Навигация
Расчет тангенциальной силы резания
9701
знак
5
таблиц
3
изображения
5. Расчет тангенциальной силы резания
Сила резания Рх при резьбонарезании токарным резьбовым резцом определяется по формуле
![]()
![]() 649.68 Н
649.68 Н
где Nрез = 1,6 кВт – мощность резания (см. п.4.8)
VД = 150,72 м/мин – действительная скорость резания (см. п.4.6)
Сила резания Рх используется при проверочном расчете поперечного сечения державки резца (см. п.6).
6. Расчет размеров поперечного сечения державки
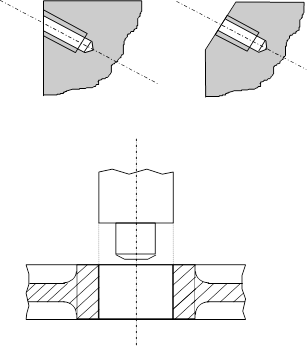
Расчетная схема (см. рисунок 6.1)
Определить ширину поперечного сечения державки резца
![]()
![]()
![]() 6,42 мм
6,42 мм
где l – вылет резца, принимается равным 40 мм;
[σи] – допускаемое напряжение материала державки на изгиб. Для стали 40 [σи] = 230 МПа.
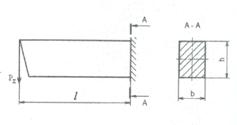
Рисунок 6.1
Размеры сечения выбирать из стандартного ряда: 4; 5; 6; 8; 10; 12; 16; 20; 25; 32; 40; 50; 63; 80 мм, принимая ближайшую большую величину.
Принимаю b = 8 мм
Определить высоту поперечного сечения державки
h = 1,6 · b =12,8 мм.
Принимаю h = 12,8 мм.
7. Определение основного времени
Основное время при резьбонарезании – это время от начала непосредственного резания до его окончания с учетом количества проходов резца по поверхности образуемой резьбы. Это время является исходным для технического нормирования технологической операции и определяется по формуле
![]()
![]()
![]() 0,6191*5=0,095 мин
0,6191*5=0,095 мин
где l1 = y + Δ = 4P = 6 мм
y – врезание;
l – длина обрабатываемой поверхности;
Δ – перебег резца (см. рисунок 4.1);
i – количество проходов.
Заключение
Задание на курсовую работу выполнено в полном объеме. Определен ряд параметров технологической операции – чернового и чистового резьбонарезания резьбовым резцом. Эти параметры необходимы для оформления операционной технологической карты.
Результаты курсовой работы приведены в таблице 8.1.
Таблица 8.1 - Результаты курсовой работы
| Параметр | Обозначение | Единица измерения | Величина |
| 1 Станок | токарно-винторезный 16К20 | ||
| - мощность станка | Nст | кВт | 8,3 |
| - кпд | η | - | 0,75 |
| 2 Инструмент | токарный резьбовой резец с пластинкой из твердого сплава Т15К6 | ||
| - высота державки | h | мм | 12,8 |
| 3 Геометрия резца | - | - | - |
| - передний угол | γ | град | 0 |
| - главный задний угол | α | град | 8 |
| - главный угол в плане | φ | град | 60 |
| 3 Заготовка | - | - | - |
| - материал | Сталь 40 ГОСТ 4543-71 | ||
| - предел прочности | σв | МПа | 610 |
| - состояние обрабатываемой поверхности | без корки | ||
| - размеры обработанной поверхности | метрическая резьба диаметром М 30, длиной 40 мм | ||
| 4 Вид обработки | черновое и чистовое резьбонарезание | ||
| 5 Режим резания | - | - | - |
| - глубина резания | t | мм | 0,92 |
| - подача | SOст | мм/об | 1,5 |
| - частота вращения заготовки | nст | мин-1 | 1600 |
| - действительная скорость резания | Vд | м/мин | 150,72 |
| 6 Мощность резания | Nрез | кВт | 1,6 |
| 7 Основное время | То | мин | 0,095 |
Список используемых источников
1. Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986.
2. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках, ч. 1. – М.: Машиностроение, 1967.
3. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту: Учеб. пособие для техникумов по предмету «Основы учения о резании металлов и режущий инструмент». – 5-е изд., перераб. и доп. – М.: Машиностроение, 1990.
Приложение
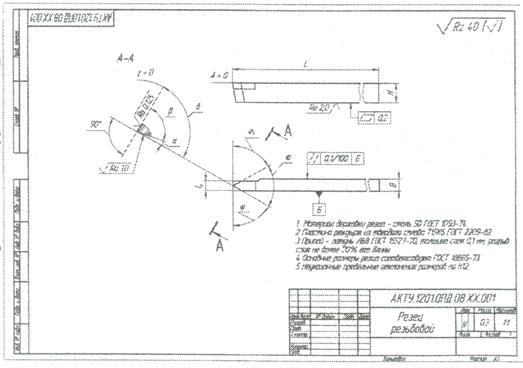
Образец чертежа резьбового резца
Похожие работы
... технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения вала может быть обработана множеством способов, одним из которых является способ ...
... ; фС- красный; 0-шина: изолированный контроль– белый; заземлённая нейтраль–чёрный. 2. ~; фаза–красный; 0–жёлтый. 3. –; (+)–красный; (–)–синий; нейтраль–белый. Лекция 20. "Основы конструирования" Основы патентоведения 1.0 Введение –Изобретательство – важный фактор ТП.– Изобретательское право (ИП).– Открытия, Изобретения, Промышленные образцы – объекты изобретательского права (Субъекты ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
... УЛПМ-901. 11 Визуальный контроль качества сборки при увеличении 2,5. ГГ6366У/012. Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении. 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА 8.1 Характеристика изделия «Модуль управления временными параметрами». Обоснование объема производства и расчетного периода Модуль управления временными параметрами – ...
0 комментариев