Обоснование выбора моделей
Обоснование выбора пакета материалов, применяемых при изготовлении блузки
Расчет и построение чертежа конструкции модели
Нормирование расхода материала, выполнение раскладки лекал
Расчет расхода материалов
Технологическая последовательность обработки изделия
ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ШВЕЙНОГО ПРОИЗВОДСТВА
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Анализ технологической схемы основного потока
Сводная таблица оборудования и рабочих мест
План размещения рабочих мест на потоке
КОНТРОЛЬ КАЧЕСТВА. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ В ЦЕХЕ, НА ПОТОКЕ
ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ И ТРУДА ДЛЯ РАЗЛИЧНЫХ СПЕЦИАЛЬНОСТЕЙ
ОХРАНА ТРУДА
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Навигация
Анализ технологической схемы основного потока
Проектирование технологического потока для изготовления блузки женской из поплина
105334
знака
29
таблиц
8
изображений
3.4 Анализ технологической схемы основного потока
Проводим анализ технологической схемы разделения труда. Он производится двумя методами: расчетным и графическим.
Первый метод расчетный; определяющий загруженность потока расчетом коэффициента согласования.
Коэффициент согласования Кс, определяется по формуле (19):
![]() (19)
(19)
где Tизд - трудоемкость изделия в потоке, сек, Nф - фактическое количество рабочих, τ - такт потока, сек.
![]()
Так как Кс =1,00 поток в целом считается согласованным правильно.
Графический анализ производится по графику синхронности, диаграмме синхронности операций и монтажному графику – схеме перемещения полуфабриката.
![]()
![]()
![]()
![]()
![]()
![]()
![]() График синхронности показывает время выполнения операции и отклонения времени от такта, кратность операций (рисунок 12). Диаграмма синхронности показывает загруженность операции и специализацию работ (рисунок 13).
График синхронности показывает время выполнения операции и отклонения времени от такта, кратность операций (рисунок 12). Диаграмма синхронности показывает загруженность операции и специализацию работ (рисунок 13).
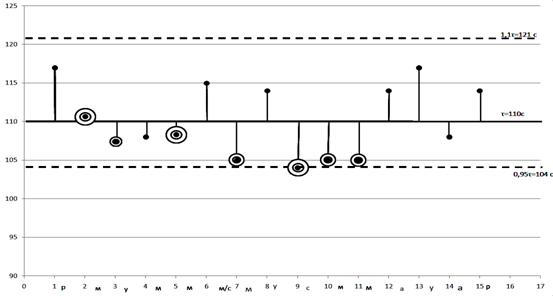
Рисунок 12- График синхронности
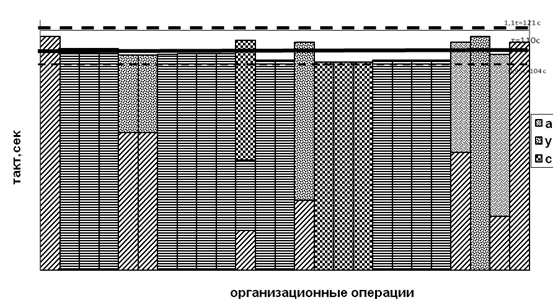
Рисунок 13- Диаграмма синхронности
Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями (рисунок 14,15).
На основании монтажного графика решается вопрос о возможности и целесообразности разбивки потока на отдельные секции, расставляются внутрипроцессные транспортные средства и более удобной расстановки оборудования в потоке.
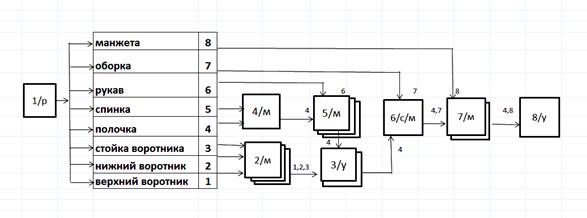
Рисунок 14- Монтажный график заготовительной секции
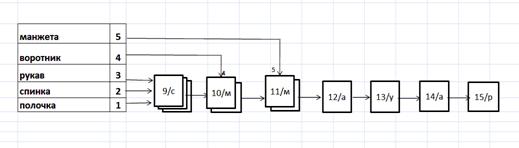
Рисунок 15- Монтажный график монтажной секции
3.5 Расчет и анализ технико-экономических показателей потока
Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке. Технико-экономическими показателями являются: число основных рабочих потока, число единиц оборудования и рабочих мест потока, затрата времени на изготовление изделия, стоимость обработки, производительность труда, средний разряд, средний тарифный коэффициент, коэффициент использования оборудования потока, коэффициент механизации.
Для расчета ТЭП составляется сводная таблица 3.6.
Наименование изделия: блузка женская
Выпуск в смену, ед.: 262
Такт потока, сек: 110
Количество рабочих в потоке: 25 чел.
Таблица 3.6 - Сводная таблица численности рабочих по специальностям в потоке
| Разряд | Затрата времени на работу, сек | Количество рабочих по видам работ | Сумма тарифных разрядов | Тарифный коэффициент | Сумма тарифных коэффициентов | |||||||||||
| Машинные | Спец/машинные (автоматы) | Ручные | Утюжильные | Прессовые | Итого по разделу | |||||||||||
| Время (Тм) | Кол-во рабочих | Время (Тс), (Та) | Кол-во рабочих | Время (Тр) | Кол-во рабочих | Время (Ту) | Кол-во рабочих | Время (Тп) | Кол-во рабочих | Кол-во рабочих | Время (Тизд) | Удельный вес, % | ||||
| 1 | 1,0 | |||||||||||||||
| 2 | 228 | 2,07 | 260 | 2,36 | 60 | 0,55 | 4,98 | 548 | 19,96 | 9,96 | 1,2 | 5,98 | ||||
| 3 | 942 | 8,56 | 329 | 2,99 | 250 | 2,27 | 96 | 0,87 | 14,70 | 1617 | 58,91 | 44,10 | 1,3 | 19,11 | ||
| 4 | 260 | 2,36 | 203 | 1,85 | 117 | 1,06 | 5,27 | 580 | 21,13 | 21,09 | 1,4 | 7,38 | ||||
| 5 | 1,5 | |||||||||||||||
| итого | 1430 | 532 | 510 | 273 | 24,95 | 2745 | 75,15 | 32,47 | ||||||||
Технико-экономические показатели процесса рассчитываются на основе организационно-технологической схемы потока и сводной таблицы рабочей силы и приводятся в сводной таблице 3.6.
Показатели рассчитываются по следующим формулам:
1.Выработка на одного рабочего в смену (производительность труда) характеризует технический уровень потока и рассчитывается по формуле (20):
![]() (20)
(20)
где Мсм - выпуск в смену, ед, N р - расчетное количество рабочих, чел.
![]()
2. Средний тарифный разряд рассчитывается по формуле(21):
![]() (21)
(21)
![]()
3. Средний тарифный коэффициент Qср рассчитывается по формуле (22):
![]() ( 22)
( 22)
![]()
Показатели Qср и rcp характеризуют квалификационную сторону применяемой технологии, но не прогрессивность потока.
4. Стоимость обработки единицы изделия Ризд, руб.:
Pизд =∑Рi=16,08 руб. (23)
где: Рi - сумма расценок по организационным операциям
![]() (24)
(24)
![]() 25)
25)
![]() (26)
(26)
где: Ст дн 1 раз - дневная тарифная ставка 1 разряда; Ст час - часовая тарифная ставка 1 разряда; сумма тарифных коэффициентов (графа 17); Qср - средний тарифный коэффициент; Мсм - выпуск в смену; ПТ - выработка на 1 рабочего в смену.
5.Коэффициент механизации потока Км. рассчитывается по формуле (27):
![]() (27)
(27)
где: ∑t м, ∑t с, ∑t п, ∑tа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек.
![]()
6.Коэффициент использования оборудования рассчитывается по формуле(28):
![]() (28)
(28)
где:![]() ,
, ![]() ,
, ![]() ,
, ![]() - сумма времени по неделимым операциям машинных специальностей, сек;;
- сумма времени по неделимым операциям машинных специальностей, сек;; ![]() ,
, ![]() ,
, ![]() ,
,![]() - сумма времени по организационным операциям машинных специальностей, сек.
- сумма времени по организационным операциям машинных специальностей, сек.
Ки.о. – характеризует качество разделения труда по специализации рабочих мест.
![]()
7. Съем продукции с 1 м2 производственной площади рассчитывается по формуле(29):
![]() (29)
(29)
где: Мсм - выпуск изделий в смену, ед.; Sпот - площадь потока, м2.
![]()
Технико-экономические показатели проектируемого потока представлены в таблице 3.7.
Таблица 3.7 - Технико-экономические показатели проектируемого потока
| № п/п | Технико-экономические показатели | Размерность | Числовое значение |
| 1 | Выпуск в смену, Мсм | ед. | 262 |
| 2 | Трудоемкость изготовления изделия, Тизд | сек | 2745 |
| 3 | Численность рабочих: расчетная, Nр Фактическая,Nф | чел. | 24,95 25 |
| 4 | Выработка на одного рабочего в смену (производительность труда), ПТ | ед. | 10,5 |
| 5 | Средний тарифный разряд, rср | 3,01 | |
| 6 | Средний тарифный коэффициент, Qcр | 1,3 | |
| 7 | Стоимость обработки единицы изделия, Ризд | руб. | 16,07 |
| 8 | Коэффициент загрузки (согласования), Кс | 1,00 | |
| 9 | Коэффициент механизации потока, Км | 0,71 | |
| 10 | Коэффициент использования оборудования, Ки.о. | 0,95 | |
| 11 | Съем продукции с 1 м2 производ. площади, σ | ед. | 1,72 |
Похожие работы
... конструкции деталей женского комплекта на уточненный чертёж основы наносим модельные особенности (фигурную линию низа и воротника, линию рельефа и расположение складок), используя принципы конструктивного моделирования. После нанесения модельных особенностей изготовлены шаблоны деталей модельной конструкции изделия. Чертеж модельной конструкции выполнен в соответствии с общими требованиями ГОСТов ...
0 комментариев