Навигация
Измерительный инструмент — штангенциркуль
40663
знака
10
таблиц
3
изображения
18. Измерительный инструмент — штангенциркуль.
19. Приспособление — самоцентрирующие машинные тиски.
Расчет режимов резания
Для обработки торцовой фрезой
Принимаем, предварительно, по карте 108, стр. 209, [2] для симметричной установки фрезы при ширине фрезерования b = 100 > 0,6*D (0,6*125=75), мощности станка 5-10 кВт, при обработке чугуна твердым сплавом ВК6 подачу на зуб sz= 0,20-0,24 мм/зуб.
Режимы резания, предварительно, определяем по карте 114, стр. 220, [2]. Для обработки серого чугуна при t < 1,5 мм, фрезой из твердого сплава ВК6, в зависимости от диаметра и числа зубьев (диаметр 125 мм с числом зубьев 12):
для Sz= 0,18 мм/зуб:
v = 180 м/мин, n = 380 об/мин, Sм = 830 мм/мин;
а для
Sz= 0,26 мм/зуб:
v = 158 м/мин, n = 335 об/мин, Sм = 1030 мм/мин;
Принимаем частоту вращения шпинделя и минутную подачу по станку:
n = 400 об/мин, Sм = 1000 мм/мин.
Уточняем скорость резания:
![]() м/мин
м/мин
Для обработки концевой фрезой
Глубина паза = 12 мм.
Для фрезерования паза принимаем, предварительно, по карте 161, стр. 293, [2] в зависимости от диаметра и числа зубьев фрезы, обрабатываемого материала (серый чугун), при глубине паза до 15 мм, подачу на зуб: sz= 0,05 - 0,03 мм/зуб.
Режимы резания, предварительно, определяем по карте 166, стр. 298, [2]. Для обработки серого чугуна при глубине паза t < 15 мм, фрезой из быстрорежущей стали, в зависимости от диаметра и числа зубьев:
для Sz= 0,04 мм/зуб:
v = 35 м/мин, n = 700 об/мин, Sм = 96 мм/мин;
а для Sz= 0,05 мм/зуб:
v = 33 м/мин, n = 660 об/мин, Sм = 122 мм/мин;
Принимаем частоту вращения шпинделя и минутную подачу по станку:
n = 630 об/мин, Sм = 100 мм/мин.
Уточняем скорость резания
![]() м/мин
м/мин
Структура операции
1. Установить, закрепить и снять деталь.
2. Переход 1. Обработка поверхности 1:
3. Установить режимы резания;
a. Обработать поверхность 1;
4. Произвести контрольный замер размера 12js12.
5. Сменить инструмент.
6. Переход 2. Обработка паза 3:
6.1. Установить режимы резания;
6.2. Обработать паз 3.
7. Произвести контрольный замер размера 12js12 и 12js14.
Определение основного (технологического) времени
Основное (технологическое) время определяется по формуле
tO= (l +l1+l2) / Sм,
гдеl — длина обрабатываемой поверхности (определяется по чертежу), мм;
l1— длина врезания и перебега, мм;
l2— дополнительная длина на взятие пробной стружки, мм
Sм — минутная подача.
Переход 1. Поверхность 1.
По чертежу принимаем для поверхности 1 :
l= 50 мм
Согласно приложению 1, лист 4, стр. 208, [1], для ширины торцевого фрезерования с симметричным расположением детали 100 мм и диаметра фрезы
D = 125 мм: l1 = 29 мм.
Принимаем для поверхности 1
l1 = 29 мм.
Длина на взятие пробной стружки по приложению 3, стр. 220, [1]
l2 = 8.
Основное время для поверхности 1:
tO1 = (50 + 29 + 8) / 1000 ≈ 0,09 мин
Переход 2. Поверхность 3.
По чертежу принимаем для поверхности 1 :
l= 50 мм
Согласно приложению 1, лист 4, стр. 208, [1], для ширины фрезерования 12 мм и диаметра концевой фрезы D = 12 мм :
l1 = 3 мм
Длина на взятие пробной стружки :
l2 = 0.
