Структура и свойства свариваемого металла
Исследование процессов взаимодействия между металлом, газом и шлаком
Описание металлургических процессов, обеспечивающих получение качественных соединений
Исследование процессов нагрева, плавления и охлаждения основного металла
Определение изотермы на поверхности свариваемого металла
Оценка свариваемости металла и разработка мероприятий по повышению технологической прочности
Навигация
Исследование процессов нагрева, плавления и охлаждения основного металла
Разработка схемы источника "ПТИ" с использованием стали 45
40484
знака
8
таблиц
6
изображений
3. Исследование процессов нагрева, плавления и охлаждения основного металла
3.1 Выбор и обоснование расчётной схемы нагреваемого тела и источника тепла
Исходя из условий сварки применяем подвижный точечный источник теплоты мощностью q, движущийся прямолинейно с постоянной скоростью по поверхности полубесконечного тела. Схема ПТИ применяется для исследования температурных полей при ручной дуговой сварке.
Условия процесса:
- вид сварки: ручная дуговая сварка покрытыми электродами;
- сила тока: I = 330 A;
- напряжение: U = 28 В;
- эффективный КПД: h = 0,75;
- скорость сварки: υсв = 9 м/час.
Формы тел, нагреваемых при сварке разнообразны. Распространение теплоты существенно зависит от формы и размеров тела. Точный учет конфигурации тела может привести к таким усложнениям расчета, что его практическое использование окажется затруднительным. Поэтому во всех тех случаях, когда пренебрежение второстепенными особенностями формы тела не приводит к большим погрешностям расчета, целесообразно упрощать формы рассматриваемых тел, сводя их к простейшим. Но грамотное применение такой схематизации должно основываться на четком понимании физической сущности процесса.
Полубесконечное тело представляет собой массивное тело с одной ограничивающей плоскостью z = 0. Остальные поверхности находятся на значительном удалении и не влияют на распределение теплоты (рисунок 2).
x
z
y
Рисунок 2-Полубесконечное тело
Для термических процессов сварки плавлением источник энергии должен обеспечивать концентрацию тепловой энергии и температуру в зоне сварки, достаточные для плавления металла и провара его на требуемую глубину, но без интенсивного испарения.
3.2 Расчёт температурных полей при нагреве тела подвижными источниками тепла
Рассчитываем распределение температур вдоль оси шва.
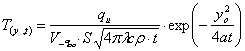
Расчет температурных полей производится по уравнению предельного состояния распространения тепла, отнесенное к подвижной системе координат:
T(R,x) = (![]() ) · exp
) · exp![]() + Тн,
+ Тн,
где qu – погонная энергия (Вт):
q = I · U · h,
q = 330 · 28 · 0,75 = 6930 Вт,
l – коэффициент теплопроводности, l = 41,9 Вт/м · град;
υсв – скорость сварки (м/ч);
I – сила тока (А);
U – напряжение (В);
a – коэффициент температуропроводности, a = 8,7 · 10-6 м3/c,
r = ![]() ,
,
где х - координата по оси х (см);
у - координата по оси (у) см.
Для расчёта распределения температур вдоль оси шва, рассчитываем Х в диапазоне от -50 см до 76 см. Распределение строим на оси шва (у=0), на расстоянии 1см от оси шва (у=1), 1,5см и 2см. График распределения представлен ниже.
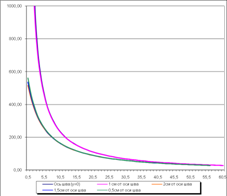
Рисунок 3- Изотермы вдоль оси шва
Распределение температур вдоль оси У рассчитываем по той же формуле, что и распределение температур вдоль оси Х.
Проводим расчёт распределения температур в поперечном сечении шва, т. е. вдоль оси Y, на поверхности металла при х={1; 2; 3; 4} см. Расчёт ведем по формуле,
T(R,x) = (![]() ) · exp
) · exp![]() + Тн.
+ Тн.
Графики представлены ниже.
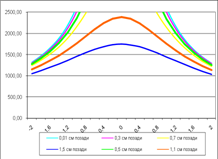
Рисунок 4- Изотермы в поперечном сечении оси шва
Термический цикл точек сварного соединения.
Термический цикл строим для ![]() . По формуле для ширины зоны с температурой выше заданной,
. По формуле для ширины зоны с температурой выше заданной,
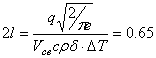
см. Для построения графика используем формулу
 .
.
График представлен ниже.
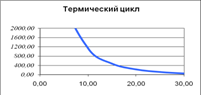
Рисунок 5 - Термический цикл
3.3 Расчёт скорости охлаждения
Мгновенная скорость охлаждения является первой производной температуры по времени:
![]()
Так как в большинстве случаев оказывается достаточным приближённое определение скорости охлаждения, то используют теорию мощных быстродвижущихся источников тепловой энергии без учёта теплоотдачи. Скорости охлаждения обычно определяют для оси шва ввиду незначительного её отличия от скорости охлаждения околошовной зоны.
Для расчета скорости охлаждения используем формулу:
w = 2p · l · (Т–Тн)2/[q/V],
где q – эффективная тепловая мощность, Вт,
Т – критическая температура, Т = Ас3 =755 0С,
Тн – начальная температура, Тн = 20 оС,
l – коэффициент теплопроводности, l = 41,9 Вт/м0С,
cr – объемная теплоемкость, cr = 4,8Дж /см3С,
V – скорость сварки, cм/с.
w = 2 · 3,14 · 0,419 · (755 - 20)2/(6930 / 0,09) = 18,46 гр/с.
Полученное значение Δω не входит в оптимальный диапазон скоростей охлаждения (2…4). Для сварки стали 45 необходимо применять специальные технологические приемы.
Похожие работы
... лучшее изделие декоративно-прикладного искусства, выделить и отметить наиболее удавшиеся работы. Это будет способствовать привлечению к занятиям декоративно-прикладным искусством новых и новых школьников. 3.2 Методическая программа уроков по художественной обработке бересты. 3.2.1 Пояснения. За основу методической программы по художественной обработке бересты , взята ...
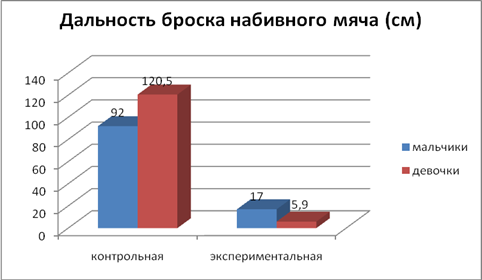
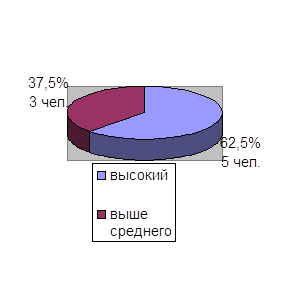
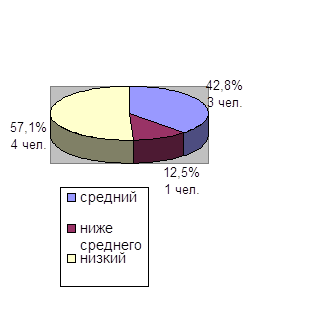
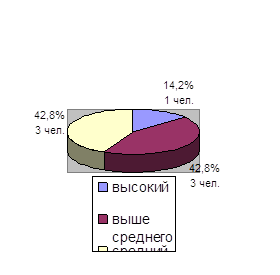
... В экспериментальной части работы были решены следующие задачи: · Разработка программы и методики использования средств основной гимнастики в системе физических упражнений для детей старшего дошкольного возраста, с целью развития их физической подготовленности. · Проверка эффективности применения средств основной гимнастики в рамках вариативной программы по физическому ...
... были подобраны и систематизированы дидактические игры, которые могут быть использованы в логопедической работе с детьми с общим недоразвитием речи 3 уровня по формированию у них грамматического строя речи. 2.2. Педагогическая технология коррекции лексико-грамматических нарушений у детей. Второй этап практического исследования, формирующий, был направлен на организацию коррекционной работы ...
... работе нами была освещена проблема развития художественно-творческих способностей младших школьников с ЗПР с помощью использования музыкально-игровых методов. Мы поставили перед собой цель: выявить музыкально-игровые методы для развития художественно-творческих способностей младших школьников с ЗПР. Для достижения поставленной цели была проведена следующая работа: - изучен передовой научный ...
0 комментариев