Структура и свойства свариваемого металла
Исследование процессов взаимодействия между металлом, газом и шлаком
Описание металлургических процессов, обеспечивающих получение качественных соединений
Исследование процессов нагрева, плавления и охлаждения основного металла
Определение изотермы на поверхности свариваемого металла
Оценка свариваемости металла и разработка мероприятий по повышению технологической прочности
Навигация
Определение изотермы на поверхности свариваемого металла
Разработка схемы источника "ПТИ" с использованием стали 45
40484
знака
8
таблиц
6
изображений
3.4 Определение изотермы на поверхности свариваемого металла
В результате воздействия сварочного источника теплоты свариваемый металл расплавляется. Металл, ограничиваемый изотерической поверхностью Т = Тпл , образует сварочнуюванну.
Сварочная ванна перемещается по свариваемому изделию вместе с источником теплоты. После затвердевания расплавленного металла сварочной ванны образуется шов. Глубина и форма проплавления зависят от сосредоточенности источника теплоты, определяемой способом сварки и силой сварочного тока.
Кристаллизация расплавленного металла состоит из двух элементарных, одновременно протекающих процессов:
1) зарождение зародышей или центров кристаллизации,
2) роста кристаллитов из этих центров.
Кристаллы растут с некоторыми остановками, т.е. слоями. Центрами кристаллизации для каждого последующего слоя являются различные неровности предыдущего.
Скорость кристаллизации определяется числом центров кристаллизации и линейной скоростью роста кристаллов в единицу времени.
Теория непрерывной кристаллизации предполагает спокойное затвердевание жидкости без перемешивания жидкого металла внутренними конвективными токами. Эта теория имеет ограниченное применение.
Условия в которых протекают кристаллизационные процессы в сварочной ванне:
а) наличие в ванне центров кристаллизации в виде зерен основного металла на границе сплавления;
б) одновременный с кристаллизацией ввод теплоты в сварочную ванну движущимся сварочным источником энергии, скорость движения которого определяет скорость перемещения фронта кристаллизации;
в) значительный градиент температур в ванне, большой перегрев металла в центре шва;
г) интенсивное перемешивание металла ванны;
д) малый объем и непродолжительное существование сварочной ванны, большие средние скорости роста кристаллов;
е) воздействие на кристаллизирующийся металл термодеформационного цикла.
При затвердевании расплавленного металла сварочной ванны преобладает гетерогенный процесс кристаллизации и только в центральной части ванны в очень редких случаях возможна гомогенная кристаллизация. Под влиянием конкретных тепловых и кинетических условий кристаллизации металла шва, химического состава сплава, градиента температур, скоростей сварки и кристаллизации в различных зонах шва возможно образование разной первичной структуры—столбчатой, полиэдрической. Столбчатая и полиэдрическая структура могут в свою очередь быть ячеистыми, ячеисто-дендритными, дендритными. Все эти структуры в шве можно не только получить, но и управлять их развитием, изменяя условия роста, как это следует из теории концентрационного переохлаждения. Такие параметры роста кристалла, как скорость кристаллизации Vкр и градиент температур в жидкой фазе grad Тф , оказывающий наиболее существенное влияние на образующую структуру, можно рационально подбирать и изменять при сварке .
Температурный градиент в жидкости может быть повышен увеличением тепловой мощности дуги путем повышения напряжения или силы тока или может быть понижен путем предварительного подогрева. Скорость кристаллизации можно регулировать изменением скорости сварки.
При сварке в пределах сварочной ванны одновременно осуществляется два процесса:
а) плавление;
б) кристаллизация.
Сварочная ванна и связанная с ней изотерма кристаллизации перемещаются вдоль оси шва со скоростью сварки.
Под схемой кристаллизации понимают форму осей кристаллитов и значение угла два a между касательными к осям. Ось кристаллита - воображаемая линия, определяющая форму и направление границ кристаллитов. Форма, ориентировка и размеры кристаллитов могут изменятся в широких пределах в зависимости от технологии сварки и оказывать существенное влияние на деформационную способность металла шва. Направление роста кристаллита совпадает с направлением максимального теплоотвода, т.е. с нормалью к изотерме кристаллизации.
3.4 Расчёт изотерм на поверхности свариваемого материала
Построение изотерм производим аналитическим методом. Для этого выведем уравнение изотермы, опираясь на уравнение предельного состояния процесса.
Пусть требуется построить изотерму для некоторой температуры Т. Подставив эту температуру в уравнение предельного состояния, получим:
Затем, учитывая ![]() и произведя несложные преобразования, получим:
и произведя несложные преобразования, получим:
откуда вытекает
 .
.
Преобразуя относительно у, получим в итоге:
 .
.
Рассчитываем изотермы в пределах от х=-0,8 см до х=46,45 см. Графики изотерм представлены ниже.
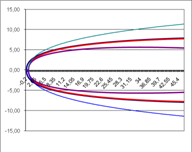
Рисунок 6 – Графики изотерм
Данные изотермы построены для температур Тнир, ТАС1, ТАС3, ТМн (перечислены в порядке возрастания эксцентриситета вдоль оси ОХ).
В связи с тем, что изотерма Т=Мн очень вытянута по оси ОХ, частично не показана.
3.5 Определение протяжённости отдельных участков в ЗТВВеличина ЗТВ зависит от способа сварки, её режима, химического состава свариваемого и присадочного металла, физических свойств свариваемых металлов, и т. д. Увеличение сварочного тока, снижение скорости сварки увеличивают ширину ЗТВ.
Протяжённость отдельных участков ЗТВ для стали 45 определим из строения ЗТВ для данного сварного соединения. Температурные интервалы участков:
-участок неполного расплавления: ![]() ,
,
- участок перегрева: ![]() ,
,
- участок нормализации: ![]() ,
,
- участок неполной перекристаллизации: ![]() ,
,
- участок рекристаллизации: ![]()
- участок синеломкости: ![]() .
.
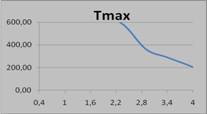
Для определения протяжённости отдельных участков ЗТВ необходимо построить график распределения максимальных температур в поперечном сечении шва.
Для построения этого графика используем формулу
![]()
График распределения максимальных температур в поперечном сечении шва показан ниже.
Ширины зон с температурами, превышающими характерные температуры, приведены ниже:
| ширина участка | |||
| Тпл | 1536 | 0,57 | см |
| Тпере | 1500 | 0,59 | см |
| Тпере2 | 1100 | 0,80 | см |
| Тнорм | 905 | 0,97 | см |
| Тнпкр | 727 | 1,21 | см |
| Трекр | 450 | 1,95 | см |
| Тсине | 200 | 4,40 | см |
Откуда можно видеть, что ширины соответствующих зон составляют:
| ширина зоны | в см |
| Неполного расплавления | 0,01 |
| Перегрева | 0,21 |
| Нормализации | 0,17 |
| Неполной перекристаллизации | 0,08 |
| Рекристаллизации | 0,14 |
| Синеломкости | 0,04 |
Похожие работы
... лучшее изделие декоративно-прикладного искусства, выделить и отметить наиболее удавшиеся работы. Это будет способствовать привлечению к занятиям декоративно-прикладным искусством новых и новых школьников. 3.2 Методическая программа уроков по художественной обработке бересты. 3.2.1 Пояснения. За основу методической программы по художественной обработке бересты , взята ...
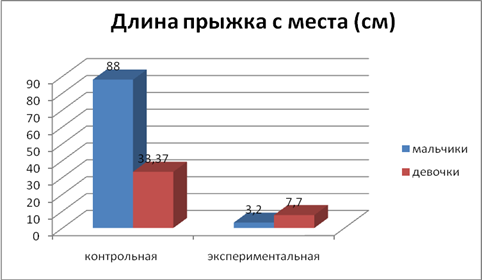
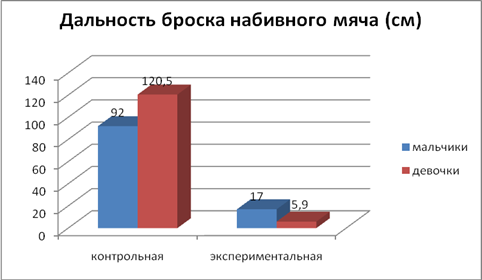
... В экспериментальной части работы были решены следующие задачи: · Разработка программы и методики использования средств основной гимнастики в системе физических упражнений для детей старшего дошкольного возраста, с целью развития их физической подготовленности. · Проверка эффективности применения средств основной гимнастики в рамках вариативной программы по физическому ...
... были подобраны и систематизированы дидактические игры, которые могут быть использованы в логопедической работе с детьми с общим недоразвитием речи 3 уровня по формированию у них грамматического строя речи. 2.2. Педагогическая технология коррекции лексико-грамматических нарушений у детей. Второй этап практического исследования, формирующий, был направлен на организацию коррекционной работы ...
... работе нами была освещена проблема развития художественно-творческих способностей младших школьников с ЗПР с помощью использования музыкально-игровых методов. Мы поставили перед собой цель: выявить музыкально-игровые методы для развития художественно-творческих способностей младших школьников с ЗПР. Для достижения поставленной цели была проведена следующая работа: - изучен передовой научный ...
0 комментариев