Основное время для поверхности 3:
tO2= (50 + 3 + 0) / 100 ≈ 0,53 мин
ТO= tO1 + tO2 = 0,09 + 0,53 = 0,62 мин.
Вспомогательное время на установку и снятие детали
Для определения вспомогательного времени на установку детали предварительно необходимо вычислить ее вес G. Вес заготовки определяем по формуле
 ,
,
где V = πd 2/4h — объем заготовки;
d = 100 мм — диаметр заготовки;
h = 25 мм —высота заготовки;
h1 - глубина паза с учётом припуска (12-1,5 = 10,5 мм)
ρ = 7000 кг/м3 — плотность чугуна.
Масса заготовки составит:
m = [(π 0,12 /4∙ 0,025) - (π 0,12 /8∙ 0,0105)] 7000 ≈ 1,08 (кг).
Вспомогательное время на установку и снятие детали весом до 3 кг в самоцентрирующих машинных тисках, с обработанными установочными поверхностями, без выверки, определяем по карте 9, стр. 43, поз. 23, [1]:
TУст= 0,15 мин.
Обработка ведётся с одной установки.
Вспомогательное время, связанное с переходом
Вспомогательное время, связанное с переходом устанавливается по карте №31, стр. 108-109, [1] для обработки плоскостей для II группы станков – длина стола св. 750 до 1250 мм.
Переход 1, поверхность 1. Фрезеровать плоскость со взятием пробных стружек, при измеряемом размере до 100 мм, для II группы станков
tПер.1 = 0,65 мин. (поз.6)
Переход 2, поверхность 3. Фрезеровать паз 3 без взятия пробных стружек:
à Изменить число оборотов шпинделя: 0,07 мин
à Изменить величину подачи: 0,07 мин
à Для установки фрезы по лимбу (поз. 3, стр. 108) вспомогательное время, связанное с переходом равно: 0,30 мин.
Суммарное вспомогательное время на этом переходе:
tПер.2 = 0,30 +0,07 + 0,07 = 0,44 мин
Общее вспомогательное время, связанное с переходами, для всех обрабатываемых поверхностей составит:
tПер. = tПер.1+ tПер.2 = 0,65+0,44 = 1,09 мин.
Вспомогательное время на контрольные измерения
Вспомогательное время на контрольные измерения обработанной поверхности устанавливается по карте 86, стр. 191, [1], в зависимости от измерительного инструмента (штангенциркуль), точности и величины контролируемого размера, а также длины измеряемой поверхности.
Контролируемый размер 12js12 : (см. обрабатываемая плоскость 1)
Для измерения штангенциркулем с точностью измерения 0,01 мм, измеряемого размера до 50 мм, длиной измеряемой поверхности до 50 мм, время на измерение составит (поз. 158, стр. 191):
tИзм 1 = 0,1 мин.
Контролируемый размер 12js12 (см. обрабатываемый паз 3).
Для измерения штангенциркулем с точностью измерения 0,01 мм, измеряемого размера до 50 мм, длиной измеряемой поверхности до 50 мм, время на измерение составит (поз. 158, стр. 191):
tИзм 2 = 0,1 мин.
Контролируемый размер 12js14 (см. обрабатываемый паз 3).
Для измерения штангенциркулем с точностью измерения 0,01 мм, измеряемого размера до 50 мм, длиной измеряемой поверхности до 50 мм, время на измерение составит (поз. 158, стр. 191):
tИзм 3 = 0,1 мин.
Общее вспомогательное время на контрольные измерения для всех обрабатываемых поверхностей:
tИзм = tИзм 1 + tИзм 2 + tИзм 3 = 0,1+0,1+0,1 = 0,3 мин
Вспомогательное время на операцию составляет:
tВ=tУст + tПер + tИзм = 0,15+1,09+0,3 = 1,54 мин.
