Навигация
Выбор базы для контроля радиальных и осевых размеров на резце
38397
знаков
9
таблиц
9
изображений
1.7 Выбор базы для контроля радиальных и осевых размеров на резце
В качестве таковой выбрана режущая кромка для обработки поверхности детали с номинальным диаметром Ø 35 мм.
За осевую базу принимаем поверхность 5-6 с Ø 25 до Ø 33.
1.8 Расчет размеров профиля резца от радиальной измерительной базы
Расчет размеров профиля резца от радиальной измерительной базы и номинальных размеров шаблона и контршаблона сведен в таблицу 4.
Таблица 4: Размеры от радиальной измерительной базы
| Номер точки на профиле | Глубина профиля от измерительной базы, мм. | Половина симметричного поля допуска, мм. | Номинальный размер глубины Ш и КШ, мм. | Допуски шаблона, мм. | Допуски контршаблона, мм. |
| 1, 9, 10 | 6,2004 | 0,022 | 6,2224 | 0,006 | ±0,002 |
| 2, 3, 5, 13 | 5,1455 | 0,022 | 5,1675 | ||
| 4 | 10,3835 | 0,02 | 10,4035 | ||
| 6 | 1,0212 | 0,022 | 1,0432 | ||
| 7, 8 | 0,0000 | 0,00 | 0,0000 | ||
| 11, 12 | 4,1023 | 0,022 | 4,1243 |
1.9 Расчет угловых и криволинейных участков профиля
На профиле резца имеются три наклонные режущие кромки для обработки конических участков 1-2, 6-7, 12-13. Ввиду малой протяженности этих участков образующие профиля по этим участкам принимаются прямолинейными.
Расчеты радиуса и координат центра заменяющей окружности для криволинейного участка профиля фасонного резца производим по следующим координатам точек:
т. 3 (0;0)
т. 3΄ (-4,5375; -4,0704)
т. 4 (-9,075;-4,995)
Схема, поясняющая нахождение радиуса, на рисунке 2.
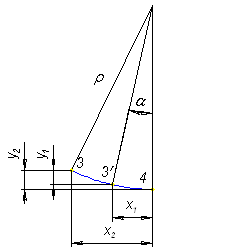
Рис.2 – Система координат относительно т. 3
![]() ;
;
![]() .
.
Согласно рисунку 2

Углы наклона хорд:
 ;
;
 ;
;
 ;
;
![]() ;
;
![]() ;
;
Радиус заменяющей окружности:

Координаты центра заменяющей окружности:
![]() ;
;
![]() ;
;
1.10 Дополнительные режущие кромки резца
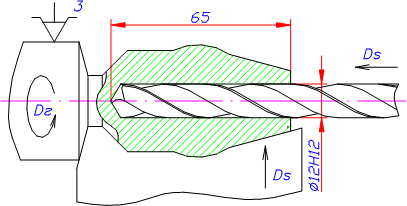
Размеры режущих кромок для надрезания выполнены из расчета, что глубина надрезания 1мм., а ширина надрезного резца 3мм.
Дополнительные режущие кромки показаны на рисунке 3.
1.11 Пересчет для резца осевых размеров от осевой измерительной базы
Результаты пересчета представлены на рисунке 3.
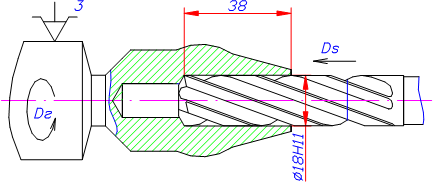
1.12 Осевые радиальные и угловые размеры шаблона и контршаблона
Номинальные размеры рассчитываем из условия максимума тела резца. Допуски на линейные размеры у шаблона задаются в тело, а у контршаблона – симметрично. Величины этих допусков принимаются у шаблонов 10%, а у контршаблонов – 5% от поля допуска соответствующих размеров профиля резца. Допуск на угловые размеры шаблона устанавливается в размере 10% от допуска на профиле детали, но не менее 3¢. У контршаблонов на изготовление угловых размеров допуск устанавливается в размере 25% от допуска на шаблон, но не менее 1¢. Чертеж шаблона и контршаблона представлен на рисунке 4.
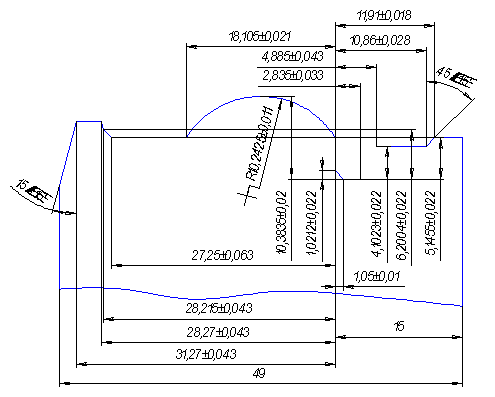
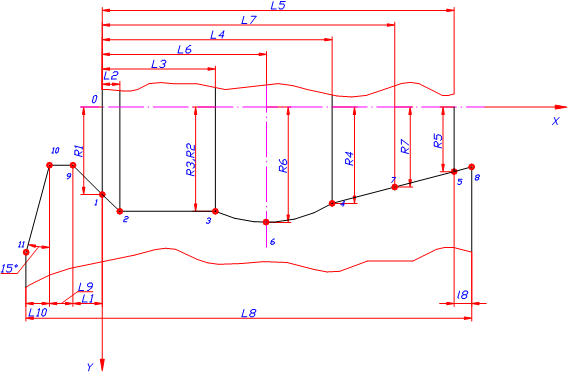
Рис.3 – Профиль резца

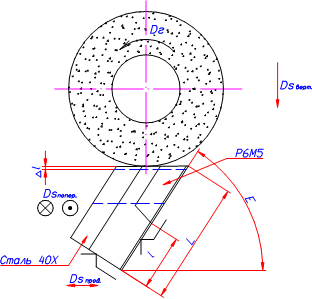
Рис.4 – Конструктивное оформление резца
Необходимые размеры.
![]() ,
,
где t – максимальная глубина профиля;
к – запас по передней поверхности для размещения стружки.
Диаметр контрольной риски
![]() ;
;
Диаметр контрольного цилиндра, соответствующего радиальной измерительной базе Ø 34,92+0,062. Максимальный диаметр резца Ø 60+0,19.
Похожие работы


... классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4. Таблица 4 Классификация многослойных покрытий для режущего инструмента. Многослойные Одноэлементные Многоэлементные Многокомпонентные Композиционные На основе Соединения одного Тугоплавкого металла Пример: ...
... стружки при полностью сточенном сверле; lр – длина режущей части сверла lр = 0.3·dсв = 0.3·12 = 3,6 мм; lк – длина стружечной канавки; D = 10 мм; lо = 130-30-10-3,6=86,4 мм. Число переточек: n = lo/Dl = 86,4/0,8 = 108 переточка. Dl – величина стачивания за одну переточку. 6. Проектирования зенкера. Обоснование использования инструмента. Зенкер предназначен для обработки отверстия в литых ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
... инструмента скорее важно знать не только среднюю температуру на его площадках контакта, но также значение температур в каждой точке кромки. В настоящей работе исследования законов распределения температур на передней поверхности кромки осуществляются в зависимости от параметров инструмента Для решения указанной задачи используется один из самых широко распространенных аналитических методов - ...
0 комментариев