Навигация
Силу протягивания на каждой части протяжки рассчитываем по формулам
38397
знаков
9
таблиц
9
изображений
17. Силу протягивания на каждой части протяжки рассчитываем по формулам
Рф=(Вфmax z qo zp Kp)/zс.ф.=(7,6·6·236·6·1)/1= 64569,6 Н
Рк=(Вкmax z qo zp Kp)/zс.к.= (6,81·6·236·6·1)/1= 57857,76 Н
Рш=(Вшmax z qo zp Kp)/zс.ш.= (6,028·6·236·6·1)/2= 25606,94 Н
18. Рассчитываем силы протягивания на каждой части протяжки по формулам, приняв среднюю длину режущего лезвия на фасочных зубьях Вф= 6,8мм
Pф= 57772,8 Н
Pк= 57857,76 Н
Pш= 51213,89 Н
19. Диаметры калибрующих Dкк= 26,13 d11 мм
Dшк= 32,25 d11 мм
20. Для схемы ФКШ согласно рекомендациям п.10 (стр.89) методики принимаем диаметр впадин фасочных зубьев равным диаметру domin: Dвф= 25,2 мм, Dвш= 26 мм.
21. Число выкружек на круглых черновых и переходных зубьях и их ширину определяем по табл. П25 приложения:
Nк= 8, ак= 6 мм и по табл. П27 приложения Rв= 30мм, Rк=25 мм
Чистовые круглые зубья выполняются без выкружек
Число выкружек шлицевых зубьев Nш=z= 6 ширину режущих лезвий на прорезных зубьях определяем по формуле Бф=Бш=b-2f, приняв предварительно размер криволинейной фаски из табл. П32 приложения:
fп= 1 мм, Бш= 4 мм
Для определения радиуса выкружки Rв и радиуса шлифовального круга Rк вычислим ширину выкружек шлицевых зубьев по формуле аш=ПD/N-Бш=12,47 мм.
По табл. П27 приложения для аш= 12,74 мм и D= 32 мм, Rв= 30 мм, Rк=25 мм.
22.Диаметр передней направляющей Dпн=25,2е8 мм, длина передней направляющей lпн=64 мм, так как l/D>1,5
23. Длина переходного конуса принимаем по табл. П28 приложения lп=20мм
24. Расстояние от переднего торца протяжки до первого зуба определяем в соответствии с п. 22 стр.55
L1=l1+l2+l3+l+25= 150+25+40+25=240 мм
l1 принимают в зависимости от диаметра хвостовика = 150 мм, l2 и l3 в зависимости от станка l2=25 мм, l3= 40 мм
26. Диаметр задней направляющей Dзн= 26 f9 мм
длину задней направляющей принимаем по табл. П29 приложения:
lзн= 25 мм
Протяжку делаем без заднего хвостовика
27. Общую длину протяжки определяем по формуле
L=L1+Lp+lзн=240+25+1169=1434 мм
Округляем L до 1435 мм
за счет уменьшения длины заднего направления:
lзн= 26 мм
Таблица 2.1 – Диаметры зубьев протяжки
| Номер зуба | Диаметр | Допуск | Угол | Наименование зубьев |
| 1 | 25,4 | -0.016 | 3º±30’ | фасочные зубья |
| 2 | 25,6 | -0.016 | 3º±30’ | фасочные зубья |
| 3 | 25,8 | -0.016 | 3º±30’ | фасочные зубья |
| 4 | 26 | -0.016 | 3º±30’ | фасочные зубья |
| 5 | 26,2 | -0.016 | 3º±30’ | фасочные зубья |
| 6 | 26,4 | -0.016 | 3º±30’ | фасочные зубья |
| 7 | 26,6 | -0.016 | 3º±30’ | фасочные зубья |
| 8 | 26,8 | -0.016 | 3º±30’ | фасочные зубья |
| 9 | 27 | -0.016 | 3º±30’ | фасочные зубья |
| 10 | 27,2 | -0.016 | 3º±30’ | фасочные зубья |
| 11 | 25,4 | -0.016 | 3º±30’ | черновые круглые зубья |
| 12 | 25,6 | -0.016 | 3º±30’ | черновые круглые зубья |
| 13 | 25,8 | -0.016 | 3º±30’ | черновые круглые зубья |
| 14 | 25,95 | -0.016 | 3º±30’ | переходные круг. зубья |
| 15 | 26,01 | -0.016 | 3º±30’ | переходные круг. зубья |
| 16 | 26,09 | -0.016 | 2º+30’ | чистовые круг. зубья |
| 17 | 26,13 | -0.016 | 2º+30’ | чистовые круг. зубья |
| 18 | 26,13 | -0.016 | 1º+30’ | калибр. круг. зубья |
| 19 | 26,13 | -0.016 | 1º+30’ | калибр. круг. зубья |
| 20 | 26,91 | -0.016 | 3º±30’ | шлицевые зубья |
| 21 | 27,11 | -0.016 | 3º±30’ | шлицевые зубья |
| 22 | 27,09 | -0.016 | 3º±30’ | шлицевые зубья |
| 23 | 27,31 | -0.016 | 3º±30’ | шлицевые зубья |
| 24 | 27,29 | -0.016 | 3º±30’ | шлицевые зубья |
| 25 | 27,51 | -0.016 | 3º±30’ | шлицевые зубья |
| 26 | 27,49 | -0.016 | 3º±30’ | шлицевые зубья |
| 27 | 27,71 | -0.016 | 3º±30’ | шлицевые зубья |
| 28 | 27,69 | -0.016 | 3º±30’ | шлицевые зубья |
| 29 | 27,91 | -0.016 | 3º±30’ | шлицевые зубья |
| 30 | 27,89 | -0.016 | 3º±30’ | шлицевые зубья |
| 31 | 28,11 | -0.016 | 3º±30’ | шлицевые зубья |
| 32 | 28,09 | -0.016 | 3º±30’ | шлицевые зубья |
| 33 | 28,31 | -0.016 | 3º±30’ | шлицевые зубья |
| 34 | 28,29 | -0.016 | 3º±30’ | шлицевые зубья |
| 35 | 28,51 | -0.016 | 3º±30’ | шлицевые зубья |
| 36 | 28,49 | -0.016 | 3º±30’ | шлицевые зубья |
| 37 | 28,71 | -0.016 | 3º±30’ | шлицевые зубья |
| 38 | 28,69 | -0.016 | 3º±30’ | шлицевые зубья |
| 39 | 28,91 | -0.016 | 3º±30’ | шлицевые зубья |
| 40 | 28,89 | -0.016 | 3º±30’ | шлицевые зубья |
| Продолжение табл. 2.2. | ||||
| 41 | 29,11 | -0.016 | 3º±30’ | шлицевые зубья |
| 42 | 29,09 | -0.016 | 3º±30’ | шлицевые зубья |
| 43 | 29,31 | -0.016 | 3º±30’ | шлицевые зубья |
| 44 | 29,29 | -0.016 | 3º±30’ | шлицевые зубья |
| 45 | 29,51 | -0.016 | 3º±30’ | шлицевые зубья |
| 46 | 29,49 | -0.016 | 3º±30’ | шлицевые зубья |
| 47 | 29,71 | -0.016 | 3º±30’ | шлицевые зубья |
| 48 | 29,69 | -0.016 | 3º±30’ | шлицевые зубья |
| 49 | 29,91 | -0.016 | 3º±30’ | шлицевые зубья |
| 50 | 29,89 | -0.016 | 3º±30’ | шлицевые зубья |
| 51 | 30,11 | -0.016 | 3º±30’ | шлицевые зубья |
| 52 | 30,09 | -0.016 | 3º±30’ | шлицевые зубья |
| 53 | 30,31 | -0.016 | 3º±30’ | шлицевые зубья |
| 54 | 30,29 | -0.016 | 3º±30’ | шлицевые зубья |
| 55 | 30,51 | -0.016 | 3º±30’ | шлицевые зубья |
| 56 | 30,49 | -0.016 | 3º±30’ | шлицевые зубья |
| 57 | 30,71 | -0.016 | 3º±30’ | шлицевые зубья |
| 58 | 30,69 | -0.016 | 3º±30’ | шлицевые зубья |
| 59 | 30,91 | -0.016 | 3º±30’ | шлицевые зубья |
| 60 | 30,89 | -0.016 | 3º±30’ | шлицевые зубья |
| 61 | 31,11 | -0.016 | 3º±30’ | шлицевые зубья |
| 62 | 31,09 | -0.016 | 3º±30’ | шлицевые зубья |
| 63 | 31,31 | -0.016 | 3º±30’ | шлицевые зубья |
| 64 | 31,29 | -0.016 | 3º±30’ | шлицевые зубья |
| 65 | 31,51 | -0.016 | 3º±30’ | шлицевые зубья |
| 66 | 31,49 | -0.016 | 3º±30’ | шлицевые зубья |
| 67 | 31,71 | -0.016 | 3º±30’ | шлицевые зубья |
| 68 | 31,69 | -0.016 | 3º±30’ | шлицевые зубья |
| 69 | 31,91 | -0.016 | 3º±30’ | шлицевые зубья |
| 70 | 31,89 | -0.016 | 3º±30’ | шлицевые зубья |
| 71 | 32,11 | -0.016 | 3º±30’ | шлиц. перех. зубья |
| 72 | 32,09 | -0.016 | 3º±30’ | шлиц. перех. зубья |
| 73 | 32,17 | -0.016 | 3º±30’ | шлиц. перех. зубья |
| 74 | 32,15 | -0.016 | 3º±30’ | шлиц. перех. зубья |
| 75 | 32,21 | -0.016 | 2±30’ | шлиц. чист. зубья |
| 76 | 32,25 | -0.016 | 2±30’ | шлиц. чист. зубья |
| 77 | 32,25 | -0.016 | 1±30’ | калибр. шлиц. зубья |
| 78 | 32,25 | -0.016 | 1±30’ | калибр. шлиц. зубья |
| 79 | 32,25 | -0.016 | 1±30’ | калибр. шлиц. зубья |
| 80 | 32,25 | -0.016 | 1±30’ | калибр. шлиц. зубья |
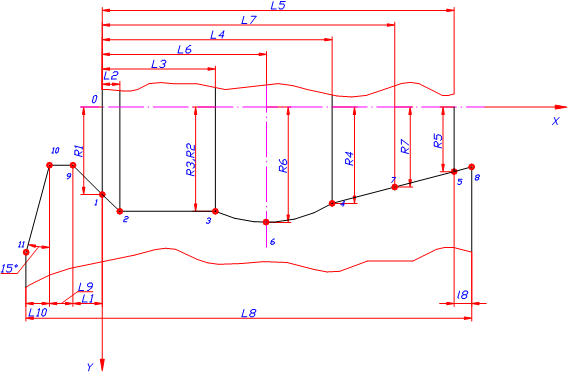
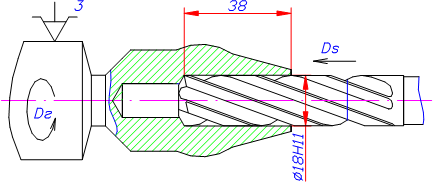
Расчет корригированного профиля фасочных и шлицевых прямобочных зубьев. Для расчета корригированного бокового профиля шлицевых прямобочных зубьев из таблицы диаметров (2.2) зубьев назначаем номера первого (Nа=21) и последнего (Nе=69) зубьев расчетном участку, диаметры этих зубьев Dа=27,11 мм и Dе=31,91 мм. Для расчета используем также ширину паза b=7 мм, шаг черновых зубьев to=15 мм. Задаемся вспомогательным углом в плане: φ1=3º.
Подъем заднего центра С на длине протяжки и половину угла корригированного бокового профиля зубьев и шлифовального круга ωк рассчитываем по формулам
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() мм;
мм;
![]() ;
; ![]() ;
;
![]() мм.
мм.
![]() мм.
мм.
![]() мм.
мм.
Для расчета подъема заднего центра С, размеров для контроля бокового профиля фасочных зубьев На и Нв назначаем номера первого Nа=1 и последнего Nе=9 фасочных зубьев и радиусы этих зубьев Dа=25,4 мм и Dе=27,2 мм, значение угла фаски βф и корригированного ушла фаски βк принимаем по табл. П34 приложения для числа шлицев z=6: βф=40º, βк =30º.
Другие данные, участвующие в расчете, следующие: b=7 мм, с=0,5 мм, d=25,4 мм.
Расчет производим по формулам:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
![]() мм
мм
Шлифование бокового профиля фасочных зубьев производим профильным кругом с ωк=60º (из табл. П34 приложения), следовательно,
![]() мм.
мм.
Длина расчетного участка
![]() мм
мм
 мм.
мм.
![]() мм;
мм;
![]() мм;
мм;
Корригированный угол профиля фасочных впадин на протяжке 2ωк=120º (из табл. П34 приложения).
Для первого зуба Н1=9,57 мм, для последнего Н2=9,26 мм; при шлифовании боковых поверхностей фасочных зубьев с № 1 по № 10 задний хвостовик поднять в направлении стрелки Е; подъем равен 5,07 мм на длине 1435 мм; при шлифовании боковых поверхностей шлицев с зуба № 21 и № 69 задний хвостовик поднять в направлении стрелки F; подъем равен 0,57 мм на длине 1435 мм; продольный профиль черновых зубьев.
Похожие работы


... классификация многослойных покрытий, наносимых на инструментальный материал, приведена в табл.4. Таблица 4 Классификация многослойных покрытий для режущего инструмента. Многослойные Одноэлементные Многоэлементные Многокомпонентные Композиционные На основе Соединения одного Тугоплавкого металла Пример: ...
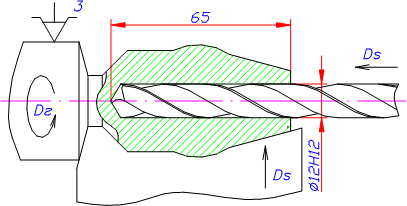
... стружки при полностью сточенном сверле; lр – длина режущей части сверла lр = 0.3·dсв = 0.3·12 = 3,6 мм; lк – длина стружечной канавки; D = 10 мм; lо = 130-30-10-3,6=86,4 мм. Число переточек: n = lo/Dl = 86,4/0,8 = 108 переточка. Dl – величина стачивания за одну переточку. 6. Проектирования зенкера. Обоснование использования инструмента. Зенкер предназначен для обработки отверстия в литых ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
... инструмента скорее важно знать не только среднюю температуру на его площадках контакта, но также значение температур в каждой точке кромки. В настоящей работе исследования законов распределения температур на передней поверхности кромки осуществляются в зависимости от параметров инструмента Для решения указанной задачи используется один из самых широко распространенных аналитических методов - ...
0 комментариев