Навигация
Выбор основного технологического оборудования
23605
знаков
6
таблиц
5
изображений
5. Выбор основного технологического оборудования
В соответствии с планом обработки детали, выберем необходимое технологическое оборудование, на котором будет вестись обработка. Марки станков и их технические характеристики выбираем из справочников [2, ч.2, с 7-65] и [3, с 25-64]. Результаты сводим в таблицу.
Таблица 2 – Основное технологическое оборудование и его технические характеристики
| Номеропера-ции | Назва-ниеопера-ции | Маркастан-ка | Наиб. Æобраба-тывае-мого изде-лия(отв.),мм | Частота вращенияшпинделя(реж. инструм),об/мин | Мощ-ностьЭД,кВт | Габарит-ныеразмеры,мм | Масса,кг |
| 010 | Фрезерноцен-тровальная | МР-71М | 125 | 125-712(фрезеров.)238-1125(сверление) | 10(фрез.)2,8(сверл) | 2840×1450×1720 | 5250 |
| 020 | Токарно-винто-резная | 16К20 | 400 | 12,5-1600 | 11 | 3795×1190×1500 | 2835-3685 |
| 025 | Вертика-льно-фрезерная | 6Р11МФ3-1 | 300 | 63-2500 | 8 | 2750×2230×2450 | 2650 |
| 030 | Радиа-льно-сверлиль-ная | 2М55 | 50 | 20-2000 | 5,5 | 2665×1020×3430 | 4700 |
| 035 | Горизон-тально-расточ-ная | 2М615 | 800 | 20-1600 | 4,5 | 4330×2590×2585 | 8500 |
| 040 | Зубофрезерная | 56А20 | 6модуль | 75-500 | 7,5 | 3150×1815×2300 | 6800 |
| 045 | Кругло-шлифо-вальная | 3М151 | 200 | 1590 | 10 | 4605×2450×2170 | 5600 |
Для выполнения токарных операций требуется наличие двух токарно-винторезных станков 16К20. На одном из них будет осуществляться черновое точение (Установы А и Б), а на втором – чистовое точение (Установы В и Г), что позволит существенно повысить качество обработки.
6. Анализ схем базирования
Для базирования данной детали типа вал используются два принципиальных подхода: базирование по наружной цилиндрической поверхности под подшипники и базирование по оси детали. Технически это реализуется при помощи призм- первый вариант- и при помощи центровых отверстий. Центровые отверстия играют роль чистовой базы, т.к. при их использовании погрешность закрепления ![]() =0. Центра получают при помощи фрезерно-центровой операции, во время которой для базирования используются призмы:
=0. Центра получают при помощи фрезерно-центровой операции, во время которой для базирования используются призмы:

Рисунок 3- Теоретическая схема базирования.
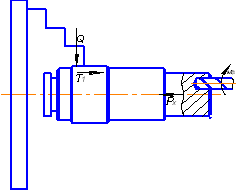
На рисунке 3 изображена теоретическая схема базирования по наружной цилиндрической поверхности под подшипники. Технически это реализуется при помощи призм, как это показано на рисунке 4.

Рисунок 4 – Техническая реализация базирования.
При получении центровых отверстий базирование производится при их помощи. Теоретическая схема базирования изображена на рисунке 5, а техническая реализация на рисунке 6.

Рисунок 5- Теоретическая схема базирования.

Рисунок 4 – Техническая реализация базирования
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
... экономически выгодно. 1.6 Проектирование маршрутного технологического процесса При проектировании технологического процесса следует руководствоваться следующими соображениями • В первую очередь обрабатываются поверхности, принятые за чистые технологические базы; •Последовательность обработки зависит от системы простановки размеров. В начало маршрута выносят обработку той поверхности, ...
0 комментариев