Навигация
Выбор транспортно-загрузочной системы
39025
знаков
6
таблиц
9
изображений
2.3 Выбор транспортно-загрузочной системы
В качестве транспортно – загрузочной системы в данной линии можно применить манипуляторы, закрепленные на подвижных тележках. Для осуществления загрузки в данных условиях удобно воспользоваться портальными манипуляторами, перемещающимися между станками по горизонтальным стойкам.
Для удаления стружки из зоны резания удобно воспользоваться общим конвейером проходящим вдоль всех станков линии.
2.4 Расчет экономических показателей
Для наглядности проведем сравнение экономических показателей двух вариантов автоматических линий, рассмотренных в пункте 2.2. приведенные затраты автоматической линии находятся по формуле:
![]() ;
;
где К – стоимость данного варианта АЛ;
Е – нормативный коэффициент капиталовложения (принимаем Е=0,15);
С – себестоимость годового выпуска продукции при данном варианте АЛ.
При расчете данная формула принимает вид:
![]() ;
;
![]() ;
;
где ![]() - стоимость основного оборудования;
- стоимость основного оборудования;
![]() - стоимость транспортно – загрузочной системы.
- стоимость транспортно – загрузочной системы.
Основное оборудование схемы с применением станков дублетов состоит из:
· Вертикально – сверлильные станки - 13шт ×3000у.е.=39000 у.е.
· Вертикально – фрезерные консольные станки –4шт.×5000у.е.=20000у.е.
Общая стоимость основного оборудования составляет: 59000у.е.
Вспомогательное оборудование для данной схемы состоит из:
· Манипуляторы 13шт.×4000у.е.=52000 у.е.
· Транспортер стружки 1 шт. 320 у.е.
Итого, общая стоимость вспомогательного оборудования составляет 52320 у.е
Аналогично рассчитываем стоимость основного оборудования для варианта компоновки АЛ с агрегатными станками:
· Шести - позиционный агрегатно – сверлильный станок 2шт. ×4000у.е.=8000 у.е.
· Четырех - позиционный агрегатно – сверлильный станок 1шт. ×4000у.е.=4000 у.е.
· Вертикально - фрезерные консольные станки 4 шт.× 5000у.е.=20000у.е.
Общая стоимость основного оборудования составляет 32000 у.е.
Определим стоимость вспомогательного оборудования:
· Манипуляторы 6шт.×4000у.е.=32000 у.е.
· Транспортер стружки 1 шт. 320 у.е.
· Силовые головки 16шт.×1200у.е.=19200 у.е.
Стоимость вспомогательного оборудования для данного варианта составляет 51520 у.е.
Как видно из расчетов второй вариант является экономически более целесообразным. Приведенные потери составляют для него:
![]() у.е.
у.е.
3. Разработка графической части курсового проекта
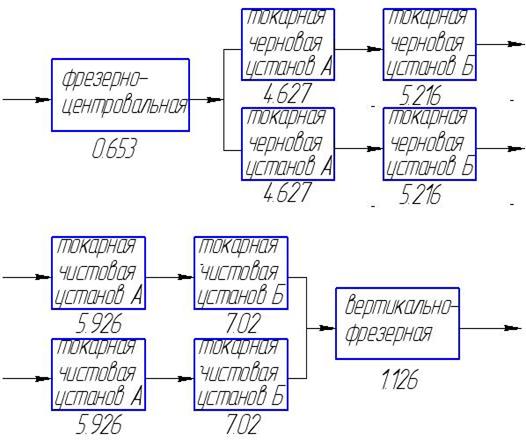
Одним из важнейших элементов графической части данного курсового проекта является циклограмма работы системы автоматического оборудования, которая строится как графическое отображение последовательности работы основных её структурных элементов. Она строится на основании расчета цикла роботы линии.
Для удобства построения циклограммы сведем окончательный техпроцесс в таблицу 3.1
Таблица 3.1- Порядок выполнения операций на выбранной автоматической линии
| № | Операция и переход | Вид оборудования | инструмент | время |
| 1 | 1. Сверлить отв. 1 Зенковать фаску 1 2.Сверлить отв. 4 Сверлить отв. 4 3.Сверлить отв. 5 Зенкеровать отв. 5 Зенковать фаску 5 | Агрегатный сверлильный станок 1 | Комбинированное сверло Ø3 Сверло Ø4 Сверло Ø4 Сверло Ø8 Зенкер комбинированный Ø8 | 0,02 0,0385 0,0385 0,04 0,04 |
| 2 | 1.Сверлить отв. 2 Зенковать фаску 2 2.Сверлить отв. 3 Зенковать фаску 3 3.Сверлить отв. 7 Зенковать фаску 7 | Агрегатный сверлильный станок 2 | Комбинированное сверло Ø5 Комбинированное сверло Ø3 Комбинированное сверло Ø5 | 0,015 0,02 0,01 |
| 5 | Сверлить отв. 6 Сверлить отв. 6 Сверлить отв. 6 Зенкеровать отв.8 Зенковать фаску8 Развернуть отв. 8 | Агрегатный сверлильный станок 3 | Сверло Ø8 Сверло Ø8 Сверло Ø8 Зенкер комбинированный Ø8 Развертка Ø8 | 0,045 0,045 0,045 0,02 0,02 |
| 6 | Фрезеровать канавку 1 | Агрегатный фрезерный станок 1 | Концевая фреза Ø3 | 0,03 |
| 7 | Фрезеровать канавку 2 | Агрегатный фрезерный станок 2 | Концевая фреза Ø2 | 0,2 |
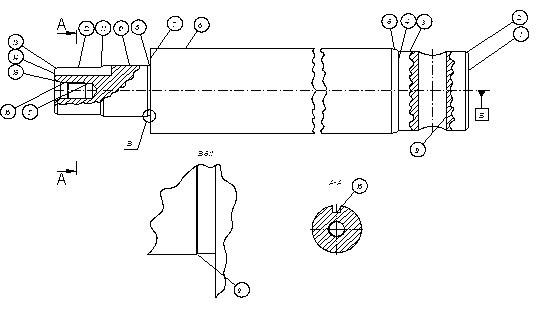
Следующим элементом графической части является схематический чертеж самой линии с прилагаемой к нему спецификацией (приложения В и Г).А так же некоторые эскизы наладок ( приложения Д, Е, Ж,З).
Похожие работы
... . 1.6 Выбор транспортно загрузочной системы для вариантов компоновок АЛ Результаты выбора транспортно загрузочной системы приведены на рисунках 10, 11. 3 АНАЛИЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ 3.1 Разработка структур технологических процессов для разных вариантов компоновок АЛ Основой для разработки технологического процесса в автоматизированном производстве является ...





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
... техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов ...
... с размещением диафрагмы для контроля расхода общего воздуха можно применить входную диафрагму, устанавливаемую на всасе вентилятора. Методика расчета входных диафрагм нормирована. 3. РАЗРАБОТКА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ ВО ВЗВЕШЕННО-ЗАКРУЧЕННОМ СЛОЕ Разработка относится к технике сушки, а именно к способам автоматического управления процессами сушки, и ...
0 комментариев