Требования физико-механических свойств материала детали и ее элементов
ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КОНТРОЛЯ
Определение типа производства и вида технологического процесса контроля
ГРУППИРОВАНИЕ ЭЛЕМЕНТОВ ОБЪЕКТА КОНТРОЛЯ ПО МЕТРОЛОГИЧЕСКИМ ПРИЗНАКАМ
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА ПРОЦЕССА ТК
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ТК
ВЫБОР МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ
Навигация
ГРУППИРОВАНИЕ ЭЛЕМЕНТОВ ОБЪЕКТА КОНТРОЛЯ ПО МЕТРОЛОГИЧЕСКИМ ПРИЗНАКАМ
Разработка технологического процесса производства и технического контроля зубчатого колеса промежуточного вала
45038
знаков
17
таблиц
6
изображений
7. ГРУППИРОВАНИЕ ЭЛЕМЕНТОВ ОБЪЕКТА КОНТРОЛЯ ПО МЕТРОЛОГИЧЕСКИМ ПРИЗНАКАМ
Метрологическими признаками являются: вид контролируемых параметров, единицы измерения, вид применяемого оборудования, точность применяемого оборудования, метод и средство контроля.
Группирование элементов объекта контроля по метрологическому признаку отражено в таблице 7.
Таблица 7 - Группирование элементов объекта контроля по метрологическому признаку
| Признак группирования | Контролируемые параметры (все поверхности обозначены на рабочем чертеже контролируемого изделия | |
| 1.По точности измерения | Размеры, относящиеся к 11 квалитету: Ø490h11-0,43, Ø290, Ø420, Ø116, Ø120. Размеры, относящиеся к 7 квалитету:Ø90Н7/к6, Ø46Н7. Параметры шероховатости: Параметр шероховатости поверхности зубьев R Параметры взаимного расположения поверхностей: торцевое биение поверхности по направлению диаметра не более 0,03, радиальное биение поверхности зубьев не более 0,03, отклонение от параллельности шпоночного паза относительно главной оси не более 0,026мм, отклонение от симметричности шпоночного паза относительно главной оси не более 0,104мм. Параметры зацепления Длина общей нормали W= | |
| fpb=±0,019, допуск на погрешность профиля зуба fr=0,020, допуск на направление зуба Fβ=0,016. Параметры, характеризующие физико-механические свойства стали: Глубина термообработки h = 0,8…1,2; твердость поверхности зубчатого колеса 56…62 HRСэ; твердость сердцевины зуба Н≥28 HRСэ. | ||
8. ВЫБОР ТИПОВОГО ПРОЦЕССА ТК
Построение технологического процесса контроля должно быть согласованно с другими процессами, осуществление которых необходимо для обеспечения жизненного цикла продукции. Для этого необходимо выбрать типовой процесс ТК.
В качестве типового процесса приемочного ТК выберем контроль в механообрабатывающем производстве. Типовой процесс ТК приведен в таблице 8.
Таблица 8 - Типовой процесс приемочного ТК
| Контролируемый параметр | Схема измерения | Методы и средства контроля, область применения | ||||
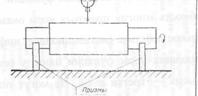
| 1. Наружный диаметр |
| Скоба со шкальными измерительными головками, калибры. Преимущественно в многомерных приспособлениях для контроля многоступенчатых валов. | ||||
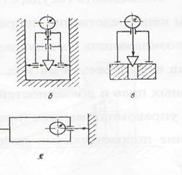
| 2. Внутренние диаметры |
| Нутромеры, калибры |
| |||
| 3. Параллельность поверхностей |
| Шкальный индикатор. Измеряется разность показаний измерительной головки в крайних точках на заданной длине |
| |||
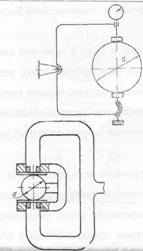
| 4. Радиальное биение |
| Шкальный индикаторный прибор. Определяется разностью между наибольшим и наименьшим показаниями измерительной головки, полученными при повороте детали на полный оборот. |
| |||
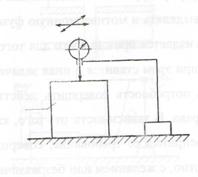
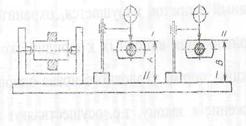
| 5. Симметричность |
| Шкальные индикаторные приборы, Деталь поворачивают на 180 ° и определяют при помощи измерительной головки симметричность как полуразность расстояний А и В. | ||||
| 6. Твердость | - | Твердомер Роквелла | ||||
| 7.Глубина термообработки | - | Микроскоп металлографический | ||||


Типовой процесс входного ТК качества материала содержит такие операции как:
- проверка сопроводительной документации, удостоверяющей качество (сертификата, паспорта);
- проверка маркировки, тары, упаковки;
- проверка геометрических размеров (микрометр, штангенциркуль);
- проверка состояния поверхности (визуально, используя контрольный образец));
- проверка марки материала (химического состава), механических свойств, структуры (спектральный анализ).
Похожие работы




... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев