Навигация
Кількість стружкових канавок – 4
16863
знака
4
таблицы
11
изображений
6. Кількість стружкових канавок – 4.
7. Ширина пера та діаметр серцевини
![]() мм;
мм;
![]() мм.
мм.
8. Довжина різальної частини ![]() мм.
мм.
9. Кут ![]()
![]() ,
,
де ![]() мм;
мм;
![]() мм;
мм;
![]() ;
;
 .
.
10. Довжина мітчика ![]() мм.
мм.
11. Довжина калібрувальної частини ![]() мм.
мм.
12. Товщина зрізування  мм.
мм.
13. Діаметр торця ![]()
14. Призначаємо геометрію лез
o передній кут ![]() ;
;
o задній кут ![]() .
.
15. Коефіцієнт затилування ![]() .
.
16. Параметри профілю стружкової канавки
![]() ;
;
![]() ;
;
![]() ;
;
17. Кут нахилу стружкової канавки дорівнює нулю, оскільки отвір наскрізній.
18. Відхилення половини кута профілю мітчика ![]() ; допуск кроку різі приймаємо
; допуск кроку різі приймаємо ![]() .
.
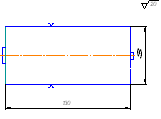
19. Приєднувальна частина по ГОСТ 3266-81
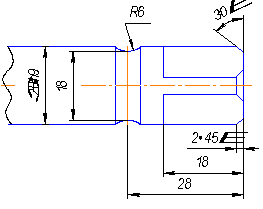
Рисунок 5.2 – Приєднувальна частина
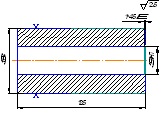
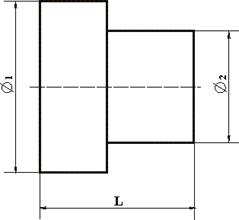
6 Проектування циліндричної фрези
Вихідні дані:
- тип фрези – циліндрична;
- ширина фрезерування ![]() мм;
мм;
- припуск ![]() мм;
мм;
- оброблюваний матеріал – Сталь 15Г.
Послідовність розрахунків:
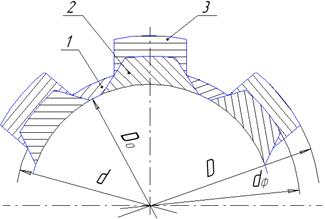
1. Зовнішній діаметр фрези
![]()
![]() мм.
мм.
Приймаємо стандартне значення ![]() мм.
мм.
2. Діаметр приєднувальної частини
 мм.
мм.
Приймаємо стандартне значення ![]() мм.
мм.
3. Розраховуємо кількість зубів
 ,
,
де ![]() тоді
тоді
Округлюємо до цілого парного числа ![]() .
.
4. Кут нахилу зубів

5. Форма зуба та його параметри
- призначаємо зуб з заокругленою спинкою;
- крок по колу ![]() мм;
мм;
- кут кроку ![]() ;
;
- висота зуба ![]() мм;
мм;
- радіус заокруглення ![]() мм;
мм;
- радіус дуги кола ![]() мм
мм
6. Довжина фрези.
Відповідно до стандартного ряду та залежно від ширини фрезерування призначаємо ![]() мм.
мм.
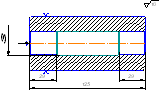
7. Довжина приєднувальної частини та діаметр виточки:
- довжина приєднувальної частини ![]() мм. Округлимо до 29 мм;
мм. Округлимо до 29 мм;
- діаметр виточки ![]() мм.
мм.
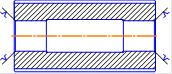
8. Геометрія зуба
- задній кут ![]()
- передній кут ![]()
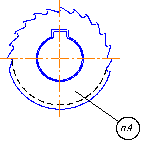
9. Отвір фрези та шпоночний паз виконуємо згідно ГОСТ 9472-83.
