Навигация
Проектування шпоночної протяжки
16863
знака
4
таблицы
11
изображений
2 Проектування шпоночної протяжки
Вихідні дані
- матеріал деталі – Сталь 45;
- діаметер вала – 110 мм;
- розмір шпонки – 28х16;
- довжина втулки – 40 мм;
- зєднання – щільне.
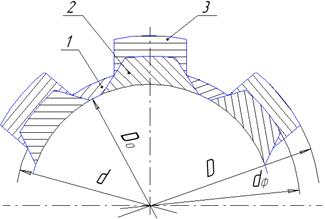
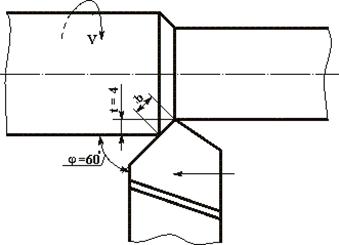
Ескіз оброблюваної поверхні поданий на рисунку 2.1.
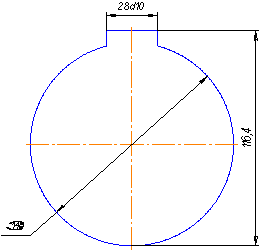
Рисунок 2.1 – Ескіз оброблюваної поверхні
Аналіз протяжки
Робоча частина протяжки складається з секції чорнових зубів, з секції чистових зубів та з секціїї калібрувальних зубів.
Вибираємо конструкцію протяжки – плоска протяжка з тонким тілом. Ескіз вибраної протяжки наведений на рисунку 2.2.
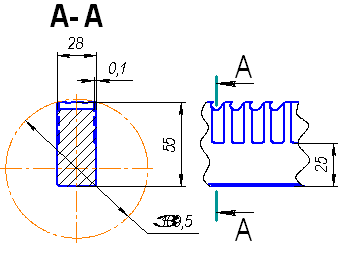
Рисунок 2.2 – Ескіз шпоночної протяжки з плоским тілом
Схема різання – одинарна. Метод формоутворення поверхні – генераторний.
Розрахунок протяжки
Призначаємо підйом на зуб: ![]() мм.
мм.
Визначаемо кількість зубів чорнової секції:
![]() ,
,
де ![]() - підйом на зуб;
- підйом на зуб;
![]() - припуск на чистову секцію, приймаємо
- припуск на чистову секцію, приймаємо ![]() ;
;
А – загальній припуск, який визначаємо за формулою
![]() ,
,
де ![]() - розмір, отриманий після обробки,
- розмір, отриманий після обробки, ![]() мм;
мм;
![]() - найменший розмір до обробки,
- найменший розмір до обробки,
![]() мм.
мм.
Отже
![]() мм;
мм;
Визначаємо крок зубів чорнової секції:
![]() ,
,
де ![]() - довжина обробливаної деталі,
- довжина обробливаної деталі, ![]() мм.
мм.
Тоді
![]() мм.
мм.
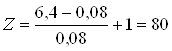
Округляємо отримане значення кроку до найближчого рекомендованого значення ![]() мм. В залежності від кроку визначаємо конструктивні параметри стружкової канавки:
мм. В залежності від кроку визначаємо конструктивні параметри стружкової канавки:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
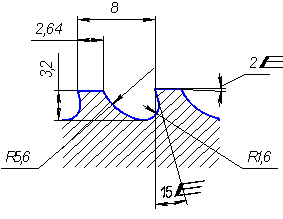
Рисунок 2.3 – Ескіз стружкової канавки
Перевіряємо глибину стружкової канавки за коефіцієнтом заповнення. Дана перевірка полягає у виконанні наступної умови:
![]() ,
,
де ![]() - розрахункова висота канавки, яку визначаємо за формулою:
- розрахункова висота канавки, яку визначаємо за формулою:
![]()
де ![]() - коефіцієнт заповнення стружкової канавки протяжки, приймаемо
- коефіцієнт заповнення стружкової канавки протяжки, приймаемо ![]() .
.
Отже:
![]() мм,
мм,
тоді маємо ![]() . Очевидно, дана нерівність виконується. Відповідно, умови розміщення стружки в спроектованій стружковій канавці – нормальні, і не потрібно додаткового конструкторського доопрацювання канавки.
. Очевидно, дана нерівність виконується. Відповідно, умови розміщення стружки в спроектованій стружковій канавці – нормальні, і не потрібно додаткового конструкторського доопрацювання канавки.
Перевіряємо протяжку на міцність, виходячи з умови:

де ![]() - зусилля протягування, визначаємо за формулою
- зусилля протягування, визначаємо за формулою
![]()
де ![]() - питома сила різання при протягуванні,
- питома сила різання при протягуванні, ![]() кгс/мм2;
кгс/мм2;
![]() - максимальна кількість зібів, одночасно працюючих під стружкою визначаємо за формулою
- максимальна кількість зібів, одночасно працюючих під стружкою визначаємо за формулою
![]() ;
;
![]() - площа небезпечного перерізу, приймається за розміром першої впадини, мм2.
- площа небезпечного перерізу, приймається за розміром першої впадини, мм2.
Виконуємо розрахунки за наведеними вище формулами:
![]() , приймаємо
, приймаємо ![]()
![]() кгс.
кгс.
Визначаємо розмір першої западини та її площу:
![]()
де ![]() - висота протяжки за першим зубом,
- висота протяжки за першим зубом, ![]() мм,
мм,
![]() мм2.
мм2.
Перевіряємо умову міцності протяжки згідно наведеної вище формули:
 кгс/мм2
кгс/мм2![]() ,
,
Де ![]() - допустиме навантаження, для шпоночних протяжок
- допустиме навантаження, для шпоночних протяжок ![]() кгс/мм2.
кгс/мм2.
Очевидно, умова міцності виконується для прийнятих параметрів.
Призначаємо геометрію різальної частини протяжки:
- величину переднього кута в залежності від оброблюваного матеріалу приймаємо ![]()
- величину заднього кута в залежності від виду протягування приймаємо ![]() для зубів чорнової секціі та
для зубів чорнової секціі та ![]() для зубів чистової та калібрувальнох секції.
для зубів чистової та калібрувальнох секції.
Визначаємо довжину робочої частини протяжки:
![]() мм.
мм.
Підбираємо станок для протяжки – станок моделі 7Б55:
1. Номінальна тягова сила, кН – 100.
2. Найбільша довжина ходу, мм – 1250.
3. Розмір робочої поверхні опорної плити, мм2 – 450х450.
4. Швидкість робочого ходу протяжки, м/хв – 1,5-11,5.
5. Рекомендована швидкічть зворотньного ходу протяжки, м/хв – 20-25.
6. Потужність єлектродвигуна, кВт – 18,5.
Вибираємо плоских хвостовик для протяжки згідно ГОСТ 4043-70. Ескіз хвостовика протяжки поданий на рисунку 2.4.
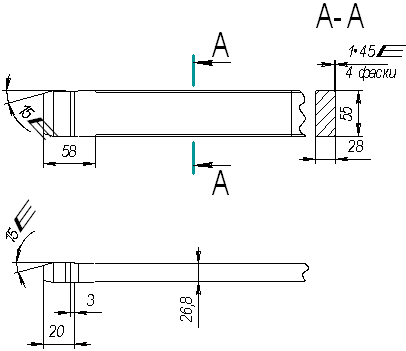
Рисунок 2.4 – Ескіз хвостовика протяжки
Загальна довжина гладких частин:
![]()
де ![]() - довжина хвостовика,
- довжина хвостовика, ![]() мм;
мм;
![]() - довжина входу патрона в отвір станка,
- довжина входу патрона в отвір станка, ![]() мм;
мм;
![]() - товщина опарної плити станка,
- товщина опарної плити станка, ![]() мм;
мм;
![]() - довжина виступаючої частини опорго кільця,
- довжина виступаючої частини опорго кільця, ![]() мм;
мм;
![]() - довжина фланця направляючої оправки,
- довжина фланця направляючої оправки, ![]() мм;
мм;
![]() - довжина посадочної частини оправки,
- довжина посадочної частини оправки, ![]() мм;
мм;
![]() - довжина, необхідна для безпроблемного насадження виробу,
- довжина, необхідна для безпроблемного насадження виробу, ![]() мм.
мм.
Отже:
![]() мм.
мм.
Загальна довжина протяжки:
![]() мм;
мм;
Приймаємо ![]() мм; допуск
мм; допуск ![]() мм.
мм.
Матеріал протяжки – інструментальна легована сталь ХВГ (ГОСТ 5950-51).
Визначимо допуски на розміри калібрувальної частини

Рисунок 2.5 Допуск калібрувальної частини
![]()
![]()
Приймаємо ![]() мкм.
мкм.
![]() мкм.
мкм.
Похожие работы
... Верхні знаки відносяться до правозаходних фрез, а нижні – до лівозаходних. Основні розміри стандартних черв’ячних фрез за ГОСТ 9324–80 наведені у табл. 2 додатку 2. Допуски на виготовлення фрез вибирають по ГОСТ 10331–81 і 9324–80, або по довіднику [6].2. Розрахунок комбінованої розвертки 2.1 Вихідні дані Розвертка комбінована для обробки отворів d1=20Н7, d2=22Н8, l1=40 мм, l2=60 мм, Rа ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... сть до перевантаження, особливо на низьких частотах обертання шпинделя, тому необхідна редукція (спрощена коробка швидкостей з електромагнітним приводом переключення). 3.2.3 Гідравлічні приводи. У сучасних металорізальних верстатах ці приводи одержання досить широке застосування і використовуються головним чином для здійснення прямолінійних рухів і в меншій мірі для обертових рухів. Гідроприводи ...
0 комментариев