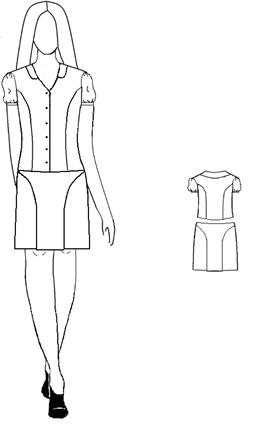
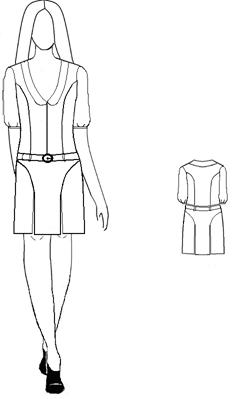
Обоснование выбора моделей
Обоснование выбора пакета материалов, применяемых при изготовлении блузки
Расчет и построение чертежа конструкции модели
Нормирование расхода материала, выполнение раскладки лекал
Расчет расхода материалов
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
План размещения рабочих мест на потоке
КОНТРОЛЬ КАЧЕСТВА. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ В ЦЕХЕ, НА ПОТОКЕ
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ТРУДА
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
Расчет расхода материалов
Проектирование технологического потока для изготовления блузки женской из поплина
105334
знака
29
таблиц
8
изображений
1.6.2 Расчет расхода материалов
После определения площади лекал выполняются экспериментальные раскладки.
Для выполнения раскладки рассчитывается предварительная норма на обмеловку согласно площади лекал и допускаемых нормативам межлекальных выпадов по формуле:
Нпр=![]() (4),
(4),
где Sл – площадь лекал, см2; Во – отправной показатель межлекальных отходов, %; Шр - ширина рамки раскладки, см.
Нормативный процент для межлекальных отходов на женскую блузку равен 18%.
Исходя из того, что исправной показатель межлекальных отходов для комплекта ткани верха найден, поставив данные в формулу (1), была найдена предварительная длина раскладки на каждый вид материала:
Для х/б ткани Шр =150 см; Нпр= 30172´100)/(100-18)´150 = 245,3 см
Для х/б ткани Шр =140 см; Нпр= (30172´100)/(100-18)´140 = 262,8 см
1.6.3 Выполнение раскладки лекал
Уточнение нормы расхода
Для выполнения раскладки лекал необходимо учитывать вид поверхности ткани, характер рисунка, вид раскладки, способ настилания ткани.
Раскладка выполняется на миллиметровой бумаге на все виды материалов. На деталях кроя указывается: наименование детали, направление нити основы и допустимые отклонения. Межлекальные выпада заштриховываются под углом 45 градусов. Раскладки лекал выполнены в два комплекта для верха, т.к. они более экономичны, чем в один комплект.
При выполнении раскладок учитывался ряд требований для их экономичности:
- раскладки начинают с размещения крупных деталей;
- детали с прямыми углами укладывают по кромке ткани;
- фигурные, сложные контуры расположены внутри раскладки, по возможности сопрягая ее, т.е. выступы деталей укладывают в соответствующие выемки других;
- раскладка была начата с двух концов;
- межлекальные отходы целесообразно комплектовать в одном месте раскладки.
Комплект лекал для раскладки выполняется в масштабе 1:4 с учетом технического оформления, припусков; на лекала наносятся направление нити основы и допустимые отклонения от нити основы.
Для деталей верха отклонения не должны превышать 3-5% (схема раскладки выполняется на миллиметровой бумаге, при раскладке учитывается ширина и вид материала, способ настилания (лицом к лицу).
Для сокращения длины раскладки использовался принцип симметрии раскладки, крупные детали располагались по углам рамки раскладки, мелкие в соответствии с техническими условиями на свободное, легко сопрягающееся место внутри раскладки.
После выполнения раскладки расчитывается фактическая величина межлекальных отходов, Вф, % по формуле (2)
 (5),
(5),
где Sл – площадь лекал, см2; Sр - площадь раскладки, см2.
Ткань верха Шр =150 см, Вф=![]() (36450-30172)/36450´100%=17,2%
(36450-30172)/36450´100%=17,2%
Ткань верха Шр =140 см, Вф=![]() (35840-30172)/35840´100%=15,8%
(35840-30172)/35840´100%=15,8%
Исходя из полученных результатов, можно сделать вывод, что раскладка из ткани верха на ширину 140 см является более экономичной и обоснованной. При раскладке лекал была сокращена ее длина и составила:
- ткань верха при ширине 150 см, длина равна 243 см;
при ширине 140 см, длина равна 256 см;
Фактическая величина межлекальных выпадов составляет:
- для ткани верха – при ширине 150 см – 17,2%;
при ширине 140 см – 15,8%.
Разница между процентами межлекальных выпадов:
- ткань верха при ширине 150 см - 0,8%, при ширине 140 см – 2,2%;
Процент межлекальных отходов меньше нормативного, следовательно, раскладка лекал выполнена рационально и может быть рекомендована при изготовлении данной модели.
2 ОБОСНОВАНИЕ ВЫБОРА РЕЖИМОВ И МЕТОДОВ ОБРАБОТКИ, ОБОРУДОВАНИЯ, СРЕДСТВ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
2.1 Обоснование выбора режимов обработки
Качество и внешний вид изделия зависит от качества выполненных машинных строчек и швов и правильного выбора параметров влажно-тепловой обработки, поэтому выбору режимов обработки применяемых при изготовлении изделия уделяется особое внимание.
При изготовлении проектируемого изделия используются ниточный способ соединения деталей одежды, как наиболее распространенный и универсальный. Ниточные соединения имеют достаточную прочность, эластичность, красивый внешний вид. Показатели качества ниточных соединений зависят от параметров образования строчки и от режимов работы исполнительных инструментов швейных машин.
В данном разделе приводится характеристика машинных строчек и швов (табл.2.2), выбор параметров ВТО изделий (табл. 2.1).
Таблица 2.1.
Параметры ВТО изделия
| Наименование материала | Температура С | Усилие прессования кПа | Время обработки, сек. | Увлажнение к массе материала, % | ||
| пресса | утюга | На прессе | утюгом | |||
| Поплин, ткань сорочечная | - | 160-180 | - | - | 10-20 | 15-20 |
2.2 Выбор методов обработки и оборудования, средств технической оргоснастки. Экономическая оценка методов
При анализе существующей обработки была разработана новая технология, на основе совершенствования прогрессивного оборудования и средств оргтехоснастки. При выборе оборудования и средств оргоснастки учитывалось:
- повышение удельного веса машинных операций;
- механизация ручных работ;
- применение последовательно-параллельного метода обработки.
Характеристика оборудования, рекомендуемого для изготовления изделия и средств оргоснастки приводится в табл. 2.3, табл. 2.4, табл. 2.5
Таблица 2.3.
