Навигация
Расчет параметров технологической операции и конструирование инструмента
9701
знак
5
таблиц
3
изображения
Саратовский государственный технический университет
Саратовский авиационный колледж
Курсовая работа
Тема: Расчет параметров технологической операции и конструирование инструмента (токарная резьбонарезная операция)
Студент группы:
Преподаватель
Саратов
2008
Содержание
Введение
1. Выбор инструментального материала
2. Выбор геометрических параметров режущего инструмента
3. Выбор стандартного инструмента
4. Назначение режима резания
5. Расчет тангенциальной силы резания
6. Расчет размеров поперечного сечения державки
7. Определение основного времени
Заключение
Список использованных источников
Приложение
Введение
Курсовая работа по дисциплине ОПД.08 «Процессы формообразования и инструмент» является итоговой самостоятельной работой и включает в себя комплекс действий по выбору инструментального материала для заданной технологической операции, конструкции и размеров стандартного инструмента, назначению режима резания, расчету силовых характеристик операции и определению основного времени. Типовые методики этих расчетов отрабатываются на практических занятиях и лабораторных работах.
Курсовая работа включает в себя графическую часть – рабочий чертеж инструмента.
Курсовая работа выполняется с применением нормативно-технической и справочной литературы, что необходимо для обоснования принятых технических решений.
Использование типовых методик проведения расчетов и стандартизации инструмента позволяет обеспечивать необходимый уровень качества работы.
Настоящая курсовая работа является важным подготовительным этапом к курсовому проектированию по дисциплинам «Технология машиностроения», «Технологическая оснастка», «Экономика отрасли» и к дипломному проектированию.
1. Выбор инструментального материала
Выбор инструментального материала определяет необходимые предпосылки к наиболее эффективному резанию материала заготовки. Режущие свойства инструмента влияют на производительность труда и расход инструмента.
Выбор инструментального материала производится на основе рекомендации справочника.
Для заданных условий обработки стали рекомендуются при резьбонарезании твердый сплав Т15К6 ГОСТ 3882-74 [1, С. 117, Т.3].
Выбранная марка инструментального материала имеет следующую характеристику (см. таблицу 1.1).
Таблица 1.1 - Сравнительная характеристика инструментальных материалов
| Параметр | Инструментальный материал | |
| выбранный | для сравнения | |
| Наименование | Т15К6 – металлокерамический твердый сплав | Т5К10 – металлокерамический твердый сплав |
| Химический состав, % | - | - |
| - карбид титана | 15 | 5 |
| - карбид вольфрама | 79 | 85 |
| - кобальт | 6 | 10 |
| Прочность, σв, МПа | 1700 | 1700 |
| Твердость, HRA | 89 – 92 | 89 – 92 |
| Теплостойкость, оС | 900 | 900 |
| Износостойкость | выше, чем Т5К10 | высокая |
| Теплопроводность | хорошая | хорошая |
| Обрабатываемость | только шлифованием | только шлифованием |
| Применяется в виде | пластинок и мелкоразмерного цельного инструмента для черновой и чистовой обработки | пластинок и мелкоразмерного цельного инструмента для черновой обработки |
Выбираю твёрдый сплав Т15К6 для оснащения резьбонарезного резца, так как он не уступает в данных условиях обработки Т5К10, но допускает более высокую скорость резания и более износостоек.
2. Выбор геометрических параметров инструмента
Геометрия инструмента влияет на процесс стружкообразования, поэтому, чем рациональнее углы заточки, тем эффективнее процесс резания, меньше тепловыделение и износ инструмента.
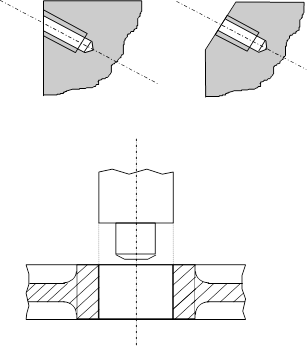
Геометрические параметры резьбонарезного токарного резца с пластинкой твердого сплава выбираются по справочнику [2, с. 352, П. 2, лист 3] и приведены в таблице 2.1 и на рисунке 2.1
Таблица 2.1 - Геометрия резьбового токарного резца, град
| Наименование угла | Обозначение | Величина |
| Главный задний угол | α | 8 |
| Угол заострения | β | 72 |
| Передний угол | γ | 0 |
| Угол резания | δ | 90 |
| Главный угол в плане | φ | 60 |
| Вспомогательный угол в плане | φ1 | 60 |
| Угол при вершине резца | ε | 60 |
| Угол наклона лезвия | λ | 0 |
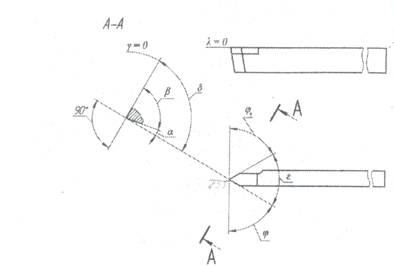
Рисунок 2.1 - Геометрия резьбового резца
Похожие работы
... технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения вала может быть обработана множеством способов, одним из которых является способ ...
... ; фС- красный; 0-шина: изолированный контроль– белый; заземлённая нейтраль–чёрный. 2. ~; фаза–красный; 0–жёлтый. 3. –; (+)–красный; (–)–синий; нейтраль–белый. Лекция 20. "Основы конструирования" Основы патентоведения 1.0 Введение –Изобретательство – важный фактор ТП.– Изобретательское право (ИП).– Открытия, Изобретения, Промышленные образцы – объекты изобретательского права (Субъекты ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
... УЛПМ-901. 11 Визуальный контроль качества сборки при увеличении 2,5. ГГ6366У/012. Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении. 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА 8.1 Характеристика изделия «Модуль управления временными параметрами». Обоснование объема производства и расчетного периода Модуль управления временными параметрами – ...
0 комментариев