7 Технологія виготовлення циліндричної фрези
| № | Назва та зміст операції | Ескіз та технічні вимоги | Назва станка та інструменту | Режим обробки | Операційний час | |
|
м/хв |
мм/об | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
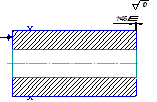
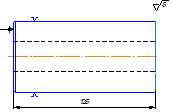
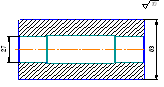
| 1 | Відрізна. Відрізати заготовку |
| Токарно-відрізний напівавтомат моделі МК-244. Різець відрізний b=4 мм. | 20 | 0,2 | 0,28-0,6 |
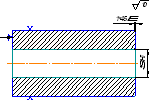
| 2 | Шліфувальна. Зняти залишки після відрізки з однієї сторони |
| Точильно-шліфувальний станок. Шліфувальний круг ПП500х63х127-2А -24-СТ1-5-К-20 м/с-Б, ГОСТ 2424-67 | 20 | Ручна | 0,1 |
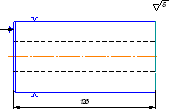
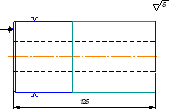
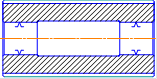
| 3 | Токарна. Обробити отвір і перший торець Позиція VI: зняти деталь, встановити заготівку. Позиція I: центрувати, підрізати торець попередньо Позиція II: свердлити проточити по зовнішньому діаметру попередньо Позиція III: свердлити наскрізь, підрізати торець в розмір 127,7 |
| Токарний напівавтомат моделі 1А240П-6 Свердло спіральне Різець підрізний Т15К6 Свердло спіральне Різець прохідний Т15К6 Свердло спіральне Різець підрізний Т15К6 | 15 35 15 35 15 35 5 | 0,13 0,09 0,13 0,09 0,13 0,09 6 | 1,1-1,7 7 |
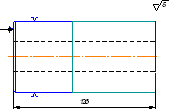
| Позиція IV: розвернути отвір, зняти фаску Позиція V: розвернути отвір кінцево |
| Розвертка чорнова Різець фасонний Розвертка чистова | 8 35 8 | 0,2 0,04 0,2 | 1,1-1,47 | |
| 4 1 | Токарна. Обробити другий торець і зовнішній діаметр Позиція IV: зняти деталь, установити заготовку Позиція I: підрізати торець попередньо Позиція II: проточити по зовнішньому діаметру попередньо Позиція III: підрізати торець начисто Позиція IV: проточити по зовнішньому діаметру остаточно, проточити фаску 2 |
3 | Токарний напівавтомат 1А240П-6 Різець підрізний Т15К6 Різець прохідний Т15К6 Різець підрізний Т15К6 Різець Різець прохідний Т15К6 4 | 47 47 47 47 47 5 | 0,09 0,14 0,09 0,14 0,14 6 | 0,8-1,05 7 |
| Позиція V: зенкерувати фаску в отворі |
| Зенкеровка | 20 | 0,14 | 0,8-1,05 | |
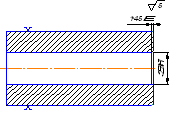
| 5 | Токарна. Обточити по зовнішньому діаметру остаточно Підрізати торець приєднувальної частини і підправити фаску |
| Токарно-револьверний станок моделі 1341 Різець прохідний прямий Т15К6 | 120 120 | 0,2 0,1 | 0,79-1,23 |
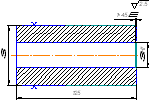
| 6 | Токарна. Підрізати другий торець і підправити фаску |
| Токарно-револьверний станок моделі 1341 Різець прохідний прямий Т15К6 | 120 | 0,1 | 0,79-1,23 |
| 7 | Розточка. Розточити виточку |
| Спеціальний токарний модернізований напівавтомат на базі автомата моделі КТ-60 Різець розточний Т15К6 | 80 | 0,1 | 0,94-1,0 |
| 8 | Потягування. Протягнути шпоночний паз | Горизонтально-протяжний напівавтомат 7А510 | 4 | 0,02 | 0,12-0,4 | |
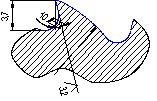
| 9 | Фрезерна. Фрезерувати стружкові канавки |
| Фрезерний напівавтомат моделі 6В-2МР | 44 | 20 мм/хв | 0,43-0,41 |
| 10 | Столярна. Зачистити заустенці після фрезерування. Зняти фаску на ребрах шпоночного пазу. | Столярний верстак. Напильник №1-2 | 0,65-0,73 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 11 | Маркувальна. Клеймувати. |
| Прес П472А. Клеймо твердосплавне ВК20 | 0,2-0,26 | ||
| 12 | Термічна. Закалити Відпустити Виварити Травити Промити | Напівавтоматичний агрегат для комплексної термообробки | Т, С 1260-1280 560 80-90 25-40 15-20 | 0,5-1,0 | ||
| 13 | Шліфувальна. Шліфувати отвір. |
| Круглошліфувальний станок моделі 3А225. Шліфувальний круг ПП32х10х10-2А-16-СТ1-5-Б-18 м/с А, ГОСТ 2424-67 | 18 25 | 4 0,01 | 1,87-2,08 |
| 14 | Шліфувальна. Шліфувати по зовнішньому діаметру попередньо |
| Круглошліфувальний станок моделі 3Б153. Шліфувальний круг ПП350х40х127-2А-25/40-СМ1/СМ2-5-К-25 м/с А, ГОСТ 2424-67 | 35 25 | 1 | 0,76-0,98 |
| 15 | Шліфувальна. Шліфувати по зовнішньому діаметру з припуском під кінцеву обробку |
| Круглошліфувальний станок моделі 3Б153. Шліфувальний круг ПП350х40х127-6С-50-СТ1-5-К-35 м/с А, ГОСТ 2424-67 | 35 20 | 4 | 0,85-1,22 |
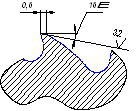
| 16 | Заточка. Заточити передні поверхні зубів |
| Заточний станок моделі 3А64Д. Шліфувальний круг. | 40 | 10 | 1,5-2,07 |
| 17 | Заточка. Заточити задні поверхні зубів. |
| Заточний станок моделі 3А64Д. Шліфувальний круг. | 25 | 4 0,04 | 1,0-1,1 |
| 18 | Шліфувальна. Шліфувати зуби по зовнішньому діаметру остаточно |
| Круглошліфувальний станок моделі 3Б153. Шліфувальний круг 2720-0150 А63/50 100К ГОСТ 161-67 | 35 | 1 глибина різання 0,03мм | 1,13-1,54 |
| 19 | Хіміко-термічна Промити Сушити Цианувати Охолодити Виварити Промити Пасивіровать | Т, С 85-90 300-350 555 20 85-95 85-95 60-70 | 0,05-0,4 | |||
| 20 | Контрольна. Протестувати на працездатність | Фрезерний станок | ||||
| 21 | Упаковочна. Провести антикорозійну обробку і упакувати | Ванна, стіл | 0,4-1,0 | |||
Список використаної літератури
1. Руководство по курсовому проектированию металлорежущих инструментов: Учеб. пособие для вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты»/Под общ. ред. Г.Н. Кирсанова – М.: Машиностроение, 1986. – 228с.: ил.
2. Швець С.В. Металорізальні інструменти: Навчальний посібник. – Суми: Вид-во СумДУ, 2007. – 185 с.
3. Справочник технолога – машиностроителя. В2-х т. Т2/ Под ред. А. Г. Косиловой и Р. К. Мещерякова. – М.: «Машиностроение»,1986.
4. Семенченко И.И. и др. Проектирование металлорежущих инструментов. – М.: Машгиз, 1963.
5. Общемашиностроительные нормативы времени и режимов времени для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. II часть – М.: «Экономика», 1990, с.473
6. Справочник инструментальщика И.А Ординарцев, Г.В. Филлипов, А.Н. Шевченко и др.; Под общей ред. И.А. Ординарцева. – Л.: Машиностроение. Ленинград отд-ние, 1987 – 846с.: ил.
Похожие работы
... Верхні знаки відносяться до правозаходних фрез, а нижні – до лівозаходних. Основні розміри стандартних черв’ячних фрез за ГОСТ 9324–80 наведені у табл. 2 додатку 2. Допуски на виготовлення фрез вибирають по ГОСТ 10331–81 і 9324–80, або по довіднику [6].2. Розрахунок комбінованої розвертки 2.1 Вихідні дані Розвертка комбінована для обробки отворів d1=20Н7, d2=22Н8, l1=40 мм, l2=60 мм, Rа ...
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... сть до перевантаження, особливо на низьких частотах обертання шпинделя, тому необхідна редукція (спрощена коробка швидкостей з електромагнітним приводом переключення). 3.2.3 Гідравлічні приводи. У сучасних металорізальних верстатах ці приводи одержання досить широке застосування і використовуються головним чином для здійснення прямолінійних рухів і в меншій мірі для обертових рухів. Гідроприводи ...
0 комментариев