Навигация
Определение межоперационных припусков и размеров
10272
знака
2
таблицы
2
изображения
4.2 Определение межоперационных припусков и размеров
Определим размеры на операциях №2 и №3 ![]() 20 и
20 и ![]() 13.
13.
Операция №3 (черновая обработка). 6 переход Æ20
Заготовка:
 Æ22 ближайший по ГОСТу.
Æ22 ближайший по ГОСТу.
По полученным размерам выбираем по пруток Æ22 ГОСТ 7417-75.
Предельные отклонения: -0,210 мм
Площадь поперечного сечения: 380,1 мм
Масса 1 м: 2,98 кг.
Операция №9 (шлифование). 2 переход ![]()
Шлифование:
 Æ13.2-0,06
Æ13.2-0,06
Чистовая обработка:
 Æ13.6-0,2
Æ13.6-0,2
Черновая обработка:
 Æ15.6-0,35
Æ15.6-0,35
4.3 Определение рациональных режимов резания
Операция №10. 2 переход. ![]()
Определим глубину резания:
![]() =0,1 мм.
=0,1 мм.
Подача S=0,15 мм/об (см. лит.2 стр.268 табл.№14).
Определим допустимую скорость резания:
![]()
Сv=420; х=0,15; y=0,2; m=0,2 (см. лит.2 стр.269 табл.№17).
T-стойкость инструмента, T принимаем равной 60 мин.
Подставляем и получаем:
![]() =382,297 м/мин.
=382,297 м/мин.
Частота вращения шпинделя:
![]() 9358 об/мин. Принимаем nст=6000 об/мин.
9358 об/мин. Принимаем nст=6000 об/мин.
Выбираем станок полуавтомат специальный кругошлифовальный с ЧПУ ОШ-618Ф3.
Скорость вращения детали:
![]() 246,92 м/мин.
246,92 м/мин.
Сила резания:
![]()
Сp=300; х=1; y=0,75; n=-0,15 (см. лит.2 стр.273 табл.№22).
Подставляем и получаем:
![]() 2,964 кгс.
2,964 кгс.
Эффективная мощность резания:
![]() 0,119 кВт.
0,119 кВт.
Мощность станка:
![]() 0,148 кВт.
0,148 кВт.
Операция №3. 6 переход. Æ20.
S=0,4 мм/об (см. лит.2 стр.266 табл.№11);
n=2000 об/мин;
![]() 138,16 м/мин.
138,16 м/мин.
Операция №5. 5 переход Æ13.
S=0,25мм/об (см. лит.2 стр.268 табл.№14);
n=2000 об/мин;
![]() 85,41 м/мин.
85,41 м/мин.
Операция №10. 1 переход. ![]()
Режимы резания возьмем такие же, как в операции 10, 2 переход ![]() , т.е. S=0,15 мм/об, n=6000 об/мин.
, т.е. S=0,15 мм/об, n=6000 об/мин.
![]() 211,008 м/мин.
211,008 м/мин.
Операция №10. 3 переход. ![]()
Режимы резания такие же.
S=0,15мм/об, n=6000 об/мин.
![]() 305,208 м/мин.
305,208 м/мин.
5. Расчет точности обработки
Операция №10. 2 переход. ![]() .
.
![]() 29,64 кгс/мм.
29,64 кгс/мм.
![]() 1-1=0;
1-1=0;
Жесткость системы СПИД:
![]() 1000 кг/мм;
1000 кг/мм;
Случайные отклонения величин ![]() в течение технологического процесса:
в течение технологического процесса:
![]() 150 кг/мм;
150 кг/мм;
![]() 0;
0;
![]() 0,1 мм;
0,1 мм;
![]() 0,04 мм.
0,04 мм.
Коэффициенты относительного рассеивания, зависящие от закона распределения возьмем, равными 1:
![]() 1.
1.
Корреляционный момент случайных величин ![]() и
и ![]() , определяемый эмпирическим путем:
, определяемый эмпирическим путем:
![]() 0,8.
0,8.
Поле рассеивания погрешности выдерживаемого размера имеет вид:
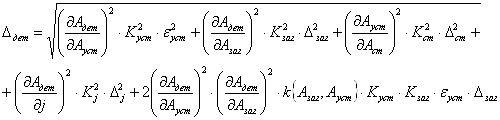
Частные производные:
![]() -0,97;
-0,97;
![]() 0,028;
0,028;
![]() 0,97;
0,97;
![]() - величина значительно мала, поэтому ей можно пренебречь,
- величина значительно мала, поэтому ей можно пренебречь, ![]() 0
0
Подставляем полученные частные производные в формулу для поля рассеивания выдерживаемого размера и получаем:
![]() 0,0388<d=0,040
0,0388<d=0,040
Условие точности выполняется. Точность рассчитана с запасом.
Список использованной литературы:
1. Справочник технолога приборостроителя. В 2-х томах. Под ред. П.Г. Сыроватенко – М. : Машиностроение 1980.
2. Справочник технолога-машиностроителя. В 2-х томах. Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение 1972.
3. Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность обработки заготовки и припуски в машиностроении. Справочник технолога. – М.: Машиностроение, 1976.
4. Справочник технолога приборостроителя. Под ред. Мелова А.Н. – М.: Машиностроение, 1980.
5. Зверев К.А. и др. Справочник нормировщика. – М.: Можизд, 1969.
6. Заплетухин В.А. Конструирование соединений деталей в приборостроении. – Л.: Машиностроение, 1985.
7. Горошкин А.К. Приспособления для металлорежущих станков. Справочник. – М.: Машиностроение, 1979.
8. Терликова Т.Ф., Мельников А.С., Баталов В.И. Основы конструирования приспособлений. – М.: Машиностроение, 1980.
9. Специальные средства измерения. Каталог. Тольятти 1974.
10. Сломлянский Г.А. и др. Детали и узлы гироскопических приборов. Атлас конструкций. – М.: Машиностроение, 1975.
11. Гжиров Р.И. Краткий справочник конструктора – Л.: машиностроение, 1983.
Похожие работы
... с получением прокатом, а также характеризуется более высокой степенью точности и более высокой производительностью. В процессе штамповки также уплотняется материал и создается направленность волокна материала по контуру детали. 1.4 Определение содержания и последовательности выполнения технологических операций, обоснование выбора методов обработки, методов и средств контроля, оборудования ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...

... -операционной технологии 2.1. Последовательность технологической подготовки сборочного производства 2.2. Исходные данные для проектирования технологического процесса сборки 2.3. Определение последовательности и построение схемы сборки 2.4. Процесс сборки датчика 3. Оценка технологичности изделия 4. Заключение 5. Список используемых источников 6. Приложение 1 ...
0 комментариев