Навигация
Устройство и классификация прокатных станов
27106
знаков
0
таблиц
5
изображений
2 Устройство и классификация прокатных станов
Главная линия прокатного стана состоит из следующих основных узлов: рабочей клети 1, шпинделей 2, шестеренной клети 3, коренной муфты 4, редуктора 5, моторной стеренной клети 3, коренной муфты 4, редуктора 5, моторной муфты 6, электродвигателя 7. В рабочей клети осуществляется прокатка металла. Она состоит (рис.21.5) из двух станин 1, предназначенных для установки в них валков 2 и для восприятия усилия прокатки, передаваемого через опоры шеек. Станины в верхней части соединяются траверсой 3. Прокатные валки 2 укреплены в подушках с подшипниками качения 5. Механизм 4 для установки верхнего валка расположен в верхней части станин.
Прокатные валки обжимают металл и придают ему требуемую форму. Прокатный валок (рис. 21.6) состоит из бочки 3 (гладкой или с ручьями 4), шеек 2, расположенных с обеих сторон бочки и опирающихся на подшипник валка, трефов 1, предназначенных для соединения валка со шпинделем. Валки изготовляют из чугуна и стали. Мягкие чугунные валки применяют при черновой горячей прокатке стали. На блюмингах, слябингах, обжимных клетях сортовых станов и на станах холодной прокатки листов применяют литые или кованые стальные валки. Кованые валки несколько прочнее литых, но дороже в 1,5. ..2 раза, поэтому их применяют реже. Для листовых станов применяют валки из легированной стали (хромоникелевой и хромомолибденовой).
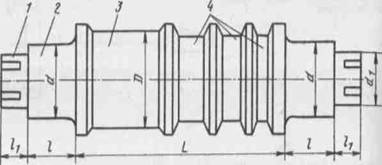
Рис. 21.6. Прокатный валок и его элементы
Для прокатных станов применяют двигатели постоянно или переменного тока (асинхронные и синхронные). Так как частота вращения быстроходных двигателей обычно не соответствует частоте вращения валков в прокатных клетях, между двигателями и клетями устанавливают редукторы. В прокатим клетях вращающий момент двигателя необходимо распредели между несколькими валками. Для этого применяют шестеренные клети. Крутящий момент от двигателя к валкам передается при помощи шпинделей и муфт.
2.1 Классификация станов по типу рабочих клетей
В зависимости от числа и расположения валков в клети стан разделяют на двухвалковые, трехвалковые, четырехвалковые многовалковые, универсальные.
Станы двухвалковые имеют рабочие клети (рис. 21.7, а) с двумя валками с постоянным направлением вращения. Полоса между валками проходит один раз. Реверсивные двухвалковые станы имеют переменное направление вращения валков для прохождения металла между валками несколько раз (блюминги, слябинги).
Станы трехвалковые имеют в рабочей клети три прокатных палка с постоянным направлением вращения, расположенных и одной вертикальной плоскости (рис. 21.7,6). Для задачи прокатываемой полосы между верхним и средним валками служат подъемно-качающиеся столы, установленные с одной или обеих сторон клети. К этому типу станов относят сортовые линейные станы.
Станы четырехвалковые (рис 21.7 в) имеют в рабочей клети четыре валка в одной вертикальной плоскости. Два валка меньшего диаметра являются рабочими, два валка большего диаметра являются –опорными. Эти станы применяют при горячей и холодной прокатке листовой и полосовой стали.
Многовалковые станы (шести-, двенадцати- и двадцативалковые) (рис 21.7 г) широко применяют в последние годы. Благодаря малому диаметру валков (10…30 мм) и большой жесткости рабочей клети позволяют катать тончайшую ленту. Рабочие валки этих станов бесприводные, они опираются на ряд приводных валков, которые в свою очередь опираются на ряд опорных валков. Такая схема обеспечивает практически полное отсутствие прогиба рабочих валков.
