Анализ технологических схем производства толстого листа
Выбор оборудования прокатного стана
Разработка технологии прокатки
Расчет режимов обжатий
Расчет энергосиловых параметров
Расчет элементов конструкции клети прокатного стана кварто - 2800
Прочность станины прокатного стана кварто 2800
Расчет производительности и технико-экономических показателей работы прокатного стана
Определение расхода энергоносителей, валков и вспомогательных материалов
Навигация
Разработка технологического процесса получения горячекатаного листа
Разработка технологического процесса получения горячекатаного листа
67792
знака
8
таблиц
17
изображений
Федеральное агентство по науке и образованию
Пояснительная записка
к курсовому проекту
по дисциплине: «Технология процессов прокатки и волочения»
на тему:
«Разработка технологического процесса получения горячекатаного листа h=8-30 мм, b=1000-2000 из сталей 18Х12Н10Т, 09Г2С, 45, 3сп с использованием клети кварто- 2800»
Содержание
Введение
1. Анализ технологического процесса и оборудования стана трио-Лаута 2850
2. Анализ технологических схем производства толстого листа
3. Предлагаемая технологическая схема прокатки
4. Выбор оборудования прокатного стана
4.1 Рабочая клеть
4.2 Правильная машина
4.3 Ножници торцевой резки
5. Разработка технологии прокатки
6. Расчет режимов обжатий
7. Расчет энергосиловых параметров прокатки
8. Расчет элементов конструкции клети кварто «2800»
8.1 Расчет рабочего валка на прочность
8.2 Профилировка рабочих валков
8.3 Расчет на прочность станины клети кварто2800
9. Расчет производительности и технико-экономических показателей работы прокатного стана
10. Определение расхода энергоносителей, валков и вспомогательных материалов
11. Методы контроля и управления качеством продукции
Список использованной литературы
Введение
Целью данного проекта является реконструкции стана «2850» АМЗ с целью расширения сортамента, замена устаревшей ролико-правильной машины и торцевых гильотиновых ножниц на более современные и мощные.
Прокатка является основным видом обработки металлов давлением. Около 3/4 стали, выплавляемой на металлургических заводах, обрабатывается на прокатных станах и выпускается в виде готового проката: листов, сортовых профилей, труб. В отличие от других видов обработки металлов давлением (ковки, штамповки, прессования), деформация металла при прокатке осуществляется непрерывно-вращающимися валками, поэтому процесс прокатки является наиболее высокопроизводительным. Прокатные изделия - листы и полосы, различные сортовые профили и трубы - стали основными исходными продуктами в машиностроении, строительстве и других отраслях экономики.
1. Анализ технологического процесса и оборудования на стане трио- 2850
Стан «2850» был пущен в эксплуатацию в 1950 году. По составу оборудования и технологическому процессу он морально и физически устарел по отношению к числу лучших современных толстолистовых станов.
Все оборудование стана расположено в двух пролетах - на двух линиях прокатки. Схема расположения основного оборудования представлена на рис. 1.1
В состав стана входят три нагревательные методические печи, правильная роликовая машина, гильотинные ножницы для обрезки торцовых частей, двое ножниц для обрезки боковых кромок и карман для готовой продукции со сбрасывающим устройством [3].
Исходной заготовкой для прокатки листов являются слитки и слябы. Основные размеры слитка I и V типа представлены на рис. 1.2 а, б.
На стане «2850» прокатываются листы толщиной от 8 до 50мм, шириной до 2000мм, длиной не более 15м в необразном виде и не более 8м в обрезном виде:
из углеродистой стали обыкновенного качества по ГОСТ 14637-89;
из конструкционной качественной стали по ГОСТ 1577-93;
из углеродистой стали для котлов и сосудов, работающих под давлением по ГОСТ 5520-79;
из низколегированной марки стали 09Г2С по ГОСТ 19281-89 толщиной от 12 до 100мм;
прокат стальной для судостроения, ГОСТ 5521-93 толщиной от 10 до30мм;
из других марок стали и сплавов по разовым заказам потребителей.
Анализ существующей технологии прокатки горячего листа на стане трио «2850» показывает, что оборудование морально и физически устарело и не отвечает современным требованиям производительности. Улучшения качества получаемой продукции и расширения марочного сортамента можно достигнуть за счет более современного оборудования.
Стан 2850 имеет ряд существенных недостатков, которые не должны допускаться при проектировании нового толстолистового стана.
К нагревательным печам слитки и слябы подают краном, который должен непрерывно обслуживать только печи. Печи не имеют достаточных посадочных стеллажей и удлиненного рольганга в сторону склада заготовки и не соединены между собой посадочным рольгангом. Таким образом, посадочная площадка у торцовой части каждой печи по существу представляет собой рольганг длиной лишь немного больше ширины печи. Это вынуждает постоянно обслуживать печи краном. Кран не может произвести запас слябов у посадочного стола, так как отсутствуют для этого площадки. Рассоединение посадочного рольганга обеих печей не позволяет осуществлять передачу металла от одной печи к другой; кран вынужден постоянно перемещаться над каждой печью, поскольку укладка слябов производится непрерывно. Такое положение противоречит и условиям безопасности труда: машинист крана работает в загазованной атмосфере и при высокой температуре, а обслуживающий персонал должен постоянно отходить от рабочего места как во время транспортировки краном металла, так и при последующем перемещении его к складу.
Не учтены габариты рабочих мест у торцевых частей печи, неудовлетворительно осуществлена вентиляция на этом участке. Все это снижает производительность труда.
Нагревательные печи имеют боковую выдачу нагретых слитков и слябов. Выдача производится специальными выталкивателями типа приводной тележки. Таким образом, процессы подачи и выдачи слитков и слябов из печи должны быть строго синхронизированы, в противном случае можно вывести из строя выталкиватель и даже разрушить стенку нагревательной печи.
Установленный на печах механизм для поворота слитков и способ транспортировки их по наклонному рольгангу в виде желоба не являются лучшим решением вопросов.
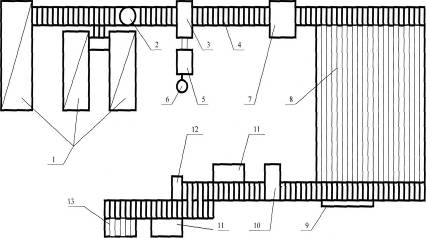
Рис. 1.1 Схема расположения основного оборудования на стане трио «2850»:
1-методические печи №1,2,3; 2-поворотный механизм; 3-прокатная клеть с подьемно-качающими столами; 4-рольганг; 5-шестеренная клеть; 6-электродвигатели; 7-правильная машина; 7-инспекторские столы №1,2; 9-разметочная машина; 10-гильотинные ножницы; 11-боковые ножницы; 12-клеймовочная машина; 13-листоукладчик.
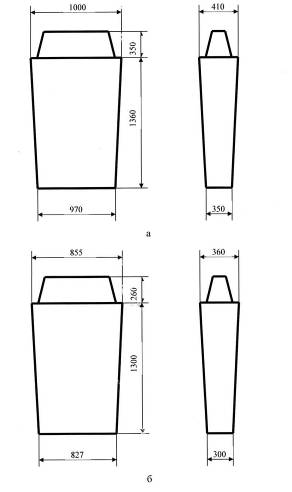
рис. 1.2 Основные размеры слитков: а- слиток 1-го типа, б- слиток 5-го типа.
Рабочая клеть стана "2850". Подъемно-качающиеся столы (далее ПКС) имеют большую массу, что приводит к использованию мощного и сложного оборудования. Затруднена настройка ПКС. ПКС имеют явно недостаточную длину, вследствие чего получается очень большой угол наклона относительно линии прокатки, особенно при прокатке по нижнему горизонту. Значительный уклон ПКС при подаче раската в клеть по нижнему горизонту часто приводит в первых проходах к произвольному скатыванию металла к валкам и захвату его до того, как раскат установлен в необходимое положение относительно валков.
Валки стана установлены на подшипниках скольжения. Материал подшипников- текстолит. Основным недостатком подшипников скольжения является их значительная упругая деформация и низкое допустимое удельное давление. Поэтому применение данного вида подшипников не может обеспечить необходимую точность прокатываемых профилей.
Стан «2850» не имеет систем автоматического регулирования толщины прокатываемых листов
Также рабочая клеть имеет малую жёсткость, а это сказывается на точности прокатки и на геометрии листа.
Листоправильная машина. Используемая листоправильная машина имеет 7 горизонтально расположенных роликов, диаметр ролика 360 мм. Данная листоправильная машина имеет низкую жесткость, что в свою очередь снижает качество и точность правки.
Ножницы торцевой резки. Для порезки торцевых кромок листа применяются ножницы гильотинного типа. Данный тип ножниц является крайне неудачным так как при порезке задней кромки, происходит изгиб заднего торца листа верхним ножом, по сечению лист получается "серповидным". Это приводит к затруднению при соединении торцов листов, а приводит к уменьшению стоимости продукции.
Участок по порезке сутунки находится во II пролете цеха, где сосредоточен основной комплекс оборудования и механизмов по разметке, порезке, клеймовке и складирования толстого листа. Также здесь находится участок по порезке толстого листа.
Вследствие этого на участке листоотделки постоянно загромождены проходы прокатанными листами и пакетами сутунки, что снижает в свою очередь темп порезки сутунки и толстого листа, а также ухудшает условие труда и технику безопасности рабочего и ремонтного персонала.
Похожие работы



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... 868 1242 2 2,8 1,7 40 1,1 1,67 1242 2074 3 1,7 1,2 30 0,5 1,43 2074 2966 4 1,2 1,0 15 0,2 1,18 2966 3474 1.5. Технологический процесс производства Горячекатаная полоса в рулонах массой 30 т поступает в цех холодной ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев