна быть равна производительности шнека по сырым изделиями
![]() ,
,
Производительность (кг/ч) макаронного пресса по сырым изделиям можно рассчитать по формуле (87).
, (87)
где Пф – производительность по готовым изделиям (сухим) изделиям, кг/ч;
Wu – влажность сухих изделий (Wu = 13%);
WТ – влажность теста (WТ = 30%).
![]() кг/ч.
кг/ч.
Объем месильной камеры (м3) ворошителя рассчитывают
, (88)
где τ – время замеса, τ = 0,0167 ч;
ρт – насыпная плотность теста, ρт = 719 кг/м3;
φ – коэффициент заполнения ворошителя тестом, φ = 0,9.
 м3.
м3.
Общую длину (м) месильной камеры рассчитывают
![]() , (89)
, (89)
где F – площадь поперечного сечения камеры, м2.
![]() , (90)
, (90)
где d – диаметр ворошителя, d = 0,1 м.
![]() м2
м2
Подставив значения в формулу (89) получим
 м.
м.
Потребляемую мощность (кВт) можно ориентировочно определить по формуле
![]() , (91)
, (91)
где w – угловая скорость вращения месильного органа, рад/с.
Зная частоту вращения вала смесителя, можно определить угловую скорость вращения по формуле (92).
![]() , (92)
, (92)
где n – частота вращения месильного органа, n = 1500 мин-1
![]() рад/с.
рад/с.
Тогда
![]() кВт.
кВт.
Похожие работы

... Кс= (0,9-1,0) a - угол подачи винтовой линии шнека, в градусах. tg a = S/2π Dc, tg a=0,07/2*3,14*0,21=0,053 а=3° где Dc - средний диаметр шнека, м. Мощность привода (кВт) прессующего макаронного пресса определяется: N = π P · n · tg a (R23 - R13), N=3,14*10*25*0,053 (0,253-0,173) =1,4 кВт/ч где Р - давление прессования, МПа (8-12). Матрицы для формования макаронных ...
... осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения. 5 Экономическая часть 5.1 Маркетинговое исследование научно-технической продукции В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса. К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона ...
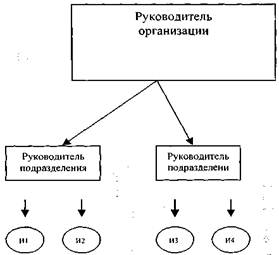

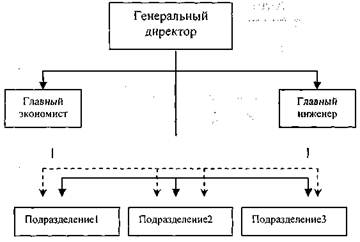
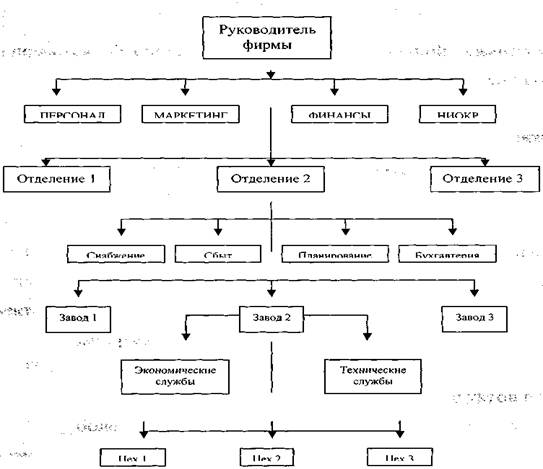
... -то момент масштабы бизнеса возрастают, и требуется введение новых форм производства и управления. В этот момент осуществляются новые структурные преобразования. Глава 2 Процесс создания проекта управленческой структуры на предприятии 2.1 Роль и сущность планирования В рыночной экономике любое предприятие в своей деятельности неизбежно сталкивается с неопределенностью. Предприятие не ...
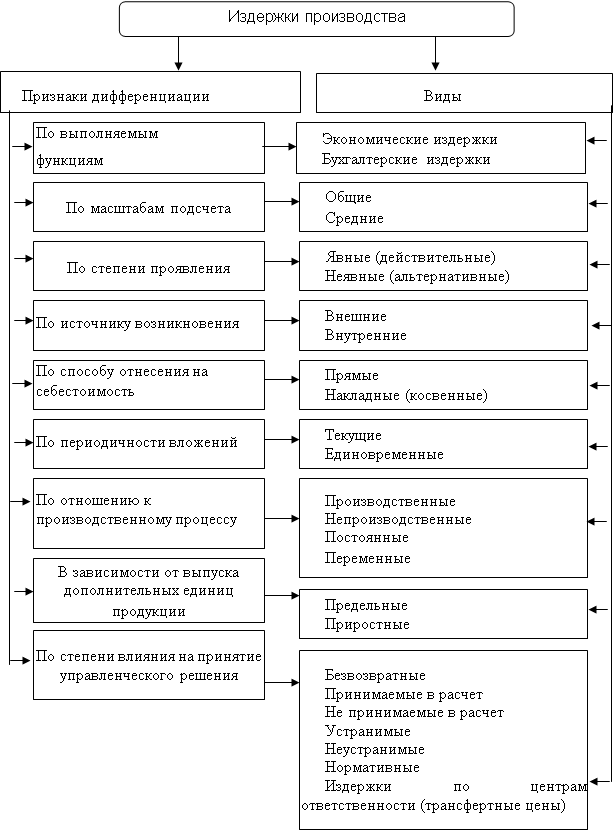


... существенное влияние оказывает фактор времени – тот период, за который происходит оценка как осуществленных затрат, так и полученных результатов. Поэтому, исходя из учета фактора времени, издержки производства следует анализировать отдельно в краткосрочном и долгосрочном периодах. При этом применение этих понятий не должно ассоциироваться со строго определенным промежутком времени. Для каждой ...
0 комментариев