Назначение и классификация оборудования для охлаждения и замораживания
Конструкции камерных приборов охлаждения
Расчетная часть
Определение площади теплопередающей поверхности охлаждающих батарей
Расчет необходимого количества воздухоохладителей коридора
Расчет воздушной завесы для двери холодильной камеры
Ремонт монтаж и эксплуатация холодильного оборудования и трубопроводов
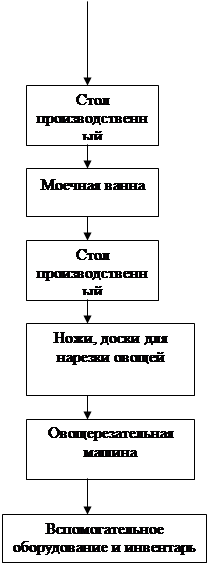
Порядок монтажа элементов холодильной проводки
Навигация
Ремонт монтаж и эксплуатация холодильного оборудования и трубопроводов
Расчет камеры для холодильной обработки мяса
69171
знак
1
таблица
18
изображений
3 Ремонт монтаж и эксплуатация холодильного оборудования и трубопроводов
3.1 Монтаж холодильного оборудования и трубопроводов
Монтаж холодильного оборудования и трубопроводов должен производиться с соблюдением требований СНиП. III-А. II-70 "Техника безопасности в строительстве", "Типовой инструкции по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах", "Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства" и настоящего раздела Правил.
Допуск рабочих к монтажу холодильного оборудования без вводного инструктажа по технике безопасности и инструктажа на рабочем месте категорически запрещается.
При производстве сварочных работ и резке материалов должны быть выполнены соответствующие требования: ГОСТ 12.2.007.8-75 "ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности", ГОСТ-12.3.003-75 "ССБТ. Работы электросварочные. Общие требования безопасности", "Правил технической эксплуатации электроустановок потребителей" глава Э III-"Электрическая сварка", ГОСТ 12.2.008-75 "ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности".
К сварке аммиачных трубопроводов должны допускаться сварщики, имеющие удостоверение об аттестации в соответствии с "Правилами аттестации сварщиков", утвержденными Госгортехнадзором.
При выполнении сварочных работ на аппаратах /сосудах/ надлежит руководствоваться ТУ на изготовление сосудов и "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением". При выборе электродов необходимо руководствоваться действующими нормативами.
Запрещается производить какие бы то ни было работы на оборудовании или его деталях /или под ними/ в то время, когда они находятся в приподнятом положении и поддерживаются лебедками, домкратами и другими подъемными механизмами.
Присоединение нагнетательных труб к магистралям должно производиться с загибом труб по ходу движения паров аммиака. При монтаже запрещается допускать "мешки" на всасывающих и нагнетательных трубопроводах.
Фланцевые, сварные и другие соединения аммиачных трубопроводов не должны размещаться в стенах, перекрытиях и неудобных для ремонта местах.
Запорную арматуру надлежит устанавливать по направлению движения аммиака с поступлением его под клапан.
Для электромагнитных вентилей и вентилей с приводом направление движения аммиака должно соответствовать указанному в инструкции завода-изготовителя.
Заполнение системы аммиаком после монтажа установки разрешается производить только при наличии актов о продувке и испытании системы на прочность и плотность /включая вакуумирование/.
Запрещается выполнение работ по монтажу холодильной установки без утвержденного проекта. Не допускается выполнение монтажных работ с отступлением от проекта без согласования с проектной организацией.
Сварочные работы на трубопроводах действующих холодильных установок разрешается производить только на отключенных и освобожденных от аммиака /с продувкой воздухом/ аппаратах и участках трубопроводов по согласованию с представителем пожарного надзора и при наличии письменного допуска. При этом должны быть приняты меры для предохранения всех смежных аппаратов от повреждений: разъединение фланцев, постановка заглушек, отделяющих аппараты, пломбирование вентилей в закрытом состоянии. Эти работы следует производить при открытых окнах и дверях или при непрерывной работе аварийной вентиляции.
При монтаже трубопроводов необходимо применять штампованные переходы. Использование сварных лепестковых переходов запрещается. Допускается применение переходов с одним продольным швом.
Приспособления, предназначенные для обеспечения удобства монтажных работ и безопасности работающих /лестницы, стремянки, леса, подмости и др./, должны удовлетворять требованиям ГОСТ 12.2.012-75 "CCБT. Приспособления по обеспечению безопасного производства работ. Общие требования".
