Структура и свойства свариваемого металла
Исследование процессов взаимодействия между металлом, газом и шлаком
Описание металлургических процессов, обеспечивающих получение качественных соединений
Исследование процессов нагрева, плавления и охлаждения основного металла
Определение изотермы на поверхности свариваемого металла
Оценка свариваемости металла и разработка мероприятий по повышению технологической прочности
Навигация
Оценка свариваемости металла и разработка мероприятий по повышению технологической прочности
Разработка схемы источника "ПТИ" с использованием стали 45
40484
знака
8
таблиц
6
изображений
4. Оценка свариваемости металла и разработка мероприятий по повышению технологической прочности
4.1 Оценка структуры ЗТВ по скорости охлаждения и роста зерна по времени пребывания металла при температурах роста
Зона термического влияния (ЗТВ) – участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения. Это часто приводит к тому, что ЗТВ имеет отличные от основного металла вторичную микроструктуру и величину зерна.
В ЗТВ в процессе нагрева и охлаждения при сварке, а также в шве при охлаждении получают развитие целый ряд фазовых и структурных превращений. Под фазовыми превращениями понимают превращения с образованием новых фаз, отличающихся от исходных атомно-кристаллическим строением, часто составом, свойствами, и разграниченных с ними поверхностями раздела. При образовании новой фазы в ее объеме меняется свободная энергия, скачкообразно изменяются энтропия, теплосодержание и в момент превращения теплоемкость стремится к бесконечности. В связи с этим фазовое превращение сопровождается выделением или поглощением теплоты.
При структурных превращениях происходит перераспределение дефектов кристаллической решетки, легирующих элементов и примесей и изменение субструктуры существующих фаз. Структурные превращения сопровождаются плавным изменением свободной энергии, энтропии и теплосодержания, скачкообразным – теплоемкости, и не сопровождаются выделением теплоты.
4.2 Расчетное определение сопротивляемости образованию холодных трещин
Холодные трещины – локальное хрупкое межкристаллическое разрушение металла сварных соединений – представляют собой частый сварочный дефект в соединениях углеродистых и легированных сталей, если при сварке они претерпевают частичную или полную закалку. Трещины образуются после окончания сварки в процессе охлаждения ниже температуры 400К или в течении последующих суток. Они могут возникать во всех зонах сварного соединения и располагаться параллельно или перпендикулярно оси шва. Место образования и направление трещин зависит от состава шва и основного металла, соотношение компонент сварочных напряжений и некоторых других обстоятельств.
Оценку к образованию холодных трещин производим по эквиваленту углерода:
Сэкв = С + Mn/9 + Cr/9 + Ni/18
Cэкв = 0,5 + 0,37/9 + 0,25/9 + 0,25/18 = 0,555
C’экв = 0,555 больше 0,4 следовательно сталь склонна к образованию холодных трещин.
4.3 Определение сопротивляемости к образованию горячих трещин
Горячими трещинами называются хрупкие межкристаллитные разрушения сварного шва или околошовной зоны, возникающие в области температурного интервала хрупкости в результате воздействия термодиформационного сварочного цикла. Горячие трещины чаще всего возникают в сплавах, обладающих выраженным крупнокристаллическим строением, с повышенной концентрацией легкоплавких фаз. Согласно общепринятым представлениям, они возникают в том случае, если интенсивность нарастания деформаций в металле сварного соединения в период остывания приводит к деформациям большим, чем его пластичность в данных температурных условиях. Способность сварного соединения воспринимать без разрушения деформации, вызванные термодеформационным циклом сварки, определяет уровень его технической прочности.
Сопротивляемость сварного соединения образованию горячих трещин определяется тремя основными факторами: пластичностью металла в температурном интервале хрупкости, значением этого интервала и характером нарастания деформации при охлаждении.
Склонность легированных сталей к образованию горячих трещин ориентировочно можно провести по химическому составу.
HCS = (C(S + P + Si/25 + Ni/100).103)/(3Mn + Cr)
HCS = (0,5 (0,04+0,035 +0,8/25 + 0,25/100).103)/(3·0,37 + 0,25) = 40,26.
Т.к. HCS> 4 , горячие трещины в сталях образуются.
4.4 Разработка мероприятий по повышению технологической прочности и улучшению свойств соединений
Для повышения сопротивляемости сварных соединений образованию горячих трещин необходимо в процессе производства стремиться к такому сочетанию их свойств, технологических приемов и способов сварки, а также к такому конструкционному оформлению узлов, которые обеспечивали бы при минимальных значениях деформации формоизменения максимальный уровень показателей ап – асв. для этого необходимо стремиться к уменьшению интервала хрупкости, увеличению пластичности металла шва и снижению темпа деформаций.
Все вышеизложенные способы в конечном счете приводятся к трем основным:
- изменение химического состава;
- выбор оптимального режима сварки;
- применение рационального типа конструкций и порядка наложения швов.
Химический состав металла шва и основного металла – один из главных факторов, определяющих значение δminи в известной мере интенсивность развития деформации усадки.
При сварке с применением присадочного материала – ручной, сварке под флюсом, в аргоне химический состав металла шва и особенности его кристаллизации определяется долей участия основного и присадочного металла и схемой кристаллизации.
Эффективное средство повышения технологической прочности – снижение содержания в сварных швах вредных примесей, а также дополнительное легирование.
Большое влияние оказывает характер структуры, образующейся при кристаллизации. Технологическую прочность можно повысить изменением фазового состава металла шва.
Влияние режима сварки на сопротивляемость образованию горячих трещин весьма важно вследствие следующих причин: он представляет собой главный фактор, определяющий форму шва, характер и схему кристаллизации. Мягкие режимы способствуют протеканию равновесной кристаллизации, зона стыка противоположных фронтов кристаллизации выражена слабее , уменьшается концентрация деформаций. Для уменьшения образования трещин часто применяют режимы, отличающиеся малыми скоростями и большим током, иногда даже рекомендуют предварительный подогрев, однако результаты в этом случае не всегда оказываются положительными, так как большое тепловыделение при незначительной жесткости конструкции может вызвать дополнительные деформации формоизменения.
Способы предотвращения холодных трещин в сварных соединениях направлены на уменьшение или устранение отрицательного действия основных факторов, обуславливающих их образование, путём:
1) регулирование структуры металла сварных соединений;
2) снижение концентрации диффузионного водорода в шве;
3) уменьшение уровня сварочных напряжений.
Наиболее часто для предотвращения холодных трещин применяют предварительный или последующий подогрев сварных соединений. При сварке углеродистых сталей, подогрев может исключить закалочные структуры в шве и ЗТВ. Кроме того, подогрев способствует интенсивному удалению НД из соединения.
Вывод
В ходе курсовой работы по теории сварочных процессов мною были произведены исследование процессов нагрева, плавления и охлаждения исследуемой стали 45, также произведена оценка свариваемости этой стали. Сталь 45 относится к углеродистым качественым сталям, обладает нормальной свариваемостью,.
Подобраны тип и режимы сварки – ручная дуговая сварка покрытыми электродами. Iсв = 330 A, U = 28 B, Vсв = 9/час. Сварка производится электродами марки УОНИИ 13/45 диаметром 5мм. Что обеспечивает получение качественного сварного соединения.
Список используемых источников
1 Куликов В.П. Технология и оборудование сварки плавлением.- Могилёв: ММИ, 1998,-256с.
2 Сварка в машиностроении. Справочник. Т.1-4.-М.: Машиностроение, 1978-1979.
3 Куликов В.П. Технология сварки плавлением.- Мн: Дизайн ПРО, 2000.-256с., ил.
4 Методические указания
Похожие работы
... лучшее изделие декоративно-прикладного искусства, выделить и отметить наиболее удавшиеся работы. Это будет способствовать привлечению к занятиям декоративно-прикладным искусством новых и новых школьников. 3.2 Методическая программа уроков по художественной обработке бересты. 3.2.1 Пояснения. За основу методической программы по художественной обработке бересты , взята ...
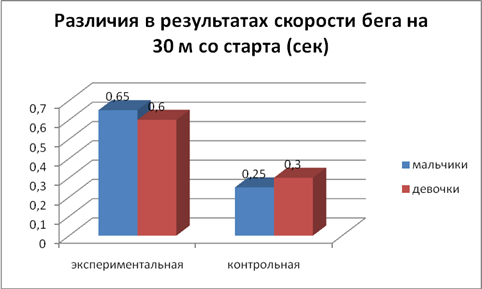
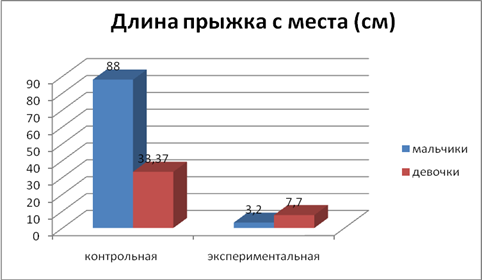
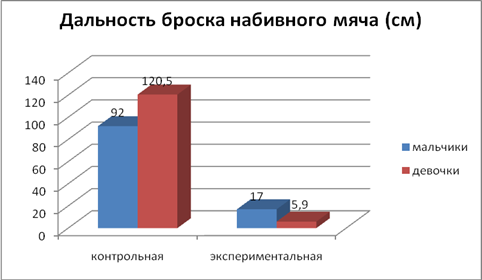
... В экспериментальной части работы были решены следующие задачи: · Разработка программы и методики использования средств основной гимнастики в системе физических упражнений для детей старшего дошкольного возраста, с целью развития их физической подготовленности. · Проверка эффективности применения средств основной гимнастики в рамках вариативной программы по физическому ...
... были подобраны и систематизированы дидактические игры, которые могут быть использованы в логопедической работе с детьми с общим недоразвитием речи 3 уровня по формированию у них грамматического строя речи. 2.2. Педагогическая технология коррекции лексико-грамматических нарушений у детей. Второй этап практического исследования, формирующий, был направлен на организацию коррекционной работы ...
... работе нами была освещена проблема развития художественно-творческих способностей младших школьников с ЗПР с помощью использования музыкально-игровых методов. Мы поставили перед собой цель: выявить музыкально-игровые методы для развития художественно-творческих способностей младших школьников с ЗПР. Для достижения поставленной цели была проведена следующая работа: - изучен передовой научный ...
0 комментариев