Навигация
Выбор стандартного инструмента
9701
знак
5
таблиц
3
изображения
3. Выбор стандартного инструмента
Современные металлорежущие инструменты стандартизированы, так как это, прежде всего, экономически выгодно и технологически удобно. Стандартные инструменты имеют более высокое качество и оптимальную стоимость, технологичны в изготовлении и выпускаются крупными партиями. Стандартизация режущего инструмента связана со стандартизацией элементов обрабатываемых деталей, вспомогательного инструмента и технологической оснастки, а так же металлорежущих станков.
Стандартный резьбовой токарный резец, оснащенный пластинкой твердого сплава, представлен в Приложении «Образец рабочего чертежа резьбового резца», а основные его размеры приводятся в таблице 3.1
Таблица 3.1 - Основные размеры резьбового токарного резца с пластинкой твердого сплава, мм по ГОСТ 18885-73 [1, С. 122, Т.12]
| Шаг резьбы | L | H | B | I |
| 0,8…3,0 | 120 | 20 | 12 | 6 |
| 1,25…5,0 | 140 | 25 | 16 | 8 |
| 2…6 | 170 | 32 | 20 | 10 |
4. Назначение режима резания
Назначение режима резания производится по типовой методике, которая позволяет с помощью справочников определить наивыгоднейшее сочетание глубины резания, подачи и скорости резания, при котором обеспечивается требуемая шероховатость поверхности при наивысшей производительности труда и с наибольшей для данных условий экономической эффективностью.
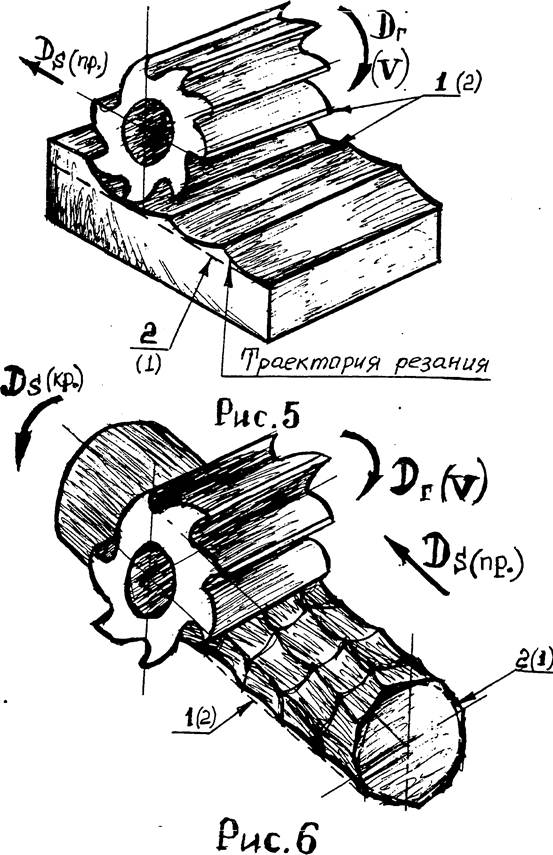
Схема резания при резьбонарезании токарным резцом (см. рисунок 4.1)
Определить установленное число черновых и чистовых проходов
i = iчерн+ iчист = 3 + 2 = 5 [7, с. 67, К. 22]
Определить допускаемую скорость резания
vт = vтабл · Кv = 179 м/мин
vтабл =179 м/мин
Кv = Ки · Кв · Кс =1*1*1*=1
Ки =1
Кв =1
Кс =1 [7, с. 67, К. 22]
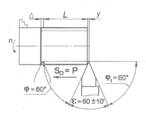
Рисунок 4.1
Определить теоретическую частоту вращения резца
![]()
![]()
![]() 1900,2 мин-1
1900,2 мин-1
Выбрать станочную частоту вращения резца из ряда (nст = 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 мин-1), исходя из условия nст ≤ nт.
Выбираю nст =1600 мин-1
Определить действительную скорость резания
![]()
![]()
![]() 150,72 , м/мин
150,72 , м/мин
Определить мощность на шпинделе станка 1П717Ф3 (Nст = 8,3 кВт, η = 0,75)
Nшп = Nст · η = 8,3*0,75=6,225 кВт
Определить мощность резания
Nрез = Nтабл · КN =1,6 *1 = 1,6 кВт
Nтабл = 1,6 кВт
КN = КV =1 [7, с. 67, К. 22]
Вывод: обработка возможна, так как Nрез < Nшп.
Режим резания представлен в таблице 4.1
Таблица 4.1 - Режим резания при резьбонарезании
| Параметр | Обозначение | Единица измерения | Величина |
| Глубина резания (высота профиля резьбы) [2, С. 48, К. 7] | t | мм | 0,92 |
| Подача (равна шагу резьбы) | SOст = Р | мм/об | 1,5 |
| Частота вращения заготовки | nст | мин-1 | 1600 |
| Действительная скорость резания | VД | м/мин | 150,72 |
| Число проходов | i | --- | 5 |
Похожие работы
... технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения вала может быть обработана множеством способов, одним из которых является способ ...
... ; фС- красный; 0-шина: изолированный контроль– белый; заземлённая нейтраль–чёрный. 2. ~; фаза–красный; 0–жёлтый. 3. –; (+)–красный; (–)–синий; нейтраль–белый. Лекция 20. "Основы конструирования" Основы патентоведения 1.0 Введение –Изобретательство – важный фактор ТП.– Изобретательское право (ИП).– Открытия, Изобретения, Промышленные образцы – объекты изобретательского права (Субъекты ...
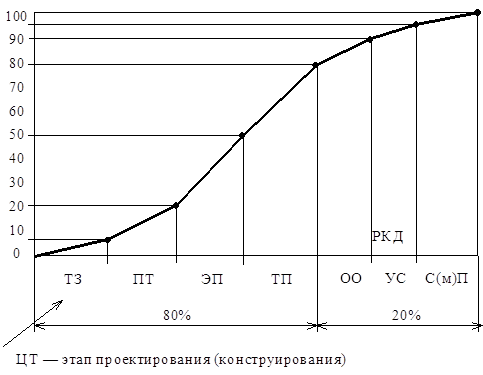
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
... УЛПМ-901. 11 Визуальный контроль качества сборки при увеличении 2,5. ГГ6366У/012. Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении. 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА 8.1 Характеристика изделия «Модуль управления временными параметрами». Обоснование объема производства и расчетного периода Модуль управления временными параметрами – ...
0 комментариев