Уточняем, ориентировочно, время, в количестве рабочих смен, необходимое для обработки всей партии:
пСмен=N * ТОп / (8,2*60),
гдеN = 131шт — размер партии;
ТОп — оперативное время на изготовление одной детали, мин.
ТОп=ТО + ТВ = 0,62+1,54 = 2,16 мин
8,2 час — продолжительность рабочей смены.
Тогда:
пСменн =131*2,16 / (8,2*60) ≈ 0,6 смены.
Принимаем поправочный коэффициент на вспомогательное время по карте 1, стр.31, [1] для обработки деталей повторяющихся конструкций на станках среднего размера и суммарной продолжительности обработки партии деталей по трудоемкости за 0,6-1 смен КtВ = 1,15.
Тогда, с учетом поправочного коэффициента, уточненное вспомогательное время на операцию составит:
ТВ0= КtВ*tВ04= 1,15*1,54 = 1,77 мин.
Время на обслуживание рабочего места, отдых и личные надобности
Время на обслуживание рабочего места состоит из времени на техническое обслуживание и времени организационного обслуживания (II группа станков).
Время на обслуживание рабочего места составит
aОбс=3,5% оперативного времени (карта 32, стр. 110, [1]).
Время перерывов на отдых и личные надобности для механической подачи составит
aОтд= 4% оперативного времени (карта 88, стр. 202, [1]).
Подготовительно-заключительное время
Подготовительно-заключительное определяется для группы горизонтально-, вертикально- и универсально-фрезерных станков по карте 32, стр. 110, [1]. Подготовительно-заключительное время состоит из времени на наладку станка, инструментов и приспособлений (Тп.з.А), времени на дополнительные приемы (Тп.з.Б), и времени на получения и сдачу инструментов и приспособлений в начале и в конце работы (Тп.з.В).
Для обработки в универсальном приспособлении (тиски), без делительной головки, с 2 устанавливаемыми фрезами, II группе станков (стол до 1250 мм):
Тп.з.А= 16 мин (позиция №2).
Время на дополнительные приемы не расходуется
Тп.з.Б = 0.
Время на получения и сдачу инструментов и приспособлений в начале и в конце работы:
Тп.з.В = 7 мин (позиция №24).
Суммарное подготовительно-заключительное время:
Тп.з.= Тп.з.А+ Тп.з.Б+Тп.з.В = 16+0+7 = 23 мин
Штучное время
Штучное время рассчитывается без учета размера партии и подготовительно-заключительного времени:
Тшт = (ТО + ТВ)(1 + (aОбс+ aОтд.Л)/100)= (0,62+1,77)*(1+(3,5+4)/100)) = 2,56 мин