3.2 Испытание трубопроводов
Система трубопроводов после монтажа должна быть тщательно продута от песка и окалины и испытана на прочность пробным избыточным давлением воздуха /при отключенных компрессорах и приборах контроля и автоматики/. Величина давления для сторон нагнетания и всасывания должна соответствовать пробному давлению испытания на прочность аппаратов /сосудов/. Под пробным давлением система должна быть выдержана в течение 5 мин.
Давление воздуха в системе нужно поднимать постепенно с осмотром трубопроводов и аппаратов /сосудов/ при достижении 0,3 и 0,6 давления испытания с прекращением подъема давления на время осмотра. После этого вся смонтированная система трубопроводов и аппаратов /сосудов/ перед заполнением аммиаком должна быть подвергнута пневматическому испытанию на плотность /герметичность/ сварных и разъемных соединений раздельно по сторонам высокого и низкого давлений в соответствии с табл.1.
Испытание на плотность должно проводиться после выравнивания в течение нескольких часов /но не менее трех/ температур внутренней и окружающей сред. При этом давление испытания на плотность должно выдерживаться не менее 12 ч, после чего давление должно оставаться постоянным.
Подвергшаяся ремонту в процессе эксплуатации система трубопроводов или ее часть также должны быть испытаны на прочность и плотность. По окончании пневматического испытания проводится вакуумирование системы, которую необходимо оставить под вакуумом в течение 18 ч при давлении 0,005 МПа /40 ост.мм рт.ст./.
Давление фиксируется в течение этого времени через каждый час. допускается повышение давления до 50% в первые 6 ч. В остальное время вакуум должен оставаться постоянным.
При проведении пневматического испытания аппаратов /сосудов/ и системы трубопроводов необходимо соблюдать меры предосторожности: на трубопроводе от источника давления снаружи должны быть вентиль и манометр; в испытуемой системе /аппарате, сосуде/ должно быть не менее одного предохранительного клапана, оттариронанного на начало открывания на 0,1 МПа /1 кгс/см2/ выше соответствующего пробного давления.
Таблица № 1 Давления испытания аппаратов /сосудов/
| Давление испытания /избыточное/ аппаратов /сосудов/, МПа /кгс/см2/ | ||
| Аппараты/сосуды/ | пробное на прочность | рабочее на плотность |
| Стороны нагнетания | 1,8; /18/ | 1,5; /15/ |
| Стороны всасывания | 1,2; /12/ | 1,0; /10/ |
На время проведения пневматических испытаний на прочность внутри и снаружи помещений должна устанавливаться /в соответствии с действующими строительными нормами и правилами техники безопасности в строительстве/ охраняемая зона. При этом люди должны быть удалены в безопасные места.
Отключение от системы компрессоров должно выполняться с помощью металлических заглушек с прокладками, имеющими хвостовики, выступающие за пределы фланцев на 20 мм.
При пневматическом испытании системы запрещается добавлять в нее аммиак и использовать для создания давления /или вакуума/ аммиачный компрессор в качестве воздушного.
Похожие работы
... 21 23 8 27,0 Поросята тощие 4 3 10 13 2 50 Итого 480 334 531 382 217 45,2 Данные таблицы 3.2. свидетельствуют о том, что количество скота, поступаемого на переработку в мясо-жировой цех, резко уменьшилось и составило к уровню 1994 года 13.4 %. Животных доставляют на предприятие автомобильным транспортом, так как он наиболее экономичный и быстрый при перевозках. ...
... припускании, жарке, тушении, запекании. Продукцию подразделяют на блюда и горячие закуски, температура их при подаче должна быть в пределах 60…65? С. 3. Ассортимент блюд. Особенности приготовления Блюда из жареного мяса Для приготовления жареных блюд используют говядину (вырезку, толстый и тонкий края, верхний и внутренний куски тазобедренной части), баранину, козлятину, телятину, свинину. ...

... в металлопластиковых каркасах, металлические (противопожарные). Заполнение оконных проемов – остекленные витражи из легких металлоконструкций, деревянные и металлопластиковые. В здании молодежного кафе высшей категории на 85 посадочных мест проектом предусмотрены размещение следующих помещений согласно СНиП II – Л, 8 – 71 «Предприятия общественного питания»: Рестораны в городах и поселках ...
... усушки при интенсифицированном охлаждении (в % к массе остывшего мяса). Режим холодильной обработки Индейки При охлаждении остывшего мяса птицы до +4 С 0,5 Охлаждение можно производить парами жидкого азота или в холодном рассоле с добавлением в него жидкого азота. Технология двухстадийного охлаждения птицы сначала орошением, а затем погружением включает: -предварительный ...
0 комментариев