Навигация
Проектирование технологического процесса получения вала
10272
знака
2
таблицы
2
изображения
Саратовский государственный технический университет
Кафедра Приборостроение
Пояснительная записка
к курсовому проекту по курсу
«Технология приборостроения»
Выполнил: студент гр. ПБС-41
Пальков Р.С.
Проверил: Орлов Б.С.
Саратов 2006г.
Оглавление
Аннотация
1. Анализ эксплуатационных свойств детали
2. Анализ технологичности конструкции детали
3. Основа выбора заготовки и способы её получения6
4. Разработка технологического процесса обработки детали с оформлением его в виде технологических карт
4.1 Расчет припусков
4.2 Определение межоперационных припусков и размеров
4.3 Определение рациональных режимов резания
5. Расчет точности обработки
Список использованной литературы
Аннотация
В данном курсовом проекте разработан процесс получения вала.
При разработке был произведен анализ эксплуатационных свойств детали, конструкторский осмотр, анализ технологичности конструкции детали, доказана выгодность получения заготовки, разработаны операции обработки заготовки до получения заданных размеров, с нужными точностями, взаимного расположения поверхностей, а также было разработано установочно-зажимного приспособление для фрезерования пазов с описанием конструкции и приведении необходимых размеров, и контрольно-измерительного приспособление для проверки биения (в местах Г, Д, Ж) с описанием конструкции и приведением точностных размеров.
1. Анализ эксплуатационных свойств детали
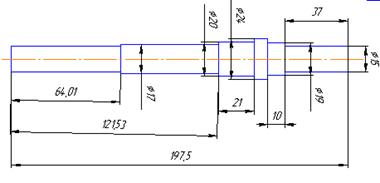
Деталь «вал» предназначена для передачи крутящего момента от двигателя к другим узлам. Основными поверхностями детали является ![]() 13,
13, ![]() 16,
16, ![]() 11.5, выполняются по 7-му квалитету точности.
11.5, выполняются по 7-му квалитету точности.
Материал: Сталь 20.
σср = 7,82 кг/см2.
2. Анализ технологичности конструкции детали
Исходя из анализа эксплуатационных свойств детали, можно сделать вывод, что назначение квалитетов точности, шероховатости поверхностей сделано правильно; размеры проставлены технологично; в качестве материал использован материал – сталь.
3. Основа выбора заготовки и способы её получения
Сравним два различных метода получения заготовки и по технической себестоимости определим наиболее дешевый и удобный способ получения её.
А) Литье по выплавляемым моделям.
Получим заготовку путем литья по выплавляемым моделям следующих размеров:
Определим стоимость производства этой заготовки по формуле:
![]()
Где плановая цена 1 кг заготовки П = 200 коп.(из приложения №3)
Kп=0,75 (крупносерийное) – коэффициент, зависящий от объема производства.
Kc=1 – коэффициент, зависящий от сложности заготовки.
Масса m = γ . V ;γ = 7.82 г/см3
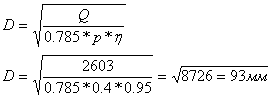
Найдём объем заготовки:
![]()
Масса заготовки: ![]()
Следовательно ![]()
Б) Заготовка из прутка.
Вырежем и прутка заготовку и сделаем, для возможности сопоставления, её с такими же размерами, как и в первом случае.

Определим стоимость производства этой заготовки по формуле:
![]()
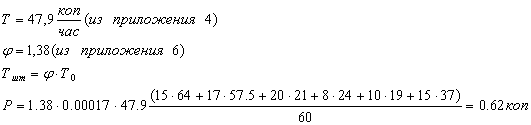
Где: ![]() , где (из приложения 1) П = 8,1 коп.
, где (из приложения 1) П = 8,1 коп.
Р – основная заработная плата.
Объем и масса прутка:
![]()
![]()
![]()
.![]()
![]() (коп)
(коп)
![]()
Результаты расчетов по выбору варианта заготовки занесем в таблицу и сравним их.
| Сводные данные по сравниваемым вариантам | ||
| Наименование элементов сравнения | Литье | Пруток |
| Наименование и марка материала | Сталь 20 | Сталь 20 |
| Наименование вида заготовки | Штамповка | Пруток |
| Масса заготовки, кг | 0,338 | 0,587 |
| Стоимость материала, коп | 50,7 | 4,753 |
| Стоимость основной зарплаты, коп (по сравниваемым операциям и переходам) | – | 1,24 |
| Технологическая себестоимость, коп | 50,7 | 6 |
Из полученных значений стоимости получения заготовки, можно сделать вывод, что изготовление из прутка выгоднее, значит, будем принимать в дальнейших расчетах заготовку, полученную из прутка.
| Данные об эффективности выбора получением заготовки из прутка, по сравнению с литьем по выплавляемым моделям | |
| Показатели эффективности | Размер экономии |
| Экономия материала на одну деталь, кг | -0,249 |
| Экономия по себестоимости, коп | 44,7 |
| Уменьшение количества операций при механической обработки | -6 |
Похожие работы
... с получением прокатом, а также характеризуется более высокой степенью точности и более высокой производительностью. В процессе штамповки также уплотняется материал и создается направленность волокна материала по контуру детали. 1.4 Определение содержания и последовательности выполнения технологических операций, обоснование выбора методов обработки, методов и средств контроля, оборудования ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...

... -операционной технологии 2.1. Последовательность технологической подготовки сборочного производства 2.2. Исходные данные для проектирования технологического процесса сборки 2.3. Определение последовательности и построение схемы сборки 2.4. Процесс сборки датчика 3. Оценка технологичности изделия 4. Заключение 5. Список используемых источников 6. Приложение 1 ...
0 комментариев