Штучно-калькуляционное время
Штучное-калькуляционное время является нормой времени на обработку одной детали из партии заданного размера и рассчитывается с учетом всех составляющих:
Тшк = Тшт + Тп.з. / N = 2,56+23/131 = 2,73 мин
3. Расчет нормы времени на токарной операции
Исходные данные:
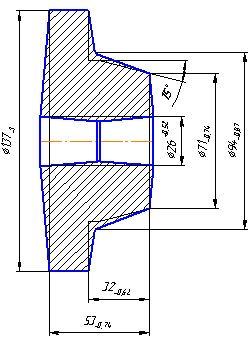
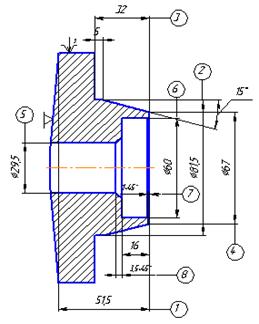
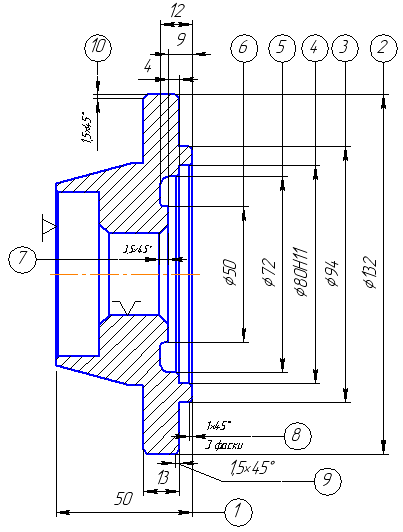
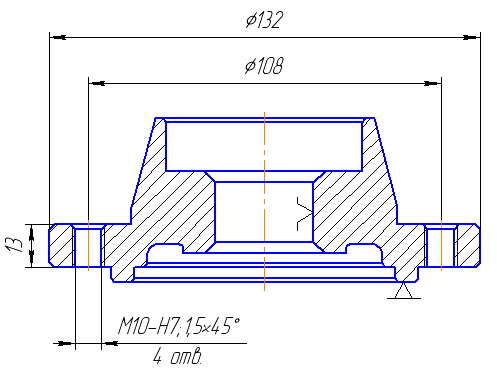
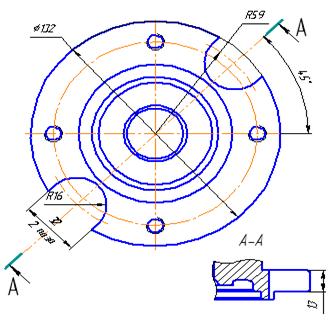
Деталь – шайба
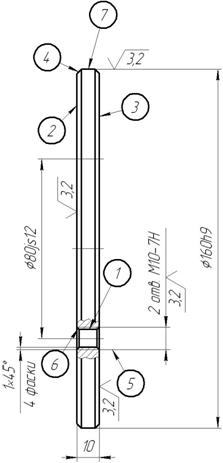
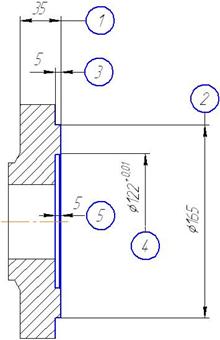
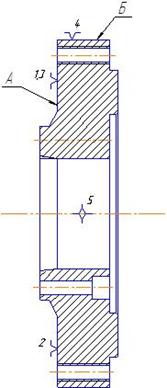
Рис.1. Эскиз детали
8. Величина партии запуска деталей 257 шт.
9. Операция – токарная.
10. Обрабатываемый материал: чугун СЧ20, σв=196 МПа = 19,6 кг/мм2; НВ 170…241
11. Характер заготовки – заготовка предварительно обработана с оставшимся припуском 1,5 мм. Поверхности 7 и 4 обрабатываются за один проход
12. Вес заготовки – 1,4 кг.
13. Станок – токарно-винторезный, мод. 16К20. Частота вращения шпинделя и величины продольных подач станка см. в табл. 1 и 2 (поперечная подача равна ½ продольной подачи).
Таблица 1.
Частота вращения шпинделя станка мод. 16К20, мин-1
| 12,5 | 16 | 20 | 25 | 31,5 | 40 | 50 | 63 | 80 | 100 |
| 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 |
| 1250 | 1600 |
Таблица 2.
Продольные подачи станка мод. 16К20, мм/об.
| 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,1 | 0,125 | 0,15 | 0,175 | 0,2 |
| 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 |
| 1,4 | 1,6 | 2,0 | 2,4 | 2,8 |
14. Режущий инструмент (материал режущей части резцов – твердый сплав Т15К6): резец проходной, φ = 45О , ГОСТ 18878-73.
Похожие работы
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... поршня по конструкции приспособления d0 - диаметр воздухопривода Vc - скорость перемещения сжатого воздуха Тс = ( 300 * 60) / (82 -180) = 1,5 сек 4 ПРОИЗВОДСТВЕННЫЙ РАСЧЕТ И ПЛАНИРОВКА УЧАСТКА 4.1 РАСЧЕТ КОЛИЧЕСТВА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ И ЕГО ЗАГРУЗКА. Такт выпуска - 6,88мин. Программа выпуска 35000шт В серийном производстве ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...
0 комментариев