Навигация
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
СУМСЬКИЙ ДЕРЖАВНИЙ УНІВЕРСИТЕТ
кафедра «Технологія машинобудування, станки та інструменти»
Пояснювальна записка
до курсового проекту з різального інструменту
КР 000.000.160 ПЗ
Розробив
Шаповал О.В.
Керівник
Швець С.В.
Сумы 2008
Зміст
1 Проектування радіального фасонного різця.
2 Проектування шпоночної протяжки
3 Техніко-економічне обґрунтування процесу довбання
4 Проектування розвертки
5 Проектування мітчика
6 Проектування циліндричної фрези
7 Технологія виготовлення циліндричної фрези
Список використаної літератури
1 Проектування радіального фасонного різця
Вихідні дані для проектування
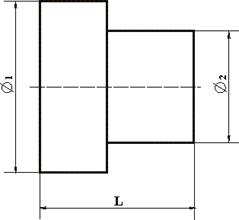
Спроектувати радіальний фасонний різець призматичної форми з кутом нахилу ріжучої кромки l=0 для обробки деталі, креслення якої приведене на рисунку 1.1. Матеріал заготовки Сталь 45.
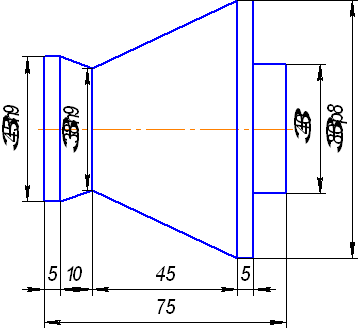
Рисунок 1.1 – Креслення деталі
Визначення граничних відхилень на діаметри деталі
Значення діаметрів усіх вузлових точок та відхилень їх від номіналу заносимо до таблиці 1.1
Таблиця 1.1 – діаметри деталі з допустимими відхиленнями
| Параметр | Номери вузлових точок на поверхні деталі | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| d, мм | 45 | 45 | 38 | 80 | 80 | 40 | 40 |
| Поле допуску | h9 | h9 | h9 | р8 | р8 | h14 | h14 |
| es, мкм | 0 | 0 | 0 | 70 | 70 | 0 | 0 |
| ei, мкм | -62 | -62 | -62 | 32 | 32 | -620 | -620 |
Вибір геометрії різця
Для призматичних різців задній кут ![]() призначається в межах 12-18˚. Беремо
призначається в межах 12-18˚. Беремо ![]() 15˚. Передній куп призначаємо в залежності від матеріалу, який обробляємо. В даному випадку для сталі
15˚. Передній куп призначаємо в залежності від матеріалу, який обробляємо. В даному випадку для сталі ![]() . Приймаємо
. Приймаємо ![]() 15˚. Ці значення ми призначаємо у характерній точці.
15˚. Ці значення ми призначаємо у характерній точці.
Графічна побудова профілю призматичного фасонного різця з ![]()
В додатку.
Аналітичний розрахунок профілю призматичного фасонного різця з ![]()
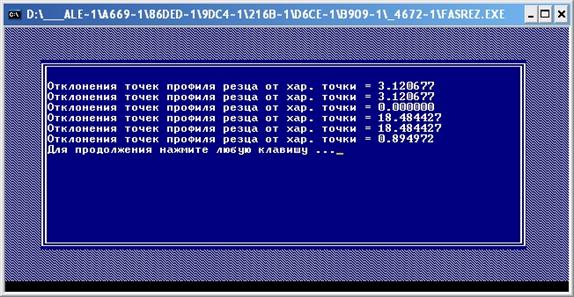
Аналітичній розрахунок проводимо за допомогою ОЕМ за допомогою програми FASREZ.EXE (С.В. Швец, Сумы 1993г. «Расчёт профиля фасонных резцов»).
Отримані результати.
Порівняння результатів аналітичного розрахунку з результатами графічного профілювання зведені до таблиці 1.2
Таблиця 1.2 – Порівняння результатів аналітичного розрахунку з результатами графічного профілювання
| Метод розрахунку | Номер точки профіля | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| Графічне профілювання | 3,1207 | 3,1207 | 0,0000 | 18,4844 | 18,4844 | 0,8950 | 0,8950 |
| Аналітичний розрахунок | 3,1206 | 3,1206 | 0,0000 | 18,4844 | 19,4844 | 0,8945 | 0,8945 |
| Розбіжність, % | 0,003 | 0,003 | 0,000 | 0,000 | 0,000 | 0,056 | 0,056 |
За результатами порівняння робимо висновок, що розбіжність між результатами аналітичного розрахунку на ЕОМ та графічного профілювання дуже незначне.
Конструкторське доопрацювання інструмента
При віддаленні від центра деталі, на деяких проміжках різальної кромки передній кут може настільки зменшитися, що його значення буде меншим від значення нижньої межі рекомендацій (g=50). у цьому випадку необхідно на передній поверхні робити заглиблення.
Визначимо значення переднього кута у будь-якій точці різальної кромки за формулою:
 ;
;
![]() ;
;
 ;
;
![]() .
.
 ;
;
![]()
Так як всі значення передніх кутів більші нижньої межі рекомендації, заглиблення на передній поверхні робити не потрібно.
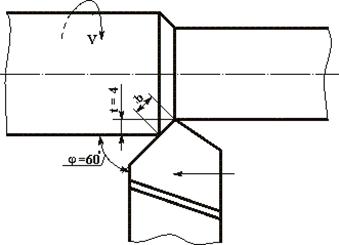
Для зменшення тертя на задній поверхні на проміжках, перпендикулярних до осі деталі, залишаємо стрічку f1 шириною 0,2-0,3 мм (рисунок 1.2).
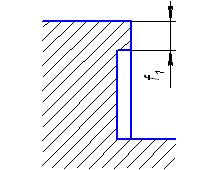
Рисунок 1.2 – Захід для зменшення тертя
Загальна довжина різця встановлюється таким чином: з боку відкритого кінця заготовки довжину розрахункового профілю різця, що дорівнює довжині деталі, збільшують на 2-3 мм (щоб перекрити допуск на заготовку та похибки її базування); з протилежного боку робимо виступ шириною 3-6 мм для підготовки поверхні під відрізний різець. Боки виступу зрізаємо під кутом 150.
Допуски на розміри інструменту дорівнюють 0,33-0,25 від допусків на відповідні розміри деталі. Беремо 0,25. Результати розрахунків заносимо до таблиці 1.3.
Таблиця 1.3 – Допуски на розміри профілю різця
| Номер точки | Діаметр деталі | Допуск на размір деталі | Допуск на розмір профілю різця | |
| позначення | Числовое значення | |||
| 1 | 45 | h9 | 0,062 | 0,0155 |
| 2 | 45 | h9 | 0,062 | 0,0155 |
| 3 | 38 | h9 | 0,062 | 0,0155 |
| 4 | 80 | р8 | 0,038 | 0,0095 |
| 5 | 80 | р8 | 0,038 | 0,0095 |
| 6 | 40 | h14 | 0,620 | 0,155 |
| 7 | 40 | h14 | 0,620 | 0,155 |
Похожие работы
... Верхні знаки відносяться до правозаходних фрез, а нижні – до лівозаходних. Основні розміри стандартних черв’ячних фрез за ГОСТ 9324–80 наведені у табл. 2 додатку 2. Допуски на виготовлення фрез вибирають по ГОСТ 10331–81 і 9324–80, або по довіднику [6].2. Розрахунок комбінованої розвертки 2.1 Вихідні дані Розвертка комбінована для обробки отворів d1=20Н7, d2=22Н8, l1=40 мм, l2=60 мм, Rа ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... сть до перевантаження, особливо на низьких частотах обертання шпинделя, тому необхідна редукція (спрощена коробка швидкостей з електромагнітним приводом переключення). 3.2.3 Гідравлічні приводи. У сучасних металорізальних верстатах ці приводи одержання досить широке застосування і використовуються головним чином для здійснення прямолінійних рухів і в меншій мірі для обертових рухів. Гідроприводи ...
0 комментариев