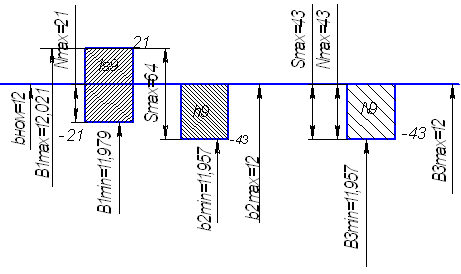
Для выбранной посадки определяем предельные отклонения, предельные размеры и предельные натяги
Определяем максимально возможную толщину масляного слоя между трущимися поверхностями
Для выбранной посадки определяем предельные отклонения, предельные размеры и предельные натяги
Расчет шлицевого прямобочного соединения и проектирование калибров
Анализ размерной взаимозаменяемости и расчёт размерных цепей
Навигация
Расчет посадок подшипников качения с поверхностями сопрягаемых деталей
Расчет посадок подшипников качения с поверхностями сопрягаемых деталей
24639
знаков
1
таблица
7
изображений
Введение
Целью настоящей курсовой работы является установление оптимальных размерных и качественных параметров, обеспечивающих заданные соединения, расчет и проектирование калибров, выявление размерных взаимосвязей между отдельными поверхностями, выбор соответствующих номинальных размеров.
1. Расчет и выбор посадок с натягом
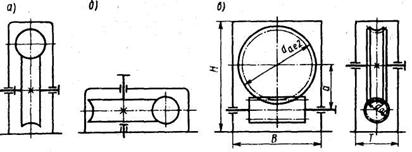
Посадки с натягом предназначены для неподвижных неразъёмных (или разбираемых лишь в отдельных случаях при ремонте) соединений деталей без дополнительного крепления винтами, штифтами, шпонками и т.п. Относительная неподвижность деталей при этих посадках достигается за счёт напряжений, возникающих в материале сопрягаемых деталей, вследствие действия деформаций их контактных поверхностей (рис. 1.1.).
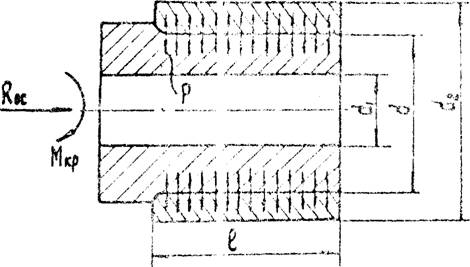
Рис. 1.1. Расчётная схема неподвижного соединения
1.1 Исходные данные для расчета (табл. 3.1 [1]).
d = 0,10 м,d1 = 0,06 м,
l = 0,07 м,d2 = 0,15 м.
Усилие Rос = 3 кН.
Момент Мкр = 16 Нм.
Вал: материал – сталь 50;
шероховатость – ![]() = 1,6 мкм.
= 1,6 мкм.
Втулка: материал – сталь 30;
шероховатость – ![]() = 2,5 мкм.
= 2,5 мкм.
1.2 Определяем требуемое удельное минимальное давление. При одновременном действии продольной осевой силы Rос и крутящего момента Мкр

где f – коэффициент трения при установившемся процессе распрессовки или проворачивания. Для материалов сопрягаемых деталей сталь – сталь f = 0,06 – 0,13 (табл. 3.2. [1]). Принимаем f = 0,1.
1.3 По полученному значению ![]() определяем необходимую величину наименьшего расчётного натяга
определяем необходимую величину наименьшего расчётного натяга
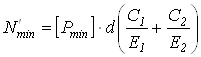
где Е1 и Е2 – модули упругости материалов вала и втулки соответственно. По табл. 3.3. [1] для вала и втулки, изготовленных из стали Е1 = Е2 = 2·105 МПа.
С1 и С2 – коэффициенты, определяемые по формулам:

здесь ![]() и
и ![]() – коэффициенты Пуассона соответственно для охватываемой и охватывающей деталей. Для стали
– коэффициенты Пуассона соответственно для охватываемой и охватывающей деталей. Для стали ![]() =
= ![]() =0,3 (табл. 3.3. [1]).
