Навигация
Содержание
Введение
1 Сущность процесса прокатки
2 Устройство и классификация прокатных станов
2.1 Классификация станов по типу рабочих клетей
2.2 Классификация станов по назначению
3 Основы технологии прокатного производства
4 Технология производства отдельных видов проката
Заключение
Литература
Введение
Производство металла имеет большое значение для развития народного хозяйства и роста благосостояния людей. От успешного развития металлургии в значительной мере зависит обеспечение металлом машиностроения, машиностроительства, транспорта, сельского хозяйства и других областей народного хозяйства. Технологический процесс получения готового проката является завершающей стадией металлургического производства. Через прокатные цеха проходит почти вся сталь, выплавляемая в сталеплавильных цехах, поэтому наряду с увеличением производства проката существует проблема повышения эффективности прокатного производства и качества готового продукта. Особенностью развития прокатного производства является переход к непрерывным процессам прокатки. Это позволяет существенно увеличить производительность прокатных станов и качество их продукции. Обеспечение непрерывной схемы прокатки требует существенного повышения уровня автоматизации технологических процессов и обеспечения оптимальности управления.
Управление технологическим процессом, проблема выбора оптимальной технологии связаны с выбором критерия оценки качества. Задачу выбора таких критериев можно определить как задачу определения качества технологическогопроцесса.
Актуальность темы реферата состоит в том, что с увеличением производства проката существует проблема повышения эффективности прокатного производства и качества готового продукта. Таким образом, процесс прокатки является.
Целью данной работы является изучение и обобщение теоретической литературы по данной теме.
1 Сущность процесса прокатки
Прокатный стан - это совокупность привода, шестеренной клети, одной или нескольких рабочих клетей. Прокатные станы классифицируют по трем основным признакам: по числу и расположению валков; по числу и расположению рабочих клетей; по их назначению.
Прокатка металла осуществляется при прохождении его между валками, вращающимися в разных направлениях (рис. 21.1). При прокатке металл обжимается, в результате чего толщина полосы уменьшается, а ее длина и ширина увеличиваются. Разность между исходной h0. и конечной h1, толщинами полосы называют абсолютным обжатием:
∆h= h0 - h1
Разность между конечной b1 и исходной b0 ширинами полосы называют абсолютным уширением
∆b = bt— b0.
Величину деформации полосы при прокатке характеризуют следующие показатели (коэффициенты):
относительное обжатие — отношение абсолютного обжатия к исходной толщине полосы;
ε = ∆h/h0, или ε = (∆h/h0)100 %;
коэффициент обжатия — отношение исходной толщины к конечной
ε = h0 / h1
коэффициент вытяжки — отношение длины полосы после прокатки l1 к исходной длине l0:
μ = l1 / l0
Поскольку объем металла в процессе прокатки не изменяется, то
h0b0l0 = h1b1l1, отсюда
μ = l1 / l0 = h0b0/ h1 bt = F0 / F1
Таким образом, длина полосы при прокатке увеличивается пропорционально уменьшению ее поперечного сечения. Коэффициенты обжатия, вытяжки и уширения характеризуют высотную, продольную и поперечную деформацию металла.
Металл соприкасается с каждым из валков по дуге АВ (рис. 1.), которую называют дугой захвата. Угол а, соответствующий этой дуге, называют углом захвата.
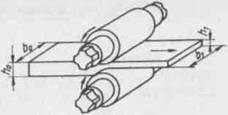
Рис.1. Схема прокатки металла
Объем металла, ограниченный дугами захвата АВ, боковыми гранями полосы и плоскостями входа АА металла в валки и выхода ВВ металла из них, называют очагом деформации металла. Длина этого очага
l= √R∆h
Угол захвата определяют по формуле
h0 -- h1 ∆h
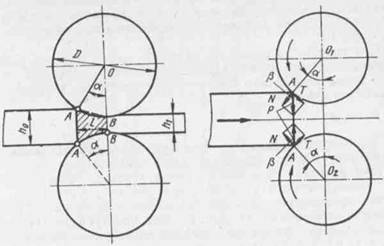
Рис. 21.2. Очаг деформации и угол захвата при прокатке
Эта формула выражает зависимость между углом захвата а, обжатием Ah и диаметром валков D.
Процесс прокатки металла обеспечивается трением, возникающим по контактным поверхностям валков с прокатываемой полосой. В момент захвата со стороны каждого валка на металл действуют две силы (рис. 21.3): нормальная (радиальная) сила N и касательная (тангенциальная) сила Т. Из механики известно, что при относительном движении двух тел сила трения равна нормальной силе, умноженной на коэффициент трения
T = Nf.
Отношение силы трения к нормальной силе равно тангенсу угла трения β
T/N=tg β =f
Для осуществления захвата металла валками необходимо, чтобы соблюдалось условие: f>tga, tg β >tga, β >a.
Максимально допустимый угол захвата при прокатке зависит от материала валков и прокатываемой полосы, состояния их поверхности, температуры и скорости прокатки. Обычно при прокатке блюмов и крупных заготовок максимальный угол захвата составляет 24.. .32°, при горячей прокатке листов и полос— 15. ..20°, при холодной прокатке листов и лент со смазкой—2. ..10°.
При расчете на прочность валков и других деталей рабочей клети прокатного стана и при определении мощности двигателя стана необходимо знать усилие прокатки, которое определяют по формуле
P=pcPF,
Где pcP — среднее давление прокатки; F — горизонтальная проекция контактной площади металла с валком.
При прокатке простых профилей (листов, полос и заготовок прямоугольного и квадратного сечений) контактная площадь определяется произведением средней ширины полосы в очаге деформации на длину очага деформации. При прокатке сложных профилей (уголков, швеллеров, балок, рельсов и т. п.) контактную площадь определяют графически или по приближенным формулам. Среднее давление прокатки рассчитывают по формулам или находят опытным путем.
Похожие работы
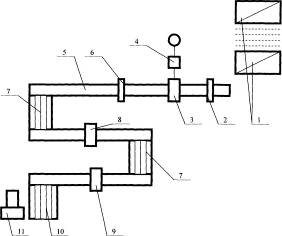
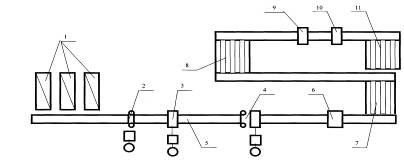
... . Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина. Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями ...
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... и полировка, обеспечивающие высокую чистоту поверхности оправки и отсутствие каких-либо дефектов на ней; хромирование оправок; применение покрытий и смазок, создающих прочную пленку на поверхности металла и инструмента; исключение сосредоточенного обжатия заготовки путем правильного подбора инструмента и тщательной настройки стана; плотное крепление калибров, исключающее их перемещение в валках; ...
0 комментариев