Характеристика технологического оборудования рекомендуемого для изготовления женской блузки
| Оборудование, Предприятие-изготовитель | Тип или класс машины | Максим. частота вращения главного вала, мин-1 | Длина стежка, мм. | Механизм перемещения материала | Иглы /ГОСТ 22249-76/. | Толщина пакета, мм мм | Наименование, марка средства малой механизации | Технологические операции. |
| Одноигольная стачивающая машина АО «Орша» Беларусь | 131-111 +100 | 5000 | 3,5 | нижняя рейка | 0092-02-80-90 | 3 | 3-5А 3-140 М.1.2. 1-44(Л-000) МОМЗ ЦНИИШП | стачивание, притачивание, настрачивание, втачивание |
| Краеобметочная машина ПО «Азов» Россия | AZ8003H-A4DF | 8000 | 3,5 | дифференциальный двигатель | 0037-02-70-90 | 5 | обметывание срезов | |
| Стачивающе-обметочная машина ПО «Азов» Россия | AZ6500H-С5DF | 6500 | 4,0 | дифференциальный двигатель | 0037-02-70-90 | 5 | Стачивание с одновременным обметыванием срезов | |
| Двухигольная машина ЗАО г. Подольск Россия | 1276-5´19 | 4500 | 3,5 | нижняя рейка | 0092-02-80-90 | 3 | 3-142 (1-19) | Обработка цельнокроенной планки |
| Петельный полуавтомат АО «Орша» Беларусь | 1025 | 3000 | Специальный двигатель | 0203-90 | 4 | ПРП-4 | Обметывание прямых петель | |
| Пуговичный полуавтомат ЗАО г. Подольск Россия | 1595 | 1500 | 3,5 | Специальный двигатель | 0724-90 100 110 | 5 | Пришивание сферических пуговиц с ушком |
Таблица 2.4
Характеристика оборудования для влажно-тепловой обработки и склеивания| Вид оборудования, предприятие - изготовитель | Производительность циклов, час | Усилие прессования, Кн. | Тип привода | Способ нагрева подушки | Температура нагрева подушки, оС. | Тип Подушки | Выполняемая операция |
| ||||||||
| верхний | нижний | верхней | ниж- ней |
| ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ||||||
| Малогабаритный пресс для дублирования RSP-450 “Global”(Нидерланды) | до 50 | 36 | пневматический | электрический | паровой | 50-250 | 105-110 | В-291 | дублирование | |||||||
| Стол утюжильный 101 «Макпи» Италия | - | - | - | - | электропаровой | - | 105-110 | 0981 | внутрипроцессная ВТО | |||||||
| Электропаровой утюг УПП-МОАО «Агат» Россия | 2 кг. | - | электропаровой | - | 100-240 | - | - | внутрипроцессная ВТО | ||||||||
Таблица 2.5
Характеристика средств оргоснастки, рекомендуемых при изготовлении женской блузки
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие изготовитель |
| Поддерживание и закрепление нити на товарном ярлыке | Приспособление для продергивания нити, ее закрепления на товарном ярлыке | Этикет пистолет | — |
| Соблюдение параллельности строчки срезам стачиваемых деталей | Лапка с выдвижной направляющей линейкой | 1-44 (Л-00) МОМСЦНИИШТ | 131 ряд АО «Орша» |
| Обеспечение правильного расположения петель | Приспособление для нанесения мест расположения петель | ПРП-4 МОМЗ ЦНИИШП | 1025 |
| Формирование подогнутого края ткани и соблюдение параллельности ему строчки | Приспособление для подгибания низа строчки. | 305 1924 702000 (916714) АО «Орша» | 131 ряд АО «Орша» |
| Формирование складок- защипов | Приспособление для застрачивания складочек | 2-29 МОМЗ ЦНИИШП | 131 ряд АО «Орша» |
| Формирование подгиба цельновыкроенной планки. Соблюдение параллельности ему строчки | Приспособление для обработки планки | 3-142 (1-19) МОМЗ ЦНИИШП | 1276´19 |
Для изготовления женской блузки были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Например, машина 97-А кл. «Промшвеймаш» была заменена на одноигольную стачивающую машину 131-111+100 кл. (АО «Орша»), в которой имеется автоматизированный привод с выполнением типовых функций: остановка и фиксация иглы, подъем лапки, обрезка ниток, обрезка края детали.
Стачивающе-обметочная машина 208-А кл. заменена на AZ6500Н-А4DF (ПО «АОМЗ» Россия), эта машина имеет высокую скорость 6500об/мин., кроме того, машина снабжена универсально-сборным приспособлением УСП-3, с помощью которого можно получить до 300 модификация швов.
Для обработки цельнокроеной планки применяется двухигольная машина 1276´19 кл с приспособлением марки 3-142 (1-19) МОМЗ ЦНИИШП.
Для дублирования деталей плательного ассортимента рекомендуется использовать малогабаритный пресс для дублирования RSP-450 «Global» (Нидерланды). Этот пресс эффективно используется там, где дублирование применяется ограниченно или обрабатываются только мелкие и средние детали.
Для внутрипроцессной влажно-тепловой обработки рекомендуется использовать утюжильный стол 101 «Макпи» (Россия-Италия), который комплектуется основной и двумя специальными подушками и электропаровым утюгом УПП-М (ОАО «Агат»).
Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и сокращения затрат времени.
Для обработки цельнокроеной планки применяется двухигольная машина 1276´19 кл с приспособлением марки 3-142 (1-19) МОМЗ ЦНИИШП. Это позволяет применить параллельный способ обработки вместо последовательного.
Существующая обработка Предлагаемая обработка
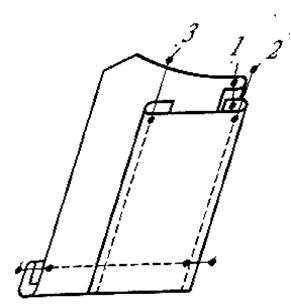
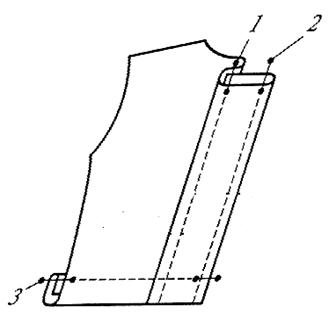
Рис.2.1. Обработка планки
Данные анализа представляются в таблице 2.5.
Таблица 2.5.
Анализ методов обработки планки| Существующая обработка | Рекомендуемая обработка | ||||||||
| Наименование неделимой операции | Специальность | Разряд | Затрата времени сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек. | Оборудование, средства оргоснастки |
| Обработка планки | |||||||||
| Притачивание планки к борту | м | 4 | 50 | 97-а кл. | Застрачивание цельновыкроенной планки на правой полочке | м | 4 | 75 | 1276-5´19 + 3-142 (1-19) |
| Настрачивание шва притачивания планки | м | 4 | 40 | 97-а кл. | |||||
| Настрачивание внешнего среза планки на полочку | м | 4 | 70 | 97-а кл. | |||||
| Итого по узлу | 160 | 75 | |||||||
Расчет роста производительности труда РПТ и сокращение затраты времени СЗВ выбранных методов обработке производительности по формулам (6),(7). При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
 (6)
(6)
 (7)
(7)
Tн, Tс - новое и существующее время обработки, сек ;
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (Сн) определяют по формуле (8):
![]() , (8),
, (8),
где Тм – время механизированных операций, с; Тобщ – общая затрата времени, с.
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле:
 (9)
(9)
где: Tн, Tс - новое и существующее время обработки, сек ; Lн, Lс - длина стежков, см; mн, mс - новая и существующая частота стежков, в 1 см; Vс, Vн - новая и существующая скорость машины, об/мин.
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
По итогам анализа проводится расчет показателей эффективности, приведенных в табл.2.6.
Таблица 2.6.
Показатели эффективности методов обработки| Наименование узла обработки | Затраты времени | Сокращение затраты времени | Рост производительности труда % | Затраты времени на мех. и тех. операции, сек | Степень механизации обработки узла,% | |||
| Существующая | Проектируемая | существующая | Проектируемая | существующая | Проектируемая | |||
| Стачивание деталей с одновременным обметыванием срезов (замена 508 кл. на AZ6500Н-А4DF | 320 | 302 | 5 | 5 | 320 | 302 | 100 | 100 |
| Обработка планки замена последовательного метода на параллельный | 160 | 75 | 59 | 146 | 160 | 65 | 100 | 100 |
| Итого по изделию | 2738 | 2645 | 5 | 5 | 1916 | 2015 | 70 | 76 |
Похожие работы
... конструкции деталей женского комплекта на уточненный чертёж основы наносим модельные особенности (фигурную линию низа и воротника, линию рельефа и расположение складок), используя принципы конструктивного моделирования. После нанесения модельных особенностей изготовлены шаблоны деталей модельной конструкции изделия. Чертеж модельной конструкции выполнен в соответствии с общими требованиями ГОСТов ...
0 комментариев