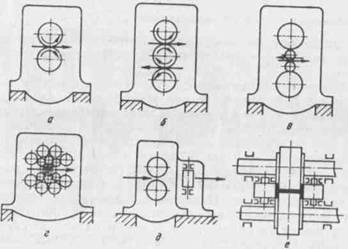
Универсальные станы (рис. 21.7,5) применяют при прокатке широкополосовой стали, листов и слябов. Металл в универсальных станах обжимается горизонтальными и вертикальными валками; последние обеспечивают получение ровных и гладких кромок проката. Универсальные балочные станы применяют при прокатке балок высотой до 1000 мм (рис. 21.7, е). Вертикальные валки рабочих клетей этих станов являются неприводными и располагаются между опорами подшипников горизонтальных валков в одной плоскости с ними.
2.2 Классификация станов по назначению
Станы разделяют на обжимные, заготовочные, сортовые, полосовые, листовые, трубопрокатные и станы специального назначения.
К обжимным станам относят блюминги и слябинги — крупные станы с валками диаметром 800. ..1500 мм для прокатки слитков массой 3. . .28 т и более в заготовки крупных размеров (блюмы и слябы). Эти заготовки являются исходным мате риалом для заготовочных крупносортных и листовых станов.
Заготовочные станы имеют валки диаметром 450.. .850 м На этих станах прокатывают блюмы в заготовки меньших размеров (60x60.. .150Х150 мм) для получения затем сортовой стали и проволоки. Наиболее совершенными станами являются непрерывные заготовочные станы, устанавливаемы непосредственно за блюмингами, и станы радиально-сдвиговой деформации. Применяют также заготовочные станы линейного типа.
Сортовые станы в зависимости от размеров сортовой стал и назначения изделий разделяют на рельсобалочные с валкам диаметром 750.. .900 мм для прокатки железнодорожных рель сов, балок, швеллеров и других крупных профилей; крупно сортные с валками диаметром 500.. .750 мм; среднесортные с валками диаметром 350.. .450 мм; мелкосортные с валкам диаметром 250.. .325 мм и проволочные с диаметром валко 150. ..250 мм.
Расположение рабочих клетей сортовых станов может быт различным. В сортовом стане линейного типа все клети расположены в одну или несколько линий. Существенным недостатком этих станов является одинаковая частота вращения вал ков во всех клетях данной линии, вследствие этого на ни нельзя прокатывать металл со скоростью, возрастающей по мере увеличения длины прокатываемой полосы.
Весьма совершенны непрерывные сортовые станы. Рабочие клети в этих станах располагаются последовательно одна за другой. Полоса одновременно прокатывается во всех ил нескольких клетях. Скорость прокатки полосы по мере уменьшения ее сечения увеличивается. На непрерывных станах можно достичь очень высокой производительности при полном исключении ручного труда. Благодаря автоматизации на этих станах можно применять скорость прокатки 60. ..80 м/с и более. В современных непрерывных сортовых станах каждая рабочая клеть имеет индивидуальный привод, что позволяет устанавливать скорость прокатки для каждой клети. У этих станов имеются клети с вертикальными валками, что исключает кантовку полосы в кантующих проводках.
Полосовые станы с диаметром валков около 300 мм являются непрерывными, они предназначены для прокатки лент, полос и штрипсовых заготовок для сварных труб.
Проволочные станы прокатывают проволоку (катанку) толщиной 5.. .10 мм. Современные проволочные станы строят непрерывными с блоками чистовых клетей.
Листовые станы для горячей прокатки листовой стали толщиной 1,2. ..60 мм и более имеют бочки валков длиной 800... 5000 мм. Толстолистовую сталь шириной 1000. ..2500 мм прокатывают на непрерывных и полунепрерывных широкополосных станах.
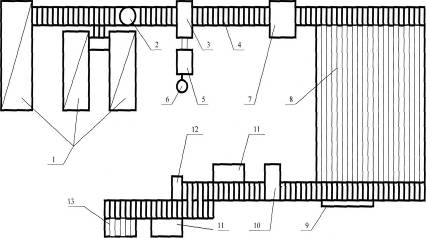
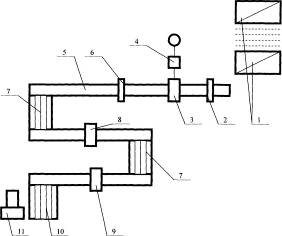
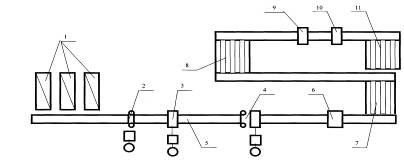
Листовые станы для холодной прокатки листов толщиной 0,05. ..4 мм имеют бочки валков длиной 700.. .2800 мм. При холодной прокатке тонкой ленты из стали различных марок и цветных металлов широко применяют четырех-, двенадцати- и двадцативалковые станы, а также четырех- и пятиклетьевые непрерывные четырехвалковые станы (рис. 21.8).
Трубопрокатные станы предназначены для производства бесшовных стальных труб. Процесс прокатки бесшовных труб
состоит из двух операций: получения из слитка или заготовки толстостенной гильзы и последующей раскатки этой гильзы в трубу заданного диаметра. Для производства сварных труб наибольшее применение получили непрерывные станы, на которых стальные трубы изготовляют электросваркой.
К станам специального назначения относят бандаже-, колесопрокатные, шаропрокатные, детали прокатные и др.
Похожие работы
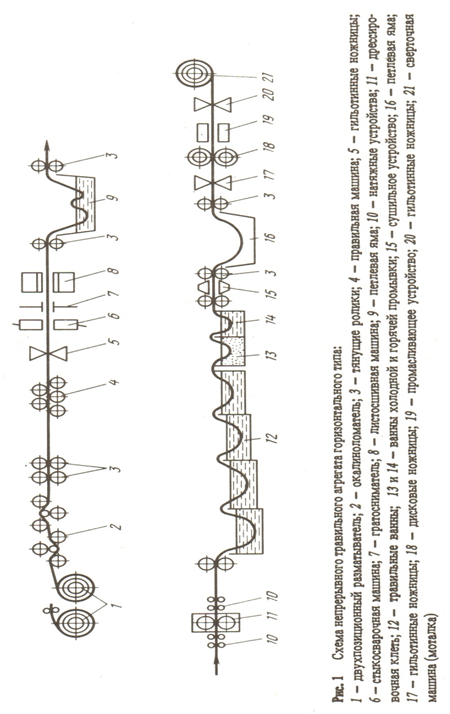
... . Прокатная клеть оборудована кантователями и манипуляторами. На линии потока раската готового профиля установлены гильотинные и дисковые (кромкообрезные) ножницы, роликовая правильная машина. Технологический процесс прокатки на стане следующий. Нагретые до температуры прокатки слитки из печей подают краном на стан. Перед приемным рольгангом стана установлен механический окалиносбиватель с цепями ...
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...



... значительно снижается время на отрезной операции и время обработки, что в конечном итоге дает хорошую экономическую выгоду, за счет снижения себестоимости детали. 5. Прохождение технологического процесса изготовления детали по цехам предприятия. Данная деталь (винт) производится из заготовки, изготовленной путем проката. 5.1 Прокатное производство Сущность процесса Прокатке подвергают ...
... и полировка, обеспечивающие высокую чистоту поверхности оправки и отсутствие каких-либо дефектов на ней; хромирование оправок; применение покрытий и смазок, создающих прочную пленку на поверхности металла и инструмента; исключение сосредоточенного обжатия заготовки путем правильного подбора инструмента и тщательной настройки стана; плотное крепление калибров, исключающее их перемещение в валках; ...
0 комментариев