=0,3 (табл. 3.3. [1]).
Тогда:
![]()
1.4 Определяем величину допустимого минимального натяга с учётом поправок
![]()
где ![]() – поправка, учитывающая смятие неровностей контактных поверхностей деталей при запрессовке:
– поправка, учитывающая смятие неровностей контактных поверхностей деталей при запрессовке:
![]()
![]() – поправка, учитывающая различие рабочей температуры деталей и температуры сборки, различие коэффициентов линейного расширения материалов соединяемых деталей. В заданиях на курсовую работу приняты близкие температурные условия сборки и работы соединения при эксплуатации, поэтому поправка
– поправка, учитывающая различие рабочей температуры деталей и температуры сборки, различие коэффициентов линейного расширения материалов соединяемых деталей. В заданиях на курсовую работу приняты близкие температурные условия сборки и работы соединения при эксплуатации, поэтому поправка ![]() не учитывается;
не учитывается;
![]() – поправка, учитывающая ослабление натяга под действием центробежных сил (существенная для крупных, быстро вращающихся деталей). Эту поправку для стальных деталей диаметром до 500 мм, вращающихся со скоростью до 30 м/с (как в нашем случае), можно не учитывать;
– поправка, учитывающая ослабление натяга под действием центробежных сил (существенная для крупных, быстро вращающихся деталей). Эту поправку для стальных деталей диаметром до 500 мм, вращающихся со скоростью до 30 м/с (как в нашем случае), можно не учитывать;
![]() – добавка, компенсирующая уменьшение натяга при повторных запрессовках, определяется опытным путем; поскольку заданием повторная запрессовка не предусматривается, то поправку
– добавка, компенсирующая уменьшение натяга при повторных запрессовках, определяется опытным путем; поскольку заданием повторная запрессовка не предусматривается, то поправку ![]() можно не учитывать.
можно не учитывать.
Итак, допустимый минимальный натяг
![]()
1.5 Для определения допустимого максимального натяга необходимо найти наибольшее удельное давление на контактных поверхностях деталей
На основании теории наибольших касательных напряжений определяем максимальное допустимое удельное давление [Ртах] при котором отсутствует пластическая деформация на контактных поверхностях деталей. В качестве [Ртах] берем меньшее из двух значений Р1 и Р2.
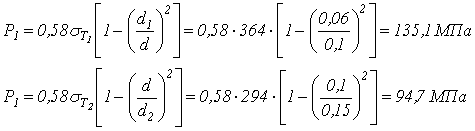
где ![]() и
и ![]() – пределы текучести охватываемой и охватывающей деталей. По табл. 3.3. [1])
– пределы текучести охватываемой и охватывающей деталей. По табл. 3.3. [1]) ![]() ,
, ![]() .
.
Принимаем [Ртах] = 94,7 МПа.
1.6 Определяем величину наибольшего расчетного натяга ![]() :
:

1.7 Определяем величину максимального допустимого натяга с учётом поправок к ![]() :
:
![]()
где ![]() – коэффициент, учитывающий увеличение удельного давления у торцов охватывающей детали. При
– коэффициент, учитывающий увеличение удельного давления у торцов охватывающей детали. При ![]() и
и ![]() по графику (рис. 3.2. [1])
по графику (рис. 3.2. [1]) ![]() = 0,84.
= 0,84.
Следовательно:
![]()
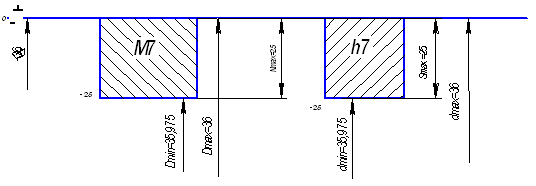
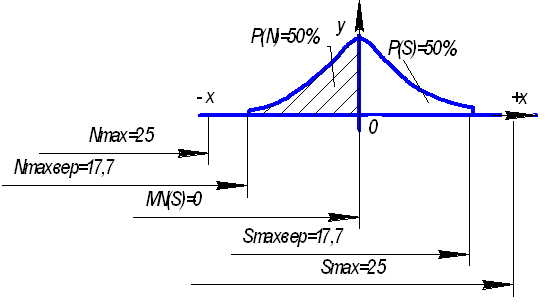
1.8 По табл. 1.49 [4] выбираем посадку. Условия подбора посадки следующие:
максимальный натяг ![]() в подобранной посадке должен быть не более
в подобранной посадке должен быть не более ![]() , т.е.
, т.е.
![]()
минимальный натяг в подобранной посадке с учётом возможных колебаний действующей нагрузки и других факторов должен быть
![]()
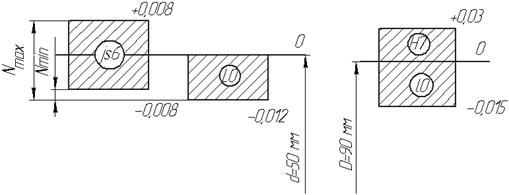
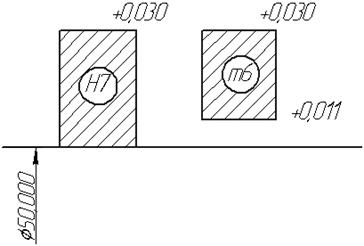
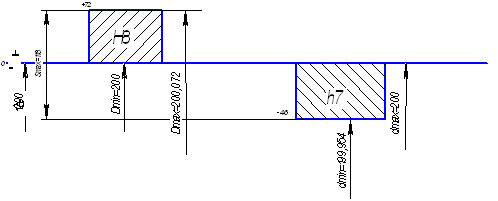
Из рекомендуемых ГОСТ 25347–82 принимаем посадку ![]()
![]() для которой Nmax= 93 мкм, Nmin= 36 мкм.
для которой Nmax= 93 мкм, Nmin= 36 мкм.
Похожие работы
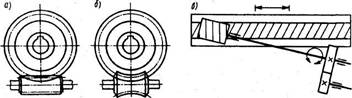

... Конструктивно червячные передачи чаще всего делают в закрытом исполнении. На рис.3 приведены схемы наиболее часто встречающихся червячных редукторов: а — с верхним расположением червяка, б — с боковым расположением червяка, в — с нижним расположением червяка. 2 Расчёт и выбор посадок подшипников качения Исходные данные: Подшипник №7210 Класс точности 0 Радиальная реакция R = 1,6 kH Осевое ...
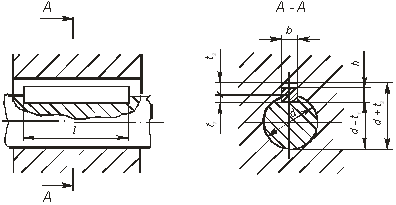
... валов, отверстий, толщину зубьев и ширину впадины отверстия. Поля допусков, назначенные на элементы деталей шлицевого соединения и указанные в условном обозначении, контролируют в условном обозначении, контролируют независимо друг от друга специальными гладкими калибрами. 2. Расчет и выбор посадок подшипников качения Для подшипникового узла (подшипник № 408) выбрать и обосновать посадки по ...
... ) Nзе=Nminf-Nmin Nзе=16.05-7=9.03 мкм Определяем коэффициент запаса точности выбранной посадки: TN= Nmax-Nmin TN=83-7=76 Рекомендуется значение К=1…2.Следовательно, посадка выбрана точно. 3. РАСЧЕТ И ВЫБОР ПОСАДОК ПОДШИПНИКОВ КАЧЕНИЯ Для подшипникового узла быстроходного вала выбрать и обосновать класс точности подшипника качения. Установить вид нагружения внутреннего и ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